Professional Documents
Culture Documents
Installation, Operation & Maintenance Manual for DA Pump
Uploaded by
Edgar CanelasOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Installation, Operation & Maintenance Manual for DA Pump
Uploaded by
Edgar CanelasCopyright:
Available Formats
INSTALLATION
OPERATION &
MAINTENANCE
DA PUMP I/B
BALL/BALL CONFIGURATION
D
A
B
/
B
READ THIS BEFORE PROCEEDING
It should be understood that the information contained in this manual does not relieve operating and maintenance
personnel from the responsibility of exercising normal good judgement in the installation, operation, and mainte-
nance of the pump and its components.
Only qualified personnel should work on this equipment, and only after reading this manual and becoming familiar
with all of the safety notices and procedures contained herein. Safe and successful operation of this equipment is
dependent upon its proper handling, installation, operation, and maintenance as described in this manual.
It should be understood that the contents of this manual do not add to or modify any prior or existing warranty,
agreement, commitment, and/or relationship between Flowserve and the purchaser. The sales contract between
the parties contains the sole warranty for this equipment.
During initial start-up of this equipment, it is recommended that the service of a Flowserve service supervisor be
obtained to assure trouble-free operation. In some cases, the presence of a Flowserve service supervisor may be
a contractual requirement for continuation of warranty. Check your contract.
To schedule a service supervisor, contact Flowserve Corporation, Customer Service Department (1-800-547-
8671 or 908-859-7372), or contact the nearest Flowserve sales office.
D
A
B
/
B
Table Of Contents
Section 1
Introduction
Pump Data Sheet 1-1
Approximate Weights 1-1
Introduction 1-2
Safety 1-2
Description 1-2
CASING 1-2
IMPELLERS 1-3
CASING RINGS 1-3
CHANNEL RINGS 1-3
CENTER SLEEVE 1-3
CENTER BUSHING 1-3
THROTTLING SLEEVE 1-3
THROTTLING BUSHING 1-3
SHAFT 1-3
SHAFT SLEEVES 1-3
BEARINGS 1-3
STUFFING BOXES 1-4
RECEIPT INSPECTION 1-4
UNPACKING 1-4
Care During Storage 1-4
Painting/Rust Preventive 1-4
Lifting Equipment 1-5
TO LIFT UNIT 1-5
TO LIFT DRIVER 1-5
TO LIFT PUMP 1-5
TO LIFT UPPER HALF CASING 1-5
TO LIFT PUMP ROTOR 1-5
D
A
B
/
B
Table Of Contents
Extended Storage Requirements 1-5
GENERAL 1-5
INSPECTION UPON ARRIVAL 1-6
STORAGE AREA 1-6
STORAGE PREFERRED (DRY) 1-6
GENERAL 1-6
ROTOR STORAGE 1-6
INSPECTION AND MAINTENANCE 1-6
STORAGE NON-PREFERRED (WET) 1-8
Painting And Preservation 1-8
Start-Up 1-8
Drivers 1-8
Section 2
Installation
Location 2-2
Foundation 2-2
Installation Check List 2-2
Level The Bedplate 2-3
PRELIMINARY ALIGNMENT 2-3
Grouting 2-4
Shaft/Coupling Alignment 2-4
TYPES OF MISALIGNMENT 2-5
ALIGNMENT 2-5
HORIZONTAL MOVE 2-7
VERTICAL MOVE 2-8
CHECK COUPLING ALIGNMENT 2-8
ASSEMBLE AND LUBRICATE COUPLING 2-8
DOWEL PUMP AND DRIVER 2-8
HOT ALIGNMENT CHECK 2-9
ALIGNMENT DATA SHEET SHEET 1 OF 2 2-10
ALIGNMENT DATA SHEET SHEET 2 OF 2 2-11
ALIGNMENT DATA EXAMPLE 2-12
D
A
B
/
B
Table Of Contents
Piping 2-13
SUCTION AND DISCHARGE PIPING 2-13
BY-PASS LINE 2-13
SUCTION STRAINER 2-14
Coupling Alignment Check 2-15
Gib Block Installation 2-15
Inspection Of Oil Rings Before Start-Up 2-16
Commissioning Of Equipment 2-16
Section 3
Operation
Technical Data 3-1
SPECIFIC GRAVITY 3-1
VISCOSITY 3-1
CHANGING PUMP SPEED 3-1
NET POSITIVE SUCTION HEAD (NPSH) 3-1
Operating Precautions 3-1
Pre-Operational Checks 3-2
PUMP INSTRUMENTATION SET POINTS 3-2
Initial Start-Up Procedure 3-3
Operating Checks 3-3
Normal Start-Up 3-4
Securing The Pump 3-4
Section 4
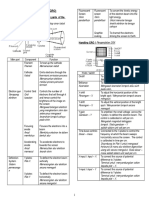
Troubleshooting
Troubleshooting 4-1
Flowserve Corporation Pump Service Centers 4-4
D
A
B
/
B
Table Of Contents
Section 5
Lubrication
Lubricating Oil 5-1
Oil Specifications 5-1
Oil Temperature 5-2
Cleaning The Lubrication System Prior To Operation 5-2
Trico Oiler Setting 5-2
Section 6
Shaft Sealing
Mechanical Seal 6-1
MECHANICAL SEAL REMOVAL 6-1
Section 7
Maintenance
General 7-1
Preventive Maintenance Schedule 7-2
Torque Values 7-3
Coupling Removal 7-3
Dismantling Procedure 7-3
THRUST BEARING REMOVAL 7-3
PLAIN BEARING REMOVAL 7-4
REMOVAL OF STUFFING BOX PARTS 7-4
ROTOR REMOVAL 7-4
DISMANTLING THE ROTOR 7-5
HEATING IMPELLERS FOR REMOVAL 7-5
Inspection And Renewal Of Parts 7-6
Parting Flange Gasket 7-7
Parting Flange Torque Procedure 7-8
D
A
B
/
B
D
A
B
/
B
Table Of Contents
Bearing Handling Information 7-8
BEARING HANDLING 7-8
BEARING INSTALLATION 7-9
BEARING REMOVAL 7-9
BEARING CLEANING 7-9
Reassembly Of Pump 7-10
REBUILDING ROTOR 7-10
INDICATE AND DYNAMIC-BALANCE ROTOR 7-11
INSTALLING ROTOR IN CASING 7-11
ASSEMBLE STUFFING BOX EXTENSION 7-12
CHECK ROTOR VERTICAL LIFT 7-12
CHECK ROTOR AXIAL FLOAT 7-12
HORIZONTAL AND VERTICAL SHAFT ALIGNMENT 7-13
CENTRALIZE ROTOR AXIALLY 7-14
SET THRUST BEARING END PLAY 7-14
INITIAL THRUST BEARING ASSEMBLY 7-15
FINAL THRUST BEARING ASSEMBLY 7-15
FINAL ASSEMBLY 7-16
Section 8
Parts Information
Service Instructions 8-1
Ordering Instructions 8-1
Recommended Spare Parts 8-2
Exploded View No. 1 Typical Rotor Assembly 8-3
Exploded View No. 2 Lower Half Bushings, Rotor & Casing Assembly 8-4
Exploded View No. 3 Upper Half Bushings & Casing Assembly 8-5
Exploded View No. 4 Shaft Sealing 8-6
Exploded View No. 5 Plain Bearing End 8-7
Exploded View No. 6 Thrust Bearing End 8-8
D
A
B
/
B
Table Of Contents
Flowserve Corporation Pump Service Centers 8-9
Flowserve Corporation Domestic Sales Facilities 8-10
Flowserve Corporation International Sales Facilities 8-12
D
A
B
/
B
Introduction
1-2
INTRODUCTION
This manual contains instructions for installation,
operation and maintenance of your Flowserve Cen-
trifugal pump. It has been designed to provide safe
and reliable service. However, it is both a pressure
vessel and a piece of rotating machinery. Therefore
the operator(s) must exercise good judgement and
proper safety practices to avoid damage to the
equipment and surroundings and prevent personal
injury.
The instructions in this manual are intended for the
guidance of personnel with a general training in op-
eration and maintenance of Centrifugal Pumps. It is
our hope that you will become acquainted with its
content as an aid to better pump performance. This
manual should be read in its entirety before installing
and/or operating the equipment. The Assembly
Drawings (included in Appendix) and General Ar-
rangement Drawing (included in Appendix) should
be consulted for accurate details and determination
of specific optional features that are furnished with
your pump. All numbers in parentheses ( ) following
part names correspond with Exploded View Noun
Codes. EXAMPLE. (1-003A) Exploded View #1,
Noun Code #003A Impeller Assembly. Exploded
Views are included in Section 8.
NOTE
The installation/commissioning of this equipment
must be conducted in accordance with API Recom-
mended Practices 686/PIP REIE 686 First Edition.
Refer to API 610 Eighth Edition Appendix `L for
baseplate grouting requirements.
Copies of API Recommended `Practices 686/PIP
REIE 686 First Edition may be obtained from
America Petroleum Institute, 1220 L Street, N.W.,
Washington, DC 20005. Telephone (202) 682-
8000.
SAFETY
It is assumed that your safety department has estab-
lished a safety program based upon a thorough
analysis of industrial hazards. Before installing and
operating or performing maintenance on the pump
and associated components described in this man-
ual, the safety program must be reviewed to ensure
that it covers the hazards arising from high- speed
rotating machinery.
It is important that due consideration be given to
those hazards which arise from the presence of
electrical power, hot oil, high-pressure and high-tem-
perature liquids, toxic liquids and gases and flamma-
ble liquids and gases. Proper installation and care
of protective guards, shutdown devices and over-
pressure protection equipment should also be con-
sidered a mandatory part of any safety program.
Also essential are special precautionary measures to
prevent the possibility of applying power to the
equipment at any time when maintenance work is in
progress. The prevention of rotation due to reverse
flow should not be overlooked.
In general, all personnel should be guided by all the
basic rules of safety associated with the equipment
and the process.
DESCRIPTION
The DA pump is a multistage, single suction op-
posed impeller, horizontally split volute pump.
The suction and discharge nozzles are cast integral
with the lower half casing.
Rotating parts are accessible by removing the up-
per-half casing which can be removed without
breaking suction and discharge piping.
CASING
The casing provides for immediate containment of
the liquid being pumped, while directing the flow of
liquid from the suction nozzle to the impellers and
subsequently through the volute to the discharge
nozzle.
D
A
B
/
B
Introduction
1-3
The casing halves are sealed by the use of a gasket
and are joined together by studs, which are installed
in the lower half casing and fastened with washers
and cap nuts.
IMPELLERS
The impellers are single suction, enclosed type, one-
piece construction and are dynamically balanced.
They are fitted with renewable impeller rings (front
and back) which are held in place by headless set-
screws.
The impellers are keyed, have a shrink fit to the
pump shaft and are held in axial position by a split
ring.
CASING RINGS
Casing rings are positioned over the impeller front
rings. These rings are tubular and renewable.
CHANNEL RINGS
Renewable channel rings are positioned over the
impeller back rings. They divide the casing into
stages. These rings are horizontally split and are
held together by shoulder screws.
CENTER SLEEVE
A renewable type center sleeve is used under the
center bushing. The center sleeve is tubular and
keyed to the shaft (via the impeller key).
CENTER BUSHING
The renewable center bushing is horizontally split,
the two halves are held together by socket-head
capscrews and taper dowel pins. It is held in posi-
tion by the raised annular ring of the bushing en-
gaging the annular groove in the casing.
The center bushing, in conjunction with center
sleeve, divides the casing at the center (back-to-
back) impellers.
THROTTLING SLEEVE
Renewable type throttling sleeve is used under the
throttling bushing. The throttling sleeve is tubular,
keyed, has a shrink fit to the shaft, and is held in po-
sition by a split ring.
THROTTLING BUSHING
Renewable type throttling bushing is used. It is held
in position by the annular ring of the bushing en-
gaging the annular groove in the casing.
The throttling bushing, in conjunction with the throt-
tling sleeve, allows pressure to be bled off thru the
balance lines, so that pressure on the stuffing boxes
is balanced. The throttling bushing also balances
the axial thrust of the pump rotor.
SHAFT
The high-strength shaft is ground over its entire
length to close tolerances. The shaft is designed to
transmit the required power without vibration and is
stepped at each impeller fit for ease of assembly and
disassembly.
SHAFT SLEEVES
Renewable shaft sleeves are provided with pumps
equipped with packed stuffing boxes to protect the
shaft at the stuffing box areas. The sleeves are tu-
bular type, keyed to the shaft, and held in position by
the retaining rings.
BEARINGS
The plain and thrust ball bearings are lubricated by
means of oil rings, which run on journal sleeves and
in the oil reservoir of the bearing housings.
The plain ball bearing is a single-row deep-groove
type, free to adjust axially in the bearing housing.
The thrust ball bearing is of the double-row
(mounted back-to-back) angular-contact type, and is
of ample size to carry the thrust loads encountered
in service. The pump bearings are renewable.
D
A
B
/
B
Introduction
1-4
STUFFING BOXES
The stuffing boxes are cast integral with the casing.
The suction and discharge end stuffing boxes can be
equipped with a cartridge type mechanical seal or
stuffing box packing.
RECEIPT INSPECTION
NOTE
The following information regarding receiving is only
offered as a general guideline to the customer.
Flowserve Corp. requires that all receiving be con-
ducted in accordance with specifications set forth in
Chapter 3 -`Jobsite Receiving and Protection from
API Recommended Practices 686/PIP REIE 686,
First Edition.
The pump and its associated equipment were care-
fully inspected at the factory prior to shipment to en-
sure compliance with the purchase requirements
and job specification. It is suggested that the pump
be inspected upon arrival and that any irregularities
or damage be reported to the carrier immediately.
The condition of the skid and covering is indicative of
the way the shipment was handled. Broken skids,
torn coverings, bent hold-down bolts, broken straps,
etc. indicate rough handling.
The protective covers on the pump nozzles should
be in place and undamaged. The shipping papers
should be checked to determine satisfactory arrival
of any special tools, loose parts, and/or spare parts,
etc., which are usually preserved and packed in a
separate box attached to the skid.
If any damage is discovered and/or parts are miss-
ing, notify the carrier or nearest Flowserve office
immediately.
UNPACKING
The pump should arrive already mounted on the
bedplate and it is therefore suggested that the un-
packing of the equipment should proceed per in-
struction as outlined in this manual.
In general, care is to be taken when removing crat-
ing, coverings, and strapping in order not to damage
any auxiliary equipment and/or the paint finish.
CARE DURING STORAGE
(see Extended Storage Requirements)
If it is necessary to store the unit any length of time
before installation, find a vibration-free location that
is protected from unfavorable weather.
The nozzle covers provided with the unit should be
left in place during storage.
Electric motors (pump driver) should not be stored in
damp places without special protection (refer to
motor manufacturers instructions).
PAINTING/RUST PREVENTIVE
Internal parts of the pump and bearing housings are
protected prior to shipment with a thin-film polar-type
rust preventive [pump internals (Ferrocote 5684),
bearing housings (MIL-C-16173 Grade 3)]. This can
be removed by flushing with petroleum solvents.
External machined surfaces are protected with dura-
ble drying-type rust preventive (MIL-C-16173 Grade
1). This can be removed with kerosene or safety
solvent (Tower No. 392).
External non-machined surfaces are painted with
one coat of gray enamel followed by a coat of multi-
color speckle lacquer.
Exception: External non-machined surfaces of the
pump [if operating at a temperature above 200
o
F.
(94
o
C)] are painted with a high-temperature alumi-
num base paint.
Parts ordered separately are protected with a thin-
film polar-type rust preventive. This can be removed
with petroleum solvents.
D
A
B
/
B
Introduction
1-5
D
A
B
/
B
LIFTING EQUIPMENT
NOTE
The following information regarding lifting is only of-
fered as a general guideline to the customer. Flows-
erve Corp. requires that all lifting and rigging be
performed in accordance with specifications set forth
in Chapter 2 - `Lifting and Rigging from API Rec-
ommended Practices 686/PIP REIE 686, First Edi-
tion.
WARNING
MAKE SURE THAT ANY EQUIPMENT USED TO
LIFT THE PUMP OR ANY OF ITS COMPONENTS
IS CAPABLE OF SUPPORTING THE TOTAL
WEIGHT ENCOUNTERED. MAKE SURE THAT
ALL PARTS ARE PROPERLY RIGGED BEFORE
ATTEMPTING TO LIFT.
TO LIFT UNIT
Pump, driver and bedplate can NOT be lifted as a
unit. Driver must be removed from bedplate before
lifting.
To lift pump and bedplate or just bedplate, sling bed-
plate from all lifting eyes. Failure to do this may re-
sult in permanent deformation of bedplate.
TO LIFT DRIVER
Refer to driver manufacturers instructions.
TO LIFT PUMP
Install sling from overhead hoist and under bearing
housing mounting brackets (cast portion of casing
where bearing housings attach).
WARNING
DO NOT LIFT ENTIRE PUMP FROM CAST LIFT-
ING LUGS ON UPPER HALF CASING. THESE
LUGS ARE FOR LIFTING UPPER HALF CASING
ONLY.
TO LIFT UPPER HALF CASING
Rig to overhead hoist from cast lifting lugs provided.
TO LIFT PUMP ROTOR
Using slings that will not damage shaft, rig around
shaft close to the impellers and to overhead hoist.
Carefully lift rotor from lower half casing.
EXTENDED STORAGE REQUIREMENTS
NOTE
The following information regarding receiving is only
offered as a general guideline to the customer.
Flowserve Corp. requires that all receiving be con-
ducted in accordance with specifications set forth in
Chapter 3 `Jobsite Receiving and Protection from
API recommended Practices 686/PIP REIE 686,
First Edition.
GENERAL
During extended periods of storage prior to installa-
tion and from the time of installation until commercial
operation, precautions must be taken to protect the
pump from deterioration. The various parts of the
pump are protected prior to shipment by applying
varying grades of preservatives and paint. However,
during shipment and handling, the preservatives are
subjected to conditions that can cause their removal.
Also, during extended periods of time, the pre-
servative may deteriorate. The following procedures
should be followed to prevent deterioration of the
pump during the extended storage period. These
procedures may also be supplemented by the expe-
rience of the person(s) performing the tasks.
It should be noted, that unless otherwise agreed to,
full responsibility and costs associated with the stor-
age and inspection of this equipment rests with the
customer.
Introduction
1-6
CAUTION
IF PUMP IS EQUIPPED WITH A MECHANICAL
SEAL AND IS STORED OR HAS NOT BEEN RUN
FOR 1 YEAR OR MORE, THE MECHANICAL
SEAL MUST BE REMOVED BEFORE START-UP
AND FACES RE-LAPPED TO GUARD AGAINST
THE POSSIBILITY OF SEAL LEAKAGE. WHEN
RE-INSTALLING THE SEAL, NEW "O RINGS
AND GASKETS MUST BE USED.
INSPECTION UPON ARRIVAL
When the pump is received, it should be inspected
for damage or other signs of rough handling. Any
damage found should be reported to the carrier im-
mediately.
Inspect the preservative coating on the various
parts. If necessary, renew the preservative in areas
where it has been rubbed off or scraped.
Inspect all painted surfaces. If necessary, touch up
the areas where paint has been chipped or scraped.
Inspect all covers over pump openings and piping
connections. If covers or seals for the covers are
damaged or loose, they are to be removed, and a
visual inspection made of the accessible interior ar-
eas for accumulation of foreign materials or water. If
necessary, clean and recoat the interior parts with
preservative to restore the parts to the as shipped
condition. Install or replace covers and fasten se-
curely.
STORAGE AREA
When selecting a storage area, the following should
be taken into consideration:
1. The deterioration of the equipment will be propor-
tionate to the class/type of storage provided.
2. The expenses involved in restoring the equip-
ment at time of operation will be proportionate to the
class/type of storage provided.
STORAGE PREFERRED (DRY)
GENERAL
If at all possible, the pump and its components
should be stored indoors where they will be pro-
tected from the elements. If it is not possible to store
the pump and its components indoors, precautions
must be taken to protect them from the elements.
Regardless of whether storage is inside or outside,
the storage area should be vibration-free. All boxes
that are marked for inside storage must be stored
indoors. The pump and its components, when
stored outdoors, should be protected from dirt, dust,
rain, snow or other unfavorable conditions by cover-
ings of heavy-gauge plastic sheets, canvas, water-
proof burlap or other suitable coverings.
All equipment must be placed upon skids or blocks
to prevent contact with the ground and surface con-
taminants. Equipment must be adequately sup-
ported to prevent distortion and bending.
ROTOR STORAGE
It is recommended that pump rotor be stored in the
pump. Multistage diffusor-type pump rotors that
cannot be stored in the pump must be supported at
the channel rings so that rotor weight is evenly distri-
buted. Single-stage and volute-type pump rotors not
stored in pump must be supported close to im- pel-
ler(s) to eliminate sag that may cause rotor to take a
permanent set.
INSPECTION AND MAINTENANCE
1. Customer Inspection And Maintenance
The stored equipment is to be placed on a periodic
inspection schedule by the customer.
D
A
B
/
B
Introduction
1-7
NOTE
The responsibility for setting up an inspection and
maintenance schedule rests with the customer and
will be dependent upon the class/type of storage
provided. It would be expected that initially in- spec-
tion would occur weekly, then depending upon the
inspection reports being favorable or unfavorable,
inspection would continue weekly, monthly, or quar-
terly, as may be determined. Inspection reports
must be kept on file.
Each inspection should consist of a general surface
inspection.
(a) Pump supports are firmly in place.
(b) Pump covers over openings are firmly in place.
(c) Pump covering, plastic or tarps, is firmly in place.
Any holes or tears must be repaired to prevent en-
trance of dirt or water.
(d) Pump rotors stored in pump should be rotated 1-
1/4 revolutions at least once a week to prevent rotor
from taking a permanent set.
CAUTION
IF PUMP IS EQUIPPED WITH SLEEVE BEAR-
INGS THE OIL RING INSPECTION PLUG ON TOP
OF THE BEARING HOUSING IS TO BE REMOVED
AND A SMALL AMOUNT OF OIL POURED OVER
THE JOURNALS BEFORE TURNING.
Single-stage and volute-type pump rotors stored
separately should be rotated 1-1/4 revolutions
weekly.
(e) Pump covers are periodically removed from
openings and interior accessible areas inspected. If
surface rusting has occurred, clean and repaint or
recoat with preservative.
(f) If rusting occurs on exterior surfaces, clean and
repaint or recoat with preservative.
(g) Loosen casing drain plugs to allow seepage of
any accumulated moisture.
(h) Periodically remove bearing covers and inspect
for accumulation of moisture, rust and foreign mate-
rial. As required, clean bearings and bearing hous-
ing and represerve. Install bearing cover and secure
to assure maximum protection. Bearings removed
for storage should be coated with pre- servative,
wrapped in oil/wax paper, and stored in a warm dry
area.
(i) Check individually wrapped parts for signs of de-
terioration. If necessary, renew preservative and
wrapping.
2. Six Months Prior To Installation
Six months prior to the scheduled installation date, a
Flowserve Corporation representative is to be em-
ployed to conduct an inspection. All costs involved
during inspection, dismantling, restoration, replace-
ment of parts, and reassembly will be the responsi-
bility of the customer. All necessary labor, tools, and
cranes will be supplied by the customer. This in-
spection will include (not necessarily in its entirety)
but not be limited to, the following:
(a) An inspection of all periodic inspection records
as kept on file by the customer, and all inspection
reports that have been compiled during the storage
period.
(b) An inspection of the storage area to determine
the as stored condition of the equipment prior to
any protection covers being removed.
(c) An inspection of the equipment with protection
covers and flange covers removed.
(d) Depending upon the length of time the equip-
ment was stored, the class/type of storage provided,
(i.e.: indoor, heated, unheated, ground floor, con-
crete floor, out-of-doors, under roof, no roof, water-
proof covering, on concrete, on ground) and as a
result of the inspection of a, b and c above, the
Flowserve representative may require a partial or
complete dismantling of the equipment.
(e) Dismantling may necessitate restoration of
painted or preserved surfaces, and/or replacement
of gaskets, O rings, packing, and/or mechanical
seal and bearings. Use only Flowserve recom-
mended replacement materials.
D
A
B
/
B
Introduction
1-8
Upon completion of the inspection, the Flowserve
Corporation representative shall submit a report to
the customer, and to the Manager of Customer
Service, stating in detail the results of the inspection.
3. One Month Prior To Installation
One month prior to installation of the equipment, a
Flowserve Corporation representative is to be em-
ployed to conduct a final inspection. This final in-
spection will be made to assure that the require-
ments of the six-month inspection report were satis-
factorily completed and that the equipment is ready
for installation.
Upon completion of this inspection, the Flowserve
Corporation representative shall submit a final report
to the customer, and to the Manager of Customer
Service, advising the results of the final inspection.
STORAGE NON-PREFERRED (WET)
It is not recommended that the rotor be subjected to
extended periods of submergence or wetting prior to
start-up. However, it is recognized that in some
cases, a long period of time may lapse from instal-
lation until commercial operation.
If the pump must be stored after being installed and
wetted, the following inspection and maintenance
procedures should be performed.
1. Isolate pump with valving tag (seal) all valves.
2. Preserve the pump internals.
(a) Corrosive Pumpage.
Fill pump with a 1% solution of Immunol 1809 and
water, (or owner-approved preservative). Immunol
is a water-phase corrosion inhibitor for ferrous and
mixed-metal couples and is composed of 5% sodium
nitrate with polyglycols, copper corrosion inhibitor,
and other organic materials. The pump should be
filled to highest level possible, affording the greatest
protection possible to all internal parts of the pump.
This solution, when drained, will result in a thin resi-
dual oil film (less than .0005 in.(.0127 mm) on all
internals after the water has evaporated. This resi-
due provides added corrosion protection until pump
is again filled with liquid or put into service.
(b) Non-Corrosive Pumpage.
Fill pump with pumpage to the highest level possible.
Periodically open drain connection to drain off any
moisture that may have accumulated. Refill to high-
est level possible. Drain and inspect pump prior to
start-up.
3. Rotate pump rotor 1-1/4 revolutions at least once
a week. Make sure bearings have adequate lubrica-
tion before turning rotor.
4. Periodically remove bearing covers and inspect
for accumulation of moisture, rust and foreign mate-
rial. As required, clean bearings and bearing hous-
ing and represerve. Install bearing cover and secure
to assure maximum protection.
PAINTING AND PRESERVATION
Paints and preservatives used are either Flowserve
Corporation standard or special as required by the
contract specification. Refer to RUST PREVEN-
TIVE for the description of paints and preservatives
used on this order or contact the branch office
through which the order was placed.
START-UP
Prior to and during start-up, any requirement for the
services of a Flowserve Corporation representative
will revert to the original contract agreement for the
equipment purchased.
DRIVERS
Generally storage must be indoors and dry. See the
specific manufacturers storage requirements.
D
A
B
/
B
Installation
2-1
NOTE
The installation/commissioning of this equipment must be conducted in accordance with API Recommended
Practices 686/PIP REIE 686 - First Edition. Refer to API 610 - Eighth Edition - Appendix `L` for baseplate grout-
ing requirements.
Copies of API Recommended Practices 686/PIP REIE 686 - First Edition may be obtained from - America Pe-
troleum Institute, 1220 L Street, N.W., Washington, D.C. 20005. Telephone: (202) 682-8000.
The following ASTM Specifications are furnished as references for test methods used in conjunction with installa-
tion of grouting materials and should be used to obtain proper results.
ASTM C 78-84 Test Method for Flexural Strength for Concrete.
ASTM C 109-90 Test Method for Compressive Strength of Hydraulic Cement Mortars - Modified.
ASTM C 469-87a Test Method for Static Modulus of Elasticity and Poissons Ratio of Concrete in Compres-
sion.
ASTM C 496-90 Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens.
ASTM C 531-85 Test Method for Linear Shrinkage and Coefficient of Thermal Expansion of Chemical Re-
sistant Grouts and Monolithic Surfacings - (Modified).
ASTM C 666-90 Test Method for Resistance of Concrete to Rapid Freezing and Thawing.
ASTM C 939-87 Test Method for Flow of Grout for Preplaced Aggregate Concrete (Flow Cone Method).
ASTM C 942-86 Test Method for Compressive Strength of Grouts for Preplaced Aggregate Concrete in
the Laboratory.
ASTM C 1090-88 Test Method for Measuring Changes in Height of Cylindrical Specimens from
Hydraulic Cement Grout.
ASTM C 1107-91 Standard Specification for Packaged Hydraulic-Cement Grout (Non-Shrink).
(CRD-C 621-92)
ACI 351 Grouting for Support of Equipment and Machinery.
24 Hour Test MBT Test Method for Grout Performance.
MINIMUM REQUIREMENTS FOR EPOXY GROUT
[TYPICAL PROPERTIES AT 73
o
F.(23
o
C.)]
ASTM D-635 Fire Resistant
ASTM C-579B Minimum Compressive Strength 12000 psi
ASTM C-827 Height Change @ 90
o
F.(38
o
C.) Positive Effective Bearing Area 95%
ASTM C-1181 Maximum Creep in 1 Year 1.6X10
-3
in/in at 140
o
F., 400 psi
ASTM C-307 Minimum Tensile Strength 1800 psi (12.4 MPa)
ASTM C-580 Minimum Flexural Strength 3800 psi (26.2 MPa)
ASTM C-580 Minimum Flexural Secant Modulus 1.8X10
6
psi (1.2X10
4
MPa)
ASTM C-531 Maximum Coefficient of Expansion 17X10
-6
in/in/
o
F.
Maximum Peak Exotherm 1000 gm insulated 95
o
F.(35
o
C.)
Full Aggregate Must Be Used.
D
A
B
/
B
Installation
2-2
LOCATION
Install the unit close to the source of the liquid to be
pumped.
When selecting the location, be sure to allow ade-
quate space for operation as well as for mainte-
ance operations involving dismantling and inspection
of parts.
Head room is an important consideration, as an
overhead lift of some type is required.
FOUNDATION
NOTE
The following information regarding foundation is
only offered as a general guideline to the customer.
Flowserve Corp. requires that all foundations be de-
signed/installed in accordance with specifications set
forth in Chapter 4 - `Foundations from API Recom-
mended Practices 686/PIP REIE 686, First Edition.
The design of foundations, is not the responsibility of
Flowserve Corp. It is therefore recommended that
the customer consult a competent specialist skilled
in the field of foundations, to insure proper design/
installation of the foundation.
The foundation should be sufficiently rigid and sub-
stantial to prevent any pump vibration and to perma-
nently support the bedplate at all points.
The most satisfactory foundations are made of rein-
forced concrete. These should be poured well in
advance of the installation to allow proper time for
drying and curing.
The General Arrangement Drawing will furnish an-
chor bolt locations, size of bolts, etc.
Template For Hanging Foundation Bolts
The sketch illustrates a recommended foundation
bolt arrangement. Notice the large washer with lugs
at the bottom. It should be welded to the bolt and
pipe sleeve to prevent turning.
Allow a little more than the specified threaded bolt
length above the rail of the baseplate. The excess
can always be cut off it not needed.
A rough finish top surface is best when applying
grout.
INSTALLATION CHECK LIST
1. Level Bedplate
2. Preliminary Alignment
3. Grout Bedplate
D
A
B
/
B
Installation
2-3
4. Align Shaft/Coupling
5. Piping
6. Check Coupling Alignment
LEVEL THE BEDPLATE
NOTE
The following information regarding leveling of
equipment is only offered as a general guideline to
the customer. Flowserve Corp. requires that all lev-
eling of equipment be performed in ac- cordance
with specifications set forth in Chapter 5 - `Mounting
Plate Grouting from API Recommended Practices
686/PIP REIE 686, First Edition.
Before putting the unit on the foundation, thoroughly
clean the top of the foundation. Break off any loose
pieces of cement and roughen the top with a chisel
to afford a good hold for grout.
NOTE
Coupling bolting and spacer piece (when used) must
be removed from between pump/driver half couplings
before lifting baseplate with pump element.
NOTE
When lifting bedplate with pumping element, sling
bedplate from all lifting eyes provided. Failure to do
this may result in permanent deformation of bed-
plate.
Prepare enough iron wedges or shims to be placed
on each side of each foundation bolt. These wedges
should be about 4 in.(102 mm) to 6 in.(152 mm) long
by 2 in.(51 mm) to 3 in.(76 mm) wide and thick
enough to allow for 1-1/4 in.(32 mm) of grout under
the edge of the bedplate. Place wedges as shown in
sketch.
Level the bedplate by using a machinists level on
the machined surfaces of the pump and driver pads.
When the bedplate is leveled, pull down the founda-
tion bolts so they are snug. The bedplate may have
been disturbed by tightening the foundation bolts;
therefore, recheck with level and make necessary
adjustments by wedges or shimming.
As a final bedplate alignment check on spacer type
couplings, install a mounting bracket for dial indi-
cator on driver hub. Fasten or clamp indicator on
mounting bracket, so that dial indicator button is con-
tacting the face of the pump half coupling, and zero
the dial indicator. (Non-spacer type coupling should
be check with tapered wedge or feeler gages.)
Rotate the driver half coupling (in direction of pump
rotation) 90
o
. Record this reading.
Repeat this procedure until readings have been
taken at four 90
o
positions.
PRELIMINARY ALIGNMENT
Using the previous procedure, shim and/or wedge
bedplate until pump and driver are within .003 in.
(.076 mm).
D
A
B
/
B
Installation
2-4
GROUTING
NOTE
The following information regarding grouting is only
offered as a general guideline to the customer.
Flowserve Corp. requires that all grouting be in-
stalled in accordance with specifications set forth in
Chapter 5 - `Mounting Plate Grouting from API Rec-
ommended Practices 686/PIP REIE 686, First Edi-
tion.
It is recommended that the customer consult a com-
petent specialist skilled in the field of grouting, to
insure the proper installation of all grouting.
Build a dam around the foundation. It is a matter of
personal preference whether the leveling wedges un-
der the bedplate should be removed after grouting. If
you do want to remove the wedges, carefully mark
their locations before pouring grout.
Build Dam Around Foundation Before Pouring Grout
Use a quality, high strength, non-shrink epoxy grout
- mix and install per manufacturers instructions.
Holes are provided in the bedplate to permit pouring the
grout and stirring. They also act as air vents. Fill under
the bedplate completely, stirring to assure proper distri-
bution of the grout. Check to see that the grout flows
under the edges of the bedplate evenly.
NOTE
Do not vibrate bedplate when grouting; make sure bed-
plate is vented properly and all areas indicated on Gen-
eral Arrangement drawing are thoroughly puddled to
prevent any resonant problems.
When the grout is thoroughly hardened, remove the
dam and wedges, if desired, filling in the holes they
leave with grout.
SHAFT/COUPLING ALIGNMENT
NOTE
The following information regarding shaft alignment
is only offered as a general guideline to the custom-
er. Flowserve Corp. requires that all shaft alignment
be performed in accordance with specifications set
forth in Chapter 7 - `Shaft Alignment from API Rec-
ommended Practices 686/PIP REIE 686, First Edi-
tion.
CAUTION
SHAFT ALIGNMENT MUST BE CORRECT FOR
SUCCESSFUL OPERATION. RAPID WEAR, NOISE,
VIBRATION AND ACTUAL DAMAGE TO THE
EQUIPMENT MAY BE CAUSED BY SHAFT MIS-
ALIGNMENT. THE SHAFTS MUST BE ALIGNED
WITHIN THE LIMITS GIVEN WITHIN THIS SECTION.
NOTE
Adjustments to correct the alignment in one direction
may alter the alignment in another direction. Always
check in all directions after making any adjustments.
D
A
B
/
B
Installation
2-5
Coupled equipment must be aligned to minimize un-
necessary stresses in shafts, bearings and coupling.
Flexible couplings will not compensate for appreci-
able misalignment. Foundation settling, thermal ex-
pansion or nozzle loads resulting in baseplate/foun-
dation deflection and vibration during operation may
require the full coupling misalignment capability.
TYPES OF MISALIGNMENT
There are two types of shaft misalignment: Angular
and offset. Therefore, two sets of measurements
and corrections are required. Both types of mis-
alignment can occur in horizontal and vertical planes
and are present in most applications.
A. Angular Misalignment
In angular misalignment, the centerline of the shafts
intersect, but are not on the same axis.
B. Offset Misalignment
In offset misalignment, the shaft centerline are par-
allel but do not intersect.
Offset Misalignment
Combination Offset
And
Angular Misalignment
ALIGNMENT
A. Measure Gap
The first step in shaft/coupling alignment is to bring
the pump and driver shafts into their proper axial
position. The shaft gap, or distance between cou-
pling hubs, must be in accordance with the certified
General Arrangement Drawing and must be mea-
sured with pump and driver shafts in the center of
their axial end float. Motor with sleeve bearings is to
be aligned with rotor at magnetic center.
Move driver to insure proper gap distance.
NOTE
It is recommended that the pump hold-down bolting be
torqued and the pump be dowelled before taking any
alignment measurements. This makes the pump the
fixed machine and the driver the movable machine. In
certain cases, however, it may be impractical to move
the driver; therefore, the pump may have to be moved.
When this case exists, the pump should not be dow-
elled until after final alignment.
B. Measure Angular Misalignment
Refer to ALIGNMENT DATA SHEET and exam-
ples.
D
A
B
/
B
Installation
2-6
CAUTION
PUMP SHAFT SHOULD NOT BE ROTATED MORE
THAN NECESSARY WHEN ALIGNING SHAFTS.
DAMAGE COULD OCCUR TO INTERNAL WEARING
PARTS WHICH ARE LUBRICATED BY THE PUMP
LIQUID.
The angular misalignment can best be determined
by the use of a hand-held inside micrometer, marked
B on sketch. All measurements should be taken at
the same radial distance from the shaft centerline,
as close as possible to the hub outside diameter.
The location of these measurements is defined as
the D dimension on the ALIGNMENT DATA
SHEET. Do not move the shafts axially while ro-
tating the shafts and taking measurements. Both
hubs must be rotated together to cancel possible
hub face runout. The relative measurement (top
minus bottom, right minus left) is the important num-
ber.
1. Mark both coupling hubs at 3,6,9 and 12 oclock
positions so they can be rotated together and at 90
o
intervals.
2. Starting with the 12 oclock markings of both hubs
in the top center position, measure the gap at top,
bottom, right and left side. Record these dimensions
on ALIGNMENT DATA SHEET Sheet 1, Part 1 in
the 0
o
Column.
NOTE
Right side and left side are determined when viewing
the driver coupling from the pump.
3. Rotate both shafts 90
o
in the direction of pump
rotation. Measure gap dimensions at the four loca-
tions as in Step 2. Record on ALIGNMENT DATA
SHEET-Sheet 1, Part 1 in the 90
o
Column.
4. Repeat Step 3 until measurements have been
taken at the four positions (0
o
,90
o
,180
o
,270
o
).
5. Rotate both shafts to the starting position (12
oclock markings at top center) and recheck dimen-
sion recorded in Step 2.
6. For 0
o
,90
o
,180
o
,270
o
Columns, subtract the bot-
tom from the top and left from right. Record in their
respective blocks on Data Sheet. Watch sign nota-
tions.
7. Total the different numbers (reading across), di-
vide by 4 and record the average_____. Record in
Open At _____ the shaft relative angular position.
NOTE
The inside faces of the driver and pump half hubs
must be parallel within .001 in.(.0254 mm).
C. Measure Offset Misalignment
Offset misalignment is measured using a dial indi-
cator on the outside diameter of the coupling hubs
and rotating the hubs together to cancel rim surface
inaccuracies.
1. Starting with the 12 oclock markings of both hubs
on top center, fasten or clamp an indicator on driver
hub, marked A on sketch, with dial indicator button
contacting alignment surface on the pump hub.
2. Zero the dial indicator.
3. Rotate both coupling hubs (in the direction of
pump rotation) 90o and take a reading. Record on
ALIGNMENT DATA SHEET-Sheet 1, Part 2 in the
proper right side or left side blank (right or left sides
are determined when viewing the driver half coupling
from the pump).
4. Repeat Step 3 until readings have been taken at
the four 90
o
positions (top center, right, bottom and
left).
5. Rotate both shafts to the starting position (12
oclock markings at top center) and verify indicator
returns to zero.
D
A
B
/
B
Installation
2-7
NOTE
The sum of the top and bottom readings should al-
ways equal the sum of the left and right readings. If
the sums are not equal, check for indicator bracket
deflection, hub surface irregularity or loose radial
bearings.
6. Using the formula on ALIGNMENT DATA
SHEET-Sheet 1, Part 2, subtract the top from the
bottom indicator reading, divide by 2. This will yield
the vertical misalignment.
7. Using the formula on ALIGNMENT DATA
SHEET-Sheet 1, Part 2, subtract the left from the
right indicator reading, divide by 2. This is the hori-
zontal misalignment.
8. Circle the proper high or low and left or right posi-
tion of the driver hub, using the rules given on the
Data Sheet.
NOTE
The outside diameters of pump and driver coupling
hubs must be aligned within .003 in.(.0762 mm) TIR.
D. Movement Calculations (ALIGNMENT DATA
SHEET-Sheet 2).
1. Sketch the relative driver shaft position in the side
and top views. These sketches will assist visualizing
the required equipment move.
2. Alignment depends upon the relationship be-
tween D, L
I
and L
o
.
Use the formula G X L to determine the required
move. D
NOTE
D = Diameter of the circle at which angular
misalignment readings were taken (not
coupling diameter).
G
y
= Gap difference (top minus bottom) taken
from sheet 1, Part 1.
G
H
= Gap difference (right minus left) taken from
Sheet 1, Part 1.
L
I
= Distance from driver coupling hub to cen-
terline of driver inboard hold-down bolt.
L
O
= Distance from driver coupling hub to cen-
terline of driver outboard hold-down bolt.
3. Record vertical offset from Sheet 1, Part 2 and
vertical move obtained from calculations in the IN-
BOARD, and OUTBOARD DRIVER PEDESTAL
SHIFT columns. Also record the required direction
of shift (raise or lower).
4. Record horizontal offset from Sheet 1, Part 2 and
horizontal move obtained from calculations in the
INBOARD, and OUTBOARD DRIVER PEDESTAL
SHIFT columns. Also record the required direction
of shft (right or left).
5. Total the move requirements (watch move direc-
tion). This will yield the required horizontal move
(right or left) and the vertical move (raise or lower)
required at each mounting foot.
HORIZONTAL MOVE
The dial indicators shown below are required to ac-
curately measure the move in the horizontal direc-
tion. Move the driver by bumping with soft ham-
mer/mallet or using the jackscrews (if provided).
The amount of horizontal relocation required is the
total of the horizontal move calculation (bottom of
Sheet 2).
D
A
B
/
B
Installation
2-8
VERTICAL MOVE
Before moving the equipment vertically, it is im-
portant that the vertical thermal expansion be taken
into consideration. The preceding vertical move cal-
culations are based on pump and driver shafts being
set on the same plane. Refer to General Arrange-
ment Notes and/ or driver instructions for recom-
mended cold vertical setting (if thermal expansion is
a factor).
The shims between the equipment feet and mount-
ing surface should be clean and dry. This is espe-
cially critical for pumps that have been in service for
some time and need to be realigned. Water, dirt and
rust may change the height of the shim pack over a
period of time. Shims should be made large enough
to support the weight of the equipment on its
mounting foot. Do not use many thin shims, as this
may result in a spongy mounting.
Recommended Shim Design
Move the equipment vertically by adding or removing
the calculated thickness of shims. Torque equip-
ment hold-down bolting to required values.
NOTE
It is recommended, the completed ALIGNMENT
DATA SHEET be retained as part of your perma-
nent maintenance file.
CHECK COUPLING ALIGNMENT
The angular and offset coupling alignment must be
rechecked.
1. Coupling faces are to be parallel within .001
in.(.0254 mm) TIR.
2. Coupling outside diameters are to be aligned
within .003 in.(.0762 mm) TIR.
3A. Motor-Driven: Bump the motor and check
motor rotation (see Troubleshooting).
3B. Turbine-Driven: Check turbine rotation. (If
wrong, consult turbine manufacturer.)
ASSEMBLE AND LUBRICATE COUPLING
1. Assemble and lubricate coupling per the manu-
factur- ers instructions included in Appendix of this
manual.
2. Install coupling guard.
DOWEL PUMP AND DRIVER
A. Cold Pumps [temperature below 200
o
F.(94
o
C.)]
Pump hold-down bolts are to be torqued to the
proper value and dowel pins put in two diagonally
opposite feet.
B. Hot Pumps
Pumps handling liquids at temperatures of 200
o
F.
(94
o
C.) and over are designed to permit the casing
to expand with temperature away from coupling end
of pump. The units that come under this classifica-
tion must have the pump supports or feet dowelled
to the baseplate at the coupling end. This maintains
the coupling gap at the desired amount.
The pump feet at the opposite end are held from
moving vertically by the use of a self locking nut.
The clearance between the base of the nut and the
top of the pump foot should be .002 in.(.051 mm).
D
A
B
/
B
Installation
2-9
The horizontal movement is controlled by a Gib
block running parallel to the length of the pump at
each of the outboard feet. The Gib Blocks are
bolted and dowelled to the baseplate at the time of
mounting at the factory. A .010 in.(.254 mm) gap is
maintained between the Gib Block and pump foot.
IMPORTANT
The self locking nuts which hold the pump from
moving in a vertical motion are clamped tight to the
pump foot at time of shipment. The .002 in.(.051
mm) clearance must be established at time of in-
stallation.
C. Pump Driver
Refer to driver outline drawing and/or driver
instructions for dowelling information.
HOT ALIGNMENT CHECK
A hot check can only be made after the unit has
been in operation a sufficient length of time to
assume its NORMAL operating temperature and
conditions. If the unit has been properly cold set, the
offset misalignment will be within .003 in.(.076 mm)
TIR and the angular misalignment will be within .001
in.(.0254 mm) TIR when in operation. If not, make
adjustments.
WARNING
DO NOT ATTEMPT ANY MAINTENANCE, IN-
SPECTION, REPAIR OR CLEANING IN THE
VICINITY OF ROTATING ELEMENT. SUCH
ACTION COULD RESULT IN INJURY TO
OPERATING PERSONNEL.
D
A
B
/
B
2-10
HORIZONTAL PUMPS SHEET 1 OF 2
NAME DATE TIME
ALIGNMENT DATA FOR SERIAL NUMBER
PUMP TEMPERATURE
PART 1 ANGULAR ALIGNMENT CHECK
POSITION 0
o
90
o
180
o
270
o
TOTALS
TOP Open At
BOTTOM Average
DIFF. (T-B)
*RIGHT SIDE Open At
*LEFT SIDE Average
DIFF. (R-L)
* Right and Left side are determined when viewing the driver hub from the pump.
PART 2 OFFSET ALIGNMENT CHECK
TOTAL INDICATOR READINGS RULES TO APPLY TO THE RESULTS BELOW:
INDICATE When Indicator Mounted On The Driver Reads
BY ARROW .000 TOP
DIRECTION Negative = Driver Coupling Is High & Left
OF ROTATION
Positive = Driver Coupling Is Low & Right
OFFSET
ALIGNMENT
CHECK
LEFT RIGHT
SIDE SIDE
BOTTOM
Driver Coupling Is (Circle Correct One):
High Or Low And Right Or Left
VIEW OF DRIVER HALF COUPLING
HUB VIEWED FROM PUMP
Vertical Offset Bottom - Top
= = = =
Misalignment 2
Horizontal Offset Right - Left
= = = =
Misalignment 2
D
A
B
/
B
2-11
ALIGNMENT DATA SHEET
HORIZONTAL PUMPS SHEET 2 OF 2
TOP
PUMP
AXIS LEFT RIGHT
(FIXED) PUMP
BOTTOM AXIS
(FIXED)
SIDE VIEW (VERTICAL MOVE) TOP VIEW (HORIZONTAL MOVE)
VERTICAL ANGULAR MOVE CALCULATION MOVE DRIVER TO CORRECT ALIGNMENT
G X L
Driver Inboard Pedestal Shift = V I = =
D
G X L
Driver Outboard Pedestal Shift = V O = =
D
INBOARD DRIVER PEDESTAL SHIFT OUTBOARD DRIVER PEDESTAL SHIFT
MILS DIRECTION MILS DIRECTION
OFFSET MOVE
ANGULAR MOVE
TOTAL
HORIZONTAL ANGULAR MOVE CALCULATION MOVE DRIVER TO CORRECT ALIGNMENT
G X L
Driver Inboard Pedestal Shift = H I = =
D
G X L
Driver Outboard Pedestal Shift = H O = =
D
INBOARD DRIVER PEDESTAL SHIFT OUTBOARD DRIVER PEDESTAL SHIFT
MILS DIRECTION MILS DIRECTION
OFFSET MOVE
ANGULAR MOVE
TOTAL
D
A
B
/
B
2-12
D
A
B
/
B
Installation
2-13
D
A
B
/
B
WARNING
BEFORE ATTEMPTING ANY INSPECTION OR
REPAIR ON THE PUMP, THE DRIVER CONTROLS
MUST BE IN THE OFF POSITION, LOCKED
AND TAGGED TO PREVENT INJURY TO PER-
SONNEL PERFORMING SERVICE ON THE PUMP.
PIPING
NOTE
The following information regarding piping is only
offered as a general guideline to the customer.
Flowserve Corp. requires that all piping and related
systems be designed/installed in accordance with
specifications set forth in Chapter 6 -`Piping from
API recommended practices 686/PIP REIE 686,
First Edition.
The design of piping, and related systems, is not the
responsibility of Flowserve Corp. It is therefore rec-
ommended that the customer consult a competent
specialist skilled in the field of piping, to insure
proper design/installation of all piping.
SUCTION AND DISCHARGE PIPING
These units are furnished for a particular service
condition. Changes in the hydraulic system may
affect performance adversely. This is especially true
if the changes reduce the pressure at the suction
flange. In case of doubt, contact the nearest Flows-
erve Office.
Suction and discharge piping should be of ample
size, be installed in direct runs, and have a minimum
of bends.
NOTE
Provision must be made to support piping external to
the pump to prevent excessive nozzle loads and
maintain pump-driver alignment.
Install a check valve and a gate valve in the dis-
charge pipe on the pump. When the pump is
stopped, the check valve will protect the pump
against excessive pressure and will prevent the
pump from running backward. The check valve
should be installed between the gate valve and the
pump nozzle in order to permit its inspection. The
gate valve is also useful in priming and starting the
pump.
Keep the suction pipe short and direct. Use a suc-
tion pipe at least one size larger than the pump suc-
tion nozzle. Keep the suction pipe free of all air
pockets.
IMPORTANT
A spool piece should be installed in suction line so
that the suction screen may be installed and re-
moved.
BY-PASS LINE
CAUTION
OPERATION AT LOW FLOWS RESULTS IN
PUMP HORSEPOWER HEATING THE LIQUID. A
BYPASS MAY BE REQUIRED TO PREVENT VA-
PORIZATION AND SUBSEQUENT PUMP DAM-
AGE. MECHANICAL DAMAGE MAY RESULT
FROM CONTINUOUS OPERATION AT FLOWS
LESS THAN 25% OF DESIGN OPERATING POINT
(see General Arrangement drawing & name-
plate).
WARNING
WHEN PUMP IS EQUIPPED WITH MANIFOLDED
VENT AND DRAIN LINES, EACH LINE MUST BE
EQUIPPED WITH AN INDIVIDUAL VALVE TO
PREVENT ANY LIQUID FROM A HIGH PRES-
SURE LINE FLOWING INTO A LOW PRESSURE
LINE. THESE VALVES MUST BE KEPT IN THE
CLOSED POSITION DURING PUMP OPERATION.
Installation
2-14
D
A
B
/
B
SUCTION STRAINER
In a new installation, great care should be taken to
prevent dirt, scale and welding beads from entering
the pump. Even when piping has been previously
flushed, it is difficult to break loose the oxides and
mill scale which will become free when the pipe
heats and cools several times. Numerous close
running clearances are vulnerable to abrasive matter
present in new piping. Foreign material may be
large enough, or of sufficient volume, to jam a pump,
with probable damage to both pump and drive
equipment. Smaller size material passing through
the pump can cause rapid pump wear and prema-
ture pump failure.
This pump is provided with the exception that it will
be pumping clean liquids (unless otherwise stated in
the order and addressed in the proposal). Flows-
erve pumps are provided with running clearances
ranging typically from 0.005 inch(0.12 mm) to 0.030
inch(0.80 mm), depending on the service. It is im-
practical to install a suction strainer to remove par-
ticulate of this size. Such particles will normally pass
through the pump without causing damage, provi d-
ing the concentrations are minor.
The possibility exists that, on shutdown of the pump,
such particles can become trapped in the close run-
ning clearances during coastdown, causing binding.
Flowserve cannot recommend a procedure that will
totally prevent such binding; however, we strongly
suggest that systems be cleaned and thoroughly
flushed prior to connecting the pump to the piping to
minimize particles entering the pump. Starting and
stopping of the pump should be MINI-MIZED as
pumps are most susceptible to dirt during starts and
stops.
In the event that binding on coastdown occurs, it is
unlikely that the binding can be remedied by hand
rolling the rotor, and partial disassembly may be re-
quired to clean the affected parts. It should be noted
that increased particle concentrations increase the
probability of coastdown binding and seizures, as
well as erosion damage.
CAUTION
EXCESSIVE FORCE USED TO TRY TO FREE A
BOUND ROTOR MAY CAUSE DAMAGE BEYOND
MINOR CLEAN-UP AND REPAIR OF ROTOR
PARTS.
Generally, a pump should not be installed without
start-up strainer protection. The suction piping
should be thoroughly flushed before installing the
suction strainer and connecting the suction piping to
the pump. The strainer should be installed in the
inlet piping near the pump, making certain that it is
located where it may be readily serviced (cleaned).
Be sure, however, that the installed strainer will not
distort the flow to the pump suction nozzle.
Do not install the strainer directly on the pump suc-
tion nozzle. For a cone-type strainer, the down-
stream end of the cone should be no closer than four
(4) pipe diameters from the pump suction nozzle.
Basket-type strainers typically introduce greater flow
disturbances and should be installed at least six (6)
pipe diameters from the pump suction nozzle.
The Flowserve standard for suction strainers con-
sists of conical-shaped steel plate with 1/8 perfora-
tions. The open area of the strainer should be a
minimum of three times the area of the pump suc-
tion.
Installation
2-15
D
A
B
/
B
At all times when using suction strainers, it is critical
that the pressure drop across the strainer be con-
stantly monitored to ensure that the pump suction
pressure does not fall below that required to prevent
pump cavitation. Pressure (or vacuum) gauges
should be installed on both sides of the strainer so
that the pressure drop across the strainer can be
monitored. During start-up of the system, the
gauges should be monitored continuously. Consult
the plant engineer or system designer for the allow-
able pressure differential across the strainer prior to
operating the pump. Pressure differential across the
strainer and/or screen is typically no more than 2 3
psig. An increase in the differential pressure be-
tween the two gauges indicates that the strainer or
screen is becoming clogged with dirt and scale.
Before the pressure drop becomes so severe that
cavitation occurs, the pump should be shut down
and the strainer cleaned. Alarm settings to protect
the pump from damaging cavitation and loss of suc-
tion need to be supplied by the plant engineer or
system designer prior to operating the pump. Typi-
cal alarm settings to protect the pump from damag-
ing cavitation and loss of suction would be 5 psig
differential pressure across the strainer (screen).
The suction piping should be arranged such that the
ultimate strainer configuration (location) allows ready
access for cleaning.
The strainer may be fitted with a finer screen to filter
the inlet flow. When this is done, 40 mesh screen is
typically used for start-up operation, at reduced flow
rates. For final operation in a closed system, the
suction strainers are normally removed after the
system is cleaned. For critical pump applications,
where continuous screening of suction flow is desir-
able, and in open systems, 20 mesh screening is
typically used for permanent strainers. At all times,
when using screens and suction strainers, it is criti-
cal that pressure drop across the screen and/or
strainer be constantly monitored to ensure that the
pump suction pressure does not fall below that re-
quired to prevent cavitation.
When dirt and scale have been removed from the
system, as indicated by no further change in pres-
sure drop across the strainer with time, the start-up
strainer may be removed or the screen may be re-
placed with one having larger openings. If a perma-
nent strainer will be used during normal operation,
the pressure differential needs to be monitored on a
continuous basis.
If a permanent strainer is not used, the start-up
strainer needs to be temporarily reinstalled when-
ever the system is opened up for repair or routine
maintenance. As long as a suction strainer or
screen remains in place, the differential pressure
should be monitored on a regular basis.
CAUTION
THE PRESSURE DROP ACROSS THE STRAINER
IS A DIRECT REDUCTION IN THE NPSH AVAILA-
BLE TO THE PUMP. NPSH AVAILABLE MUST
ALWAYS EXCEED THE NPSH REQUIRED BY THE
PUMP. THIS REQUIREMENT MAY LIMIT THE
PUMP FLOW RATE, PARTICULARLY DURING
START-UP OPERATION. ALARMS OR AUTO-
MATIC PUMP SHUT-DOWN DEVICES SHOULD
BE INSTALLED TO MINIMIZE THE POSSIBILITY
OF PUMP DAMAGE. IT IS THE RESPONSBILITY
OF THE PUMP OPERATOR TO OBTAIN THE AL-
LOWABLE PRESSURE DROP ACROSS THE
STRAINER FOR SAFE PUMP OPERATION FROM
THE PLANT ENGINEER OR SYSTEM DESIGNER
PRIOR TO OPERATION OF THE PUMP.
COUPLING ALIGNMENT CHECK
Refer to the section entitled SHAFT/COUPLING
ALIGNMENT and perform a coupling alignment
check as outlined. This check is recommended to
insure the alignment has not been disturbed during
the grouting of the bedplate or while installing suc-
tion and discharge piping.
GIB BLOCK INSTALLATION
Gib blocks are installed to control the direction of
thermal growth while maintaining pump-motor cou-
pling alignment. They are installed after baseplate
has been leveled and grouted, suction and dis-
charge piping connected, and final shaft coupling
alignment is completed.
Gib blocks are shipped loose and field installed at
the site. The following procedure must be followed
for correct installation of gib blocks.
Step 1
Fully torque the hold-down bolts in the drive-end of
pump feet to torque values listed in the instruction
manual (refer to Pump Sectional Assembly Drawing
in Appendix).
Installation
2-16
D
A
B
/
B
Step 2
Install the dowel pins in the pump drive-end feet by
reaming the foot and baseplate for the tapered
dowel provided.
Step 3
Position the gib blocks to obtain a 0.010 inch(.25
mm) clearance between the gib block and the side of
the non-drive end pump foot as noted on the at-
tached figure. Drill and tap the capscrew holes for
the gib blocks.
Gib Block Installation Sketch
Step 4
Tighten the hold-down bolts for the gib blocks.
Step 5
Install the dowel pin in the gib blocks by reaming the
block and baseplate for the tapered dowel provided.
Step 6
Tighten the hold-down locknuts on the non-drive end
pump feed to establish a 0.002 inch(.05 mm) gap
between the locknut and the pump foot.
INSPECTION OF OIL RINGS BEFORE
START-UP
CAUTION
A PROBLEM CAN ARISE WHEN PUMPS ARE
TRANSPORTED BY VEHICLE OR WHEN BEING
LIFTED BY A CRANE. JARRING OR UNEVEN
LIFTING OF PUMPS CAN CAUSE THE OIL RINGS
TO MOVE OUT OF POSITION. IF THE OIL RINGS
ARE OUT OF POSITION AT START UP, THE
BEARINGS WILL NOT GET LUBRICATION AND
EVENTUALLY WILL FAIL.
BEFORE START UP TAKES PLACE, REMOVE
THE 1/2 INCH NPT PLUGS ON THE TOP OF THE
HOUSING AND CONFIRM THAT THE OIL RINGS
ARE IN THEIR PROPER POSITION (SEE FIG-
URE).
COMMISSIONING OF EQUIPMENT
Commissioning of all equipment must be performed
in accordance with specifications set forth in Chapter
9 -`Commissioning from API Recommended Prac-
tices 686/PIP REIE 686, First Edition.
Operation
3- 1
D
A
B
/
B
TECHNICAL DATA
These pumps are furnished for a particular service
condition. Changes in the hydraulic system may
affect the pumps performance adversely. This is
especially true if the changes reduce the pressure at
the suction flange or if the liquid temperature is in-
creased. In case of doubt, contact the nearest
Flowserve Office.
SPECIFIC GRAVITY
The capacity and total head of liquid developed by a
centrifugal pump are fixed for every point on the
curve and are always the same for the same speed.
Neither capacity nor total head will be affected by a
change in the specific gravity of the liquid pumped.
However, since the developed pressure and the
brake horsepower to drive the pump are a function
of the specific gravity of the liquid, both will be af-
fected in direct proportion by any change in specific
gravity. Therefore, a change in specific gravity will
affect the discharge gage pressure. Any changes
should be noted, in that they may overload the
pumps driver.
VISCOSITY
The pump is designed to deliver rated capacity at
rated head for a liquid with a particular viscosity.
When contemplating operation at some viscosity
other than that for which the pump was originally
designed, the changed conditions should be referred
to Flowserve Corp. for our recommendations.
CHANGING PUMP SPEED
Changing the speed of a centrifugal pump changes
the capacity, total head and brake horsepower. The
capacity will vary in a direct ratio with the speed,
whereas the total head will vary as the ratio of the
speed squared. The brake horsepower will vary as
the ratio of the speed cubed, except in cases where
the speed change also reduces the efficiency of the
pump.
NET POSITIVE SUCTION HEAD (NPSH)
Any liquid, hot or cold, must be pushed into the im-
peller of the pump by some absolute pressure, such
as the atmosphere or the pressure of the vessel
from which the pump takes its suction.
The head of liquid necessary to push the required
flow into the pump is called the Net Positive Suction
Head. This value, more commonly called NPSH, is
measured above the vapor pressure of the liquid at
the pumping temperature.
There are two kinds of NPSH. The NPSH required
by the pump, as shown on the pump curve, is the
head needed to cover the losses in the pump suc-
tion. The second NPSH is that available in the sys-
tem, taking into account friction loss in suction pip-
ing, valves, fittings, etc. In all cases, the NPSH
Available (measured above vapor pressure) must
exceed the NPSH Required in order to push the liq-
uid into the pump.
OPERATING PRECAUTIONS
WARNING
DO NOT WIPE DOWN IN THE VICINITY OF RO-
TATING PARTS. IF UNUSUAL NOISE OR VI-
BRATIONS OCCUR, SECURE THE PUMP AS
SOON AS POSSIBLE.
WARNING
THE UNIT MUST NOT BE OPERATED UNLESS
COUPLING GUARD IS BOLTED IN PLACE.
FAILURE TO OBSERVE THIS COULD RESULT IN
INJURY TO OPERATING PERSONNEL.
WARNING
WHEN PUMP IS EQUIPPED WITH MANIFOLDED
VENT AND DRAIN LINES, EACH LINE MUST BE
EQUIPPED WITH AN INDIVIDUAL VALVE TO
PREVENT ANY LIQUID FROM A HIGH PRES-
SURE LINE FLOWING INTO A LOW PRESSURE
LINE. THESE VALVES MUST BE KEPT IN THE
CLOSED POSITION DURING PUMP OPERATION.
Operation
3- 2
D
A
B
/
B
WARNING
OBSERVE EXTREME CAUTION WHEN VENTING
AND/OR DRAINING HAZARDOUS LIQUIDS.
WEAR PROTECTIVE CLOTHING IN THE PRES-
ENCE OF CAUSTIC, CORROSIVE, VOLATILE,
FLAMMABLE, OR HOT LIQUIDS. DO NOT
BREATHE TOXIC VAPORS. DO NOT ALLOW
SPARKING, FLAMES, OR HOT SURFACES IN VI-
CINITY OF THE EQUIPMENT.
CAUTION
TO MAINTAIN CLOSE RUNNING CLEARANCES
AND BEARING LUBRICATION, THE PUMP
SHOULD NOT BE OPERATED BELOW THE
SPEED OF 1800 RPMS.
1. Never operate the pump with suction valve
closed.
2. Never operate pump unless it is filled with liquid
and vented.
3. Never operate the pump unless a liquid source is
available.
PRE-OPERATIONAL CHECKS
At initial start-up and after the equipment has been
overhauled.
1. Ensure pump and piping are clean. Before put-
ting the pump into operation, it should be thoroughly
flushed to remove the rust preventive as well as any
foreign matter which may have accumulated during
installation.
Take all possible care not to contaminate your sys-
tem.
2. Clean and flush bearing housings. Fill reservoir
with oil to the proper level (see LUBRICATION).
CAUTION
CHECK THAT OIL RINGS ARE PROPERLY POSI-
TIONED AND NOT HUNG-UP.
3. Ensure rotor is aligned within casing (see MAIN-
TENANCE).
4. Turn rotor by hand or with strap to make sure it
turns freely.
5. Check stuffing box.
A. If pump is equipped with a mechanical seal, en-
sure it is properly assembled and tightened (refer to
SHAFT SEALING section).
CAUTION
MOST CARTRIDGE SEALS ARE EQUIPPED WITH
A SPACER BETWEEN THE GLAND PLATE AND
DRIVE COLLAR. THIS SPACER MUST BE RE-
MOVED BEFORE STARTING UNIT.
B. If pump is equipped with a packed box, insure
box is properly packed (refer to SHAFT SEALING
section).
6. Ensure coupling is properly aligned and lubri-
cated, and pump and driver are properly dowelled
(refer to SHAFT/COUPLING ALIGNMENT proce-
dure).
7. Ensure coupling guard is in place.
8. Check torque of all bolting and plugs for tight-
ness.
PUMP INSTRUMENTATION SET POINTS
The following set points apply to these DA Pumps
which use a ball/ball bearing arrangement.
Bearing metal temperature
Normal 140
o
to 180
o
F.(60
o
to 82
o
C.)
Alarm 190
o
F.(88
o
C.)
Shutdown 200
o
F.(93
o
C.)
Bearing housing vibration
Normal .1 to .3in/sec(2.5 to 7.6 mm/sec)
Alarm .4 in/sec(10.2 mm/sec)
Shutdown .5 in/sec(12.7 mm/sec)
INITIAL START-UP PROCEDURE
1. Close discharge valve if valve is not already
closed.
Operation
3- 3
D
A
B
/
B
2. Prepare the driver for start-up in accordance with
the manufacturers instructions.
3. Warm-Up Pump.
Avoid severe thermal shocks to the pump as a result
of sudden liquid temperature changes. The pump
must be preheated prior to start-up. Unless other-
wise specified, the external temperature of the cas-
ing must be within 100
o
F.(55.6
o
C.) of the tempera-
ture of the liquid to be pumped at time of start-up.
Due to the heavy metal sections, the casing will lag
the liquid temperature during such changes, and
severe temperature stresses and subsequent mis-
alignment of machined fits may result. Pre-heating
is accomplished by circulating a small amount of hot
fluid through the casing by utilizing vents, drains or
bypass from discharge. Preheat pump slowly at a
rate not to exceed 100
o
F.(55.6
o
C.) per hour.
4. Prime pump and ensure pump suction valve is
open.
CAUTION
BEFORE STARTING OR WHILE OPERATING THE
PUMP, THE CASING AND SUCTION LINE MUST
BE COMPLETELY FILLED WITH THE LIQUID
BEING PUMPED. THE ROTATING PARTS DE-
PEND ON THIS LIQUID FOR LUBRICATION, AND
THE PUMP MAY SEIZE IF OPERATED WITHOUT
LIQUID.
5. Ensure pump recirculating line (if required) is
open and free of obstructions.
6. Check that pump is vented by observing leakage
from casing vent and seal piping vent. Close vent
when liquid is emitted.
7A. If pump is equipped with a mechanical seal,
make sure seal piping is turned on.
7B. If pump is equipped with a packed box, turn on
cooling liquid.
8. Check pump rotating by starting unit momentarily.
The direction of rotation is shown on PUMP DATA
SHEET (1-1). Note the pump coasts to a gradual
stop.
CAUTION
IF PUMP STOPS ABRUPTLY WHEN DRIVER IS
SHUT DOWN, INVESTIGATE FOR PUMP BIND-
ING. TAKE NECESSARY REMEDIAL ACTION
BEFORE RESUMING OPERATION.
9A. Starting the driver (motor driven).
Prepare the driver for start-up in accordance with the
manufacturers instructions.
Start the driver.
9B. Starting the driver (turbine driven).
Prepare the turbine for start-up in accordance with
the manufacturers instructions.
Start the turbine and bring it up to speed quickly.
10. As soon as pump is up to rated speed, slowly
open discharge valve. This will avoid abrupt
changes in velocity and prevent surging in the suc-
tion line.
OPERATING CHECKS
WARNING
IN THE INTEREST OF OPERATOR SAFETY, THE
UNIT MUST NOT BE OPERATED ABOVE THE
NAMEPLATE CONDITIONS. SUCH OPERATION
COULD RESULT IN UNIT FAILURE CAUSING IN-
JURY TO OPERATING PERSONNEL.
CAUTION
OPERATION AT LOW FLOWS RESULTS IN PUMP
HORSEPOWER HEATING THE LIQUID. A BY-
PASS MAY BE REQUIRED TO PREVENT VA-
PORIZATION AND SUBSEQUENT PUMP DAM-
AGE. MECHANICAL DAMAGE MAY RESULT
FROM CONTINUOUS OPERATION AT FLOWS
LESS THAN 25% OF DESIGN OPERATING POINT
(see General Arrangement drawing notes).
Immediately after start-up, and frequently during
running, check the following:
1. Check suction and discharge pressure gauges.
Operation
3- 4
D
A
B
/
B
2. Check pressure gauges on each side of suction
strainer.
3. Check for excessive leakage at stuffing box gland
area.
A. If pump is equipped with a mechanical seal, there
should be no visible leakage to the naked eye.
B. If pump is equipped with stuffing box packing,
leakage should be 1 oz. 2 oz./min.(30 ml 59
ml/min.)
4. Check for unusual noises.
5. Check oil rings to ensure they are rotating (eye
protection required).
6. Check oil level in pump bearing housings.
7. Check for adequate flow of cooling liquids.
8. After unit has been operated a sufficient length of
time to reach normal operating temperature and con-
dition, the unit is to be shut down and a HOT cou-
pling alignment check must be made (refer to
SHAFT/COUPLING ALIGNMENT procedure).
WARNING
OPERATION OF THE UNIT WITHOUT PROPER
LUBRICATION CAN RESULT IN OVERHEATING
OF THE BEARINGS, BEARING FAILURES, PUMP
SEIZURES AND ACTUAL BREAKUP OF THE
EQUIPMENT EXPOSING OPERATING PERSON-
NEL TO INJURY.
NORMAL START-UP
The starting procedure to be followed for normal
start-up is the same as that for initial starting.
SECURING THE PUMP
1A. Motor Driven.
De-energize driver circuit.
1B. Turbine Driven.
Stop turbine-driven pumps by manually tripping the
overspeed trip.
2. The pump should be shut down rapidly to protect
the internal wearing parts which are lubricated by the
liquid being pumped.
Lubrication is reduced when a pump is stopped
slowly, and seizure could result.
NOTE
If pump stops abruptly when driver is shut down, in-
vestigate for pump binding. Take necessary reme-
dial action before restarting pump.
3. Close the pump suction and discharge valve.
4. Close valve in bypass line.
5. Turn off auxiliary oil pump and cooling liquid
(when supplied).
6. If pump is subjected to freezing temperatures, the
pump must be drained of liquid to prevent damage to
pump.
Troubleshooting
4- 1
D
A
B
/
B
M
S
The following chart presents information that is useful in the analysis of some typical pump performance prob-
lems. The Pump Data Sheet, assembly drawings, parts list, and performance curve provided with each unit
should be available when investigating performance problems. Assembly and disassembly procedures are in-
cluded in the MAINTENANCE section.
FOR 24-HOUR EMERGENCY REPAIR SERVICE, CALL 1-800-547-8671.
A listing of the Flowserve Pump Repair Centers is included at the end of this section.
TROUBLESHOOTING CHART
Trouble Possible Cause Corrective Action
Insufficient capacity and/or pres-
sure
Suction Pressure or speed too low Open suction valve wide. Check
power supply for correct voltage.
Incorrect direction of rotation.
A. If pump is motor driven: Refer to motor instruction manual
and reconnect motor leads.
B. If pump is turbine driven: Contact turbine manufacturer.
Excessive amount of air or vapors
in the fluid
Check suction system for air leak-
age and correct.
Vent air.
Tighten flange bolts.
Foreign material in suction line Dismantle suction line and remove
foreign material.
Mechanical Defects:
Impeller damaged.
Sheared impeller keys.
Broken or damaged coupling.
Dismantle pump and correct.
Pump loses prime after starting Insufficient liquid supply Ensure that suction valve is wide
open. Check for proper liquid level.
Excessive amount of air or vapor in
the liquid
Check suction system for air leak-
age and correct.
Clogged impeller Dismantle pump and correct.
Suction pipe clogged. Remove foreign material.
Pump Vibration Loose Mounting or coupling bolts. Tighten bolts.
Coupling Check alignment and correct.
Troubleshooting
4- 2
D
A
B
/
B
M
S
Trouble Possible Cause Corrective Action
(Contd)
Pump vibration
Air or gas in liquid Vent air and check suction for leaks.
Tighten flange bolts.
Foreign material in impeller causing
unbalance
Dismantle pump and remove any
foreign material.
Mechanical Defects:
Shaft bent.
Bearings worn.
Dismantle pump and replace part or
parts causing vibration.
Pump overloads driver Speed too high
A. If pump is motor driven: Refer to motor instruction manual
and check power supply for correct
frequency.
B. If pump is turbine driven: Check steam pressure to turbine.
Pump bearings seize or rotating
element binds
Dismantle pump and replace part or
parts causing seizures, or binding.
Pump stops abruptly Pump binding at running fits Dismantle pump and realign rotor in
casing.
High pump thrust bearing tem-
perature rise
Improper lubrication Replenish oil with proper grade lu-
bricant.
Rotor not centered in volutes Check rotor centralization.
Insufficient oil.
Contaminated oil.
Add oil.
Drain and clean reservoir.
Refill with clean oil.
High Oil Temperature Connect cooling liquid to lube oil
cooler.
Mechanical seal gland (when
used) overheats
Insufficient cooling water to seal Obstruction in seal water piping.
Remove and clean.
Mechanical seal not properly set.
(Check for cracked stationary face/
rotating face)
Refer to SHAFT SEALING pages.
Pump is noisy Cavitation Check that pump is primed, check
for high suction temperature, in-
crease static head, check for ob-
struction in suction line.
Troubleshooting
4- 3
D
A
B
/
B
M
S
Trouble Possible Cause Corrective Action
(Contd)
Pump is noisy Loose Parts Tighten or replace defective part.
Noise in driver Check driver with stethoscope.
Check driver instruction book for troubleshooting instructions.
Troubleshooting
4- 4
D
A
B
/
B
M
S
FLOWSERVE CORPORATION PUMP SERVICE CENTERS
Baton Rouge SC
4152 Rhoda Drive
Baton Rouge, LA 70816
Phone: 225-293-5780
Fax: 225-281-8134
Boothwyn SC
11 Creek Parkway
Boothwyn, PA 19061
Phone: 610-859-0700
Fax: 610-859-0711
Cleveland SC
6250 Halle Drive
Cleveland, OH 44125
Phone: 216-524-6155
Fax: 216-642-5741
Fairfield SC
142 Clinton Road
Fairfield, NJ 07004
Phone: 973-227-4565
Fax: 973-227-6615
Leduc/Edmonton SC
4405 70th Avenue
Leduc, Alberta
Canada T9E 7E6
Phone: 780-986-7100
Fax: 403-986-4854
Sarnia SC
235 Henry Drive RR No. 4
Sarnia, Ontario
Canada N0N 1T0
Phone: 519-336-3614
Fax: 519-336-7410
Texas City SC
146 FM 519 Building 4C
Texas City, TX 77568
Phone: 409-935-1977
Fax: 409-935-2269
Woodbridge SC
120 Vinyl Court
Woodbridge, Ontario
Canada L4L 4A3
Phone: 905-856-1140
Fax: 905-856-2010
Beaumont SC
2920 West Cardinal Drive
Beaumont, TX 77705
Phone: 409-842-5594
Fax: 409-842-5958
Carson SC
24351 S. Wilmington
Carson, CA 94510
Phone: 310-522-0925
Fax: 310-522-0758
Customer Field Service
942 Memorial Parkway
Phillipsburg, NJ 08865
Phone: 908-859-7066
Fax: 908-859-7836
Greer SC
2431 S. Highway #14
Greer, SC 29650-8201
Phone: 864-879-7276
Fax: 864-879-0997
Parts Distr. Center (Moosic)
Rocky Glen Road
Rocky Glen Industrial Park
Moosic, PA 18507
Phone: 717-451-2200
Scranton Parts
942 Griffin Pond Road
Clark Summit, PA 18411
Phone: 570-586-8800
Fax: 570-587-5006
Vancouver SC
10400 N.E. 13th Street
Vancouver, WA 98686
Phone: 360-573-5211
Fax: 360-574-7656
Benecia SC
6077 Egret Court
Benecia, CA 94510
Phone: 707-745-3773
Fax: 707-746-1568
Charlotte SC
4816 Worth Place
Charlotte, NC 28216
Phone: 704-399-0446
Fax: 704-393-7296
Elgin SC
695 Church Road
Elgin, IL 60123
Phone: 847-742-9510
Fax: 847-742-9593
Houston SC
6832 Wynnwood Lane
Houston, TX 77008
Phone: 713-868-6666
Fax: 713-868-6630
Pittsburgh Parts
1885 Mayview Road
Bridgeville, PA 15017
Phone: 412-257-4600
Fax: 412-257-3162
Tampa SC
6405 Badger Drive
Tampa, FL 33610
Phone: 813-621-8865
Fax: 813-626-1274
Wasilla SC
2051 Foundry Way
Wasilla, AK 99654
Phone: 907-376-0550
Fax: 907-376-0659
Lubrication
5- 1
D
A
B
/
B
LUBRICATING OIL
WARNING
OPERATION OF THE UNIT WITHOUT PROPER
LUBRICATION CAN RESULT IN OVERHEATING
OF THE BEARINGS, BEARING FAILURES, PUMP
SEIZURES AND ACTUAL BREAKUP OF THE
EQUIPMENT, EXPOSING OPERATING PERSON-
NEL TO INJURY.
Remember that oil requires frequent replenishment
at normal operating temperatures and very frequent
replenishment at elevated operating temperatures.
Oil is always subject to gradual deterioration from
use and contamination from dirt and moisture. This
deterioration and contamination will, in time, be
harmful to the bearings and can cause premature
wear. For these reasons, oil should be checked for
contamination and deterioration regularly.
The frequency of oil change depends on the operat-
ing conditions and the quality of the lubricant. Oil
should be checked for deterioration and contamina-
tion weekly during periods of operation. Mineral oils
oxidize and should be replaced at no more than
three month intervals when operated continuously in
the 160
o
-180
o
F.(71
o
-82
o
C.) range. Longer intervals
between replacement may be possible at lower op-
erating temperatures, but three month intervals are
recommended to protect against normal oxidation,
contamination and deterioration.
OIL SPECIFICATIONS
Straight mineral oils without additives are generally
preferred for rolling element bearing lubrication. It
should preferably be of the turbine type and not
contain free acid, chlorine, sulfur or more than a
trace of free alkali. Quality mineral oils with a mini-
mum Viscosity Index (VI) of 95 are recommended.
Lubricating oils are identified by an ISO Viscosity
Grade (VG) Number. The VG number is the viscos-
ity of the oil at 40oC.(104oF.) in centistokes. In the
majority of instances, a turbine oil with a VG Number
of 68 (nominally equivalent to SAE 20) will meet
rolling element bearing lubrication requirements (see
OIL TEMPERATURE).
ASTM STANDARDS
for mineral oils
Oil Characteristics Operating Temperatures
60
o
-100
o
F.(16
o
-38
o
C.) 101
o
-180
o
F.(38
o
-82
o
C.)
Saybolt Viscosity (SSU)
100
o
F.(38
o
C.)
158 Seconds 335 Seconds
Pour Point 20
o
F.(-7
o
C.) 20
o
F.(-7
o
C.)
Flash Point 400
o
F.(204
o
C.) 400
o
F.(204
o
C.)
Recommended ISO Viscosity
Grade (VG) Number
32 68
In a majority of instances, ISO 68 (nominally equivalent to SAE 20 turbine type oil) will meet the above specifica-
tions.
LUBRICANT MUST BE COMPATIBLE WITH ALL PARTS REQUIRING LUBRICATION.
Lubrication
5- 2
D
A
B
/
B
OIL TEMPERATURE
Oil temperature entering the plain/thrust end bear-
ings should be maintained between 60
o
F.(15.6
o
C.)
and 180
o
F.(82
o
C.).
Alarm temperature is 190
o
F.(88
o
C.) with shut down
temperature set at 200
o
F.(93
o
C.).
If bearing oil temperature exceeds the above men-
tioned limits, cooling liquid to the lube oil cooler will
have to be increased.
IMPORTANT
The minimum bearing oil temperature is 60
o
F.
(16
o
C.). If necessary, prior to startup, one of the fol-
lowing procedures should be employed:
1. Drain the oil in the bearing housing(s) and re-
place with warm oil.
2. Heat the bearing housing(s) using heat tape (or
other suitable means).
3. Circulate warm liquid through the cooling jacket
or immersion cooler (if supplied).
4. Utilize oil with a lower viscosity, or VG number, or
consider using a synthetic hydrocarbon oil with a low
pour point to give a viscosity similar to that of ISO 68
(for maximum oil operating temperatures of 180
o
F.)
or ISO 32 (for maximum oil operating temperatures
of 120
o
F.).
NOTE
ISO 68 is recommended for continuous operating oil
temperatures between 100
o
F.(38
o
C.) and 180
o
F.
(82
o
C.), with a minimum startup temperature of
60
o
F.(16
o
C.); ISO 32 may be considered for continu-
ous operating oil temperatures between 60
o
F.
(16
o
C.) and 120
o
F.(49
o
C.), with a minimum startup
temperature of 40
o
F.(4
o
C.). For startup when oil
temperature is below 40
o
F.(4
o
C.), oil preheating is
recommended.
CLEANING THE LUBRICATION SYSTEM
PRIOR TO OPERATION
Before operating the pump, the lubrication system
should be thoroughly cleaned to remove any foreign
matter that may have accumulated during shipment,
storage or installation.
To clean the lubrication system, proceed as follows:
1. Loosen the bearing end covers and flingers and
remove drain plugs.
2. Flush out the bearing housings with kerosene or
other suitable solvent.
3. Flush the bearing housings with oil. Oil should be
compatible with lubricating oil that will be used.
4. After flushing, replace drain plugs. Reassemble
bearings and torque end cover bolting. (Refer to
MAINTENANCE section.)
5. Refer to driver instruction book for instructions
covering flushing of driver bearings.
TRICO OIL SETTING
Assemble oiler to bearing housing. Adjust oiler and
fill bearing housing with oil per Trico Oil Level Set-
ting drawing in Appendix.
WARNING
OPERATION OF THE UNIT WITH INCORRECT OIL
LEVEL SETTING CAN RESULT IN OVERHEATING
OF THE BEARINGS, LACK OF LUBRICATION TO
THE BEARINGS, BEARING FAILURES, PUMP
SEIZURES AND ACTUAL BREAKUP OF THE
EQUIPMENT, EXPOSING OPERATING PERSON-
NEL TO INJURY.
Shaft Sealing
6- 1
D
A
B
/
B
M
S
MECHANICAL SEAL
Your pump is typically shipped with the mechanical
seal already installed. All mechanical seals are of
the cartridge type design. The mechanical seal is
designed to suit each application. This creates the
correct seal loading face when seal gland is bolted in
place.
Cartridge type mechanical seals are preset at the
seal manufacturers facility and require no field set-
tings. The seal installation should be checked be-
fore startup.
Refer to the mechanical seal manufacturers drawing
and instructions found in the Appendix of this man-
ual for detailed information.
MECHANICAL SEAL REMOVAL
To remove mechanical seal from pump:
1. Install setting plates/eccentric washer in place.*
2. Loosen drive collar.
3. Remove gland bolting.
4. Slide sleeve with mechanical seal from shaft.
Seal may be disassembled/inspected/reassembled
per seal manufacturers drawing and instructions in
Appendix of this manual.
*NOTE
After reassembly of seal, setting plates/eccentric
washers must be removed before start-up.
Maintenance
7- 1
D
A
B
/
B
GENERAL
Your pump is a precision machine. Take every pre-
caution to avoid damage or even slight burrs to the
shaft bearing areas, as well as any other ground fin-
ished surface when dismantling your pump.
It should be understood that the information con-
tained in this manual does not relieve operating and
maintenance personnel of the responsibility of exer-
cising normal good judgement in operation and care
of the pump and its components.
Before performing any disassembly, maintenance
and/or inspection on the unit, the following steps
should be taken and warnings observed.
1. Tag driver controls in the off position.
Warning
BEFORE ATTEMPTING ANY INSPECTION OR
REPAIR ON THE PUMP, THE DRIVER CONTROLS
MUST BE IN THE OFF POSITION, LOCKED
AND TAGGED TO PREVENT INJURY TO PER-
SONNEL PERFORMING SERVICE ON THE PUMP.
2. Isolating pump.
WARNING
BEFORE ATTEMPTING TO DISASSEMBLE PUMP
PUMP MUST BE ISOLATED FROM SYSTEM, BY
CLOSING SUCTION AND DISCHARGE SYSTEM
VALVES, DRAINED OF LIQUID AND COOLED, IF
PUMP IS HANDLING HOT LIQUID.
3. Draining pump
A. If handling hot liquids.
WARNING
WHEN PUMP IS HANDLING HOT LIQUID, EX-
TREME CARE MUST BE TAKEN TO ENSURE
SAFETY OF PERSONNEL WHEN ATTEMPTING
TO DRAIN PUMP. HOT PUMPS MUST BE AL-
LOWED TO COOL BEFORE DRAINING.
B. If handling caustic liquid.
WARNING
WHEN PUMP IS HANDLING CAUSTIC LIQUID,
EXTREME CARE MUST BE TAKEN TO ENSURE
SAFETY OF PERSONNEL WHEN ATTEMPTING
TO DRAIN PUMP. PROTECTIVE DEVICES OF
SUITABLE PROTECTIVE MATERIALS MUST BE
WORN WHEN DRAINING PUMP.
C. If on vacuum service.
WARNING
BEFORE ATTEMPTING ANY MAINTENANCE
WORK ON PUMPS IN VACUUM SERVICE, PUMPS
MUST BE ISOLATED FROM SUCTION AND DIS-
CHARGE SYSTEM THEN CAREFULLY VENTED
TO RETURN PRESSURE IN PUMP CASING TO
ATMOSPHERE PRESSURE.
Maintenance
7- 2
D
A
B
/
B
PREVENTIVE MAINTENANCE SCHEDULE
Althrough your Flowserve pump has been designed for extended, trouble-free service, certain preventive mainte-
nance measures should be performed on a regular basis to ensure optimum performance. A well planned pro-
gram of routine maintenance is the best assurance of dependable operation. The following preventive mainte-
nance (PM) inspections are suggested as a minimum, and may be supplemented by the experience of the oper-
ating personnel.
Preventive maintenance inspections should include the following
Preventive Maintenance Item Instructions Frequency
Suction Strainer
(When Used)
Check pressure differential between the gauges
the gauges located on each side of the strainer.
Daily
Pump Suction and
Discharge Flow Rates
Check suction and discharge pressure gauges
for proper pump operation.
Daily
Mechanical Seal Inspect visually Daily
Instrumentation Check all related pressure gauges, temperature
Detectors, etc. to detect any abnormalities.
Daily
Shaft Rotation
(Down Periods Only)
During extended down periods rotate the shaft
by hand 1-1/4 times to ensure bearing lubrication
and to prevent shaft binding.
Weekly
Auxiliary Piping Check for leakage around connections, ect. Weekly
Shaft/Casing Vibration Review all vibration data for any abnormalities
And/or sudden changes in levels.
Weekly
Bolting Tightness Check all external bolting for proper tightness. Monthly
Cleanliness General clean-up soiled areas Quarterly
Oil System Refer to Lubrication System section of instruction
manual.
Periodically
Maintenance
7- 3
D
A
B
/
B
TORQUE VALUES
For pump hold-down torque value (and driver, if
Flowserve supplied) see PUMP DATA SHEET (1-1).
Other torque values are listed on the Assembly
Drawings included in Appendix of this manual. They
are selected to achieve the proper amount of pre-
stress in the threaded fastener. Maintenance per-
sonnel must insure that threads are in good condi-
tion (free of burrs, galling, dirt, etc.) and that com-
mercial thread lubricant is used. Torque should be
periodically checked to assure that it is at the rec-
ommended value.
WARNING
WHEN REASSEMBLING PUMP, ALL FASTENERS
MUST BE TIGHTENED TO THE PROPER
TORQUE VALUE. FAILURE TO OBSERVE THIS
WARNING COULD RESULT IN INJURY TO OP-
ERATING PERSONNEL.
COUPLING REMOVAL
Remove coupling guard. Remove coupling bolting
and remove the spacer piece (if used). Loosen
setscrews in coupling nut and remove nut.
The coupling hub has a shrink fit to the pump shaft.
The use of a puller and heat will be required to re-
move it from the shaft.
NOTE
Remove pump half coupling hub by heating to ap-
proximately 300
o
F.(149
o
C.) in successive stages
from periphery of coupling toward center. If
equipped with a gear type coupling, NEVER APPLY
AN OPEN FLAME TO COUPLING HUB TEETH.
DISMANTLING PROCEDURE
1. Remove all auxiliary piping and instrumentation
that will interfere with disassembly and drain oil from
bearing housings.
WARNING
USE EXTREME CAUTION NOT TO EXPOSE
MAINTENANCE PERSONNEL TO HOT LIQUIDS
WHEN REMOVING AUXILIARY PIPING OR
DRAINING BEARING HOUSINGS.
2. Remove temperature detectors (if supplied) from
bearing housings.
3. When mechanical seal is used, loosen seal gland
bolting.
THRUST BEARING REMOVAL
1. Remove capscrews (6-118C) and outboard bear-
ing end cover (6-158).
2. Loosen setscrew (6-259) in pump-side flinger (6-
157) and slide it back on the shaft towards the stuff-
ing box.
3. Remove capscrews (6-118B) and lockwashers
(6-241B) from pump-side end cover (6-160). Slide
the end cover with shims (6-257B) and O ring (6-
456) towards the stuffing box.
4. Carefully lift and remove oil ring (6-031) from
journal sleeve (6-135) and bearing housing.
5. Remove the dowel pins (6-029) and capscrews
(6-118A), which secure bearing housing (6-159) to
the casing.
6. Carefully slide bearing housing (6-159) from
thrust ball bearing (6-204).
7. Release the locking tabs of bearing lockwasher
(6-241A).
Loosen and remove bearing locknut (6-240) and
lockwasher.
8. Remove journal sleeve (6-135).
9. Remove thrust ball bearing (6-204) using a puller
that will bring pressure against inner bearing race
only. (See BEARING HANDLING INFORMATION.)
Maintenance
7- 4
D
A
B
/
B
10. Remove thrust bearing shims (6-257A), meas-
ure and record thickness and tie together, as they
are needed for reassembly purposes.
11. Remove pump-side bearing end cover (6-160)
with shims (6-257B), O rings (6-456) and flinger (6-
157) from shaft.
PLAIN BEARING REMOVAL
1. Loosen allen setscrew (5-259B) from coupling-
side flinger (5-157B) and remove flinger from end of
shaft.
2. Loosen allen setscrew (5-259B) from pump-side
flinger (5-157A) and slide flinger back on shaft to-
wards the stuffing box.
3. Remove capscrews (5-118C) from coupling-side
end cover (5-160B). Remove coupling-side end
cover from shaft.
4. Carefully remove the oil ring (5-031) from journal
sleeve (5-135) and bearing housing.
5. Remove capscrews (5-118B) from pump-side end
cover (5-160A) and slide end cover back on shaft
towards the stuffing box.
6. Remove capscrews (5-118A) and dowel pins (5-
029) which secure bearing housing to the casing.
7. Carefully slide bearing housing (5-159) from plain
ball bearing (5-205).
8. Release the locking tabs of bearing lockwasher
(5-241). Loosen and remove bearing locknut (5-
240) and lockwasher (5-241). Remove journal
sleeve (5-135).
9. Remove plain ball bearing (2-205) using a puller
that will bring pressure against inner bearing race
only. (See BEARING HANDLING INFORMA-
TION).
10. Remove pump-side bearing end cover (5-160A)
and flinger (5-157A) from shaft.
REMOVAL OF STUFFING BOX PARTS
1. If pump is equipped with a mechanical seal (4-
429) or stuffing box packing (4-064), refer to SHAFT
SEALING section of this manual and remove the
seal or stuffing box packing.
2. If pump is equipped with cooled stuffing box ex-
tensions (4-264), remove nuts (4-279B) and washers
(4-246B). Stuffing box extensions with their O
rings (4-456B) can now be removed from pump.
ROTOR REMOVAL
1. Remove capnuts (3-179) washers (3-246) holding
upper half casing to lower half. Remove dowel pins
(3-029C). Using jack screws (3-118B) in lower half
casing, break the seal between upper and lower half
casings. Rig upper half casing to overhead hoist
using two cast lifting lugs.
WARNING
THE CAST LIFTING LUGS PROVIDED ON UPPER
HALF CASING ARE FOR LIFTING UPPER HALF
CASING ONLY. DO NOT LIFT PUMP FROM
THESE LUGS.
Carefully lift upper half casing and place on boards
to protect machined surfaces.
2. Rig slings (that will not damage shaft) around
shaft close to impellers. Rig rotor slings to overhead
hoist. Carefully lift rotor (3-184) from lower half
casing and place on horses for further dismantling.
NOTE
Casing wearing rings (3-006), channel rings (3-060),
throttling bushing (3-441), center bushing (3-407)
and stuffing box bushings (3-088) (if used) will be
removed with rotor.
Block to prevent rolling.
3. Remove stuffing box bushings (3-088) (if used)
and throttling bushing (3-441) from shaft ends.
4. Remove casing rings (3-006) from first-stage im-
pellers on each bank.
Maintenance
7- 5
D
A
B
/
B
5. Remove channel rings (3-060) from impeller back
ring at each impeller. Channel rings are horizontally
split and are held together by shoulder screws.
NOTE
Channel rings are precision machined as a set, after
being dowelled. They should be match marked and
numbered for reassembly purposes. It is suggested
that the two halves be placed back together immedi-
ately.
6. Remove center bushing (3-407) from center
(back to back) impellers. Center bushing is hori-
zontally split and held together by socket head cap-
screws (3-118A) and dowel pins (3-029A).
DISMANTLING THE ROTOR
1. If pump is furnished with a packed box, remove
the plain/thrust end shaft sleeves (4-008).
A. Remove outboard retaining rings (4-397).
B. Pull shaft sleeve towards shaft end as far as it
will go. This will move the shaft sleeve key (4-
291) over the retaining ring groove.
C. Push shaft sleeve back into position.
D. Remove shaft sleeve key.
E. Shaft sleeve with O ring (4-456A) can now be
removed from shaft.
F. Remove inboard retaining rings (4-397).
2. Remove throttling sleeve (1-440).
The throttling sleeve has a shrink fit to the shaft and
will have to be heated to be removed. Heat throttling
sleeve O.D. evenly throughout its length to approxi-
mately 300
o
F.(149
o
C.), using a torch with a fine tip.
A. Push throttling sleeve inboard (toward impeller).
B. Remove split ring (1-252).
C. Throttling sleeve can now be removed from end
of shaft.
D. Remove throttling sleeve key (1-291).
3. Heat (per procedure on next page) and remove
the first outboard impeller (1-003B), split ring (1-252)
and impeller key (1-011).
WARNING
WHEN HEATING PARTS, GLOVES OR OTHER
SUITABLE PROTECTION MUST BE WORN.
After impeller is heated, it will have to be pushed
toward the center of the pump, the split rings (1-252)
removed and quickly pulled from the end of the
shaft.
NOTE
The shaft is step machined at each impeller fit to
ease the disassembly process. It is recommended
that each impeller be marked with stage number to
insure proper reassembly.
HEATING IMPELLERS FOR REMOVAL
A. Apply heat (torch with fine tip) to periphery [outer
1.5 in.(38 mm)] of impeller until temperature
reaches 375
o
F.(191
o
C.) (minimum) to 400
o
F.
(204
o
C.) (maximum). Use tempilstick to de-
termine temperature.
B. Maintaining temperature between 375
o
400
o
F.
(191
o
204
o
C.) at the periphery, apply heat down
through the vane passages, thus heating the
hub.
C. Do not apply heat directly to shaft; this will cause
it to expand.
D. With periphery, shroud and hub at temperature,
remove impeller.
E. If the impeller does not move freely off the shaft,
additional heat may be necessary. THIS
HEATING SHOULD BE STARTED AT THE PE-
RIPHERY OF THE IMPELLER, NOT THE HUB.
(Additional heating of the hub area at this time
will tighten the impeller on the shaft, not loosen
it.) If the impeller still fails to come free, the im-
peller and shaft should be allowed to cool com-
pletely and the heating process repeated start-
ing at Step A.
Maintenance
7- 6
D
A
B
/
B
Single Suction Impeller
4. Remove casing ring (1-006) from the next impel-
ler on the outboard impeller bank.
5. Repeat Steps 3 and 4 until all impellers are re-
moved on the outboard impeller bank.
6. Remove center sleeve (1-408).
7. Continue to disassemble the impellers by re-
peating Steps 3 and 4 until all inboard impellers (1-
003A) are removed from the shaft.
INSPECTION & RENEWAL OF PARTS
1. Having completely dismantled the rotor, check
the shaft for runout using V blocks or rollers placed
under the normal bearing areas. Runout not to ex-
ceed .002 in.(.051 mm) TIR.
2. Wire-brush the pump parts thoroughly. Clean off
all scale, carbon, etc. Examine parts for wearing,
corrosion and erosion.
3. Check shaft sleeve, throttling sleeve and center
sleeve for wear. Replace if required.
4. The casing rings/impeller rings are renewable
and should be replaced when badly grooved, and/or
when pump performance does not meet the system
requirements. Whenever it becomes necessary to
replace either wearing ring, both rings involved
(casing ring and impeller ring) must be ordered and
replaced as they are furnished standard size only
[impeller rings approximately .08 in.(2.03 mm) over-
size]. Be sure to re-establish the original running
clearance between the two wearing rings involved.
A. If new casing rings are used, make sure that they
seat in both the upper and lower half casing and that
the anti-rotation device is properly located in its re-
spective lower half casing fit. The use of a scraper
on the ring to casing fit will help to fit the ring to the
casing.
B. Impeller ring removal and installation.
Remove impeller rings by removing the setscrews
(1-259) and machine off, or, grind two slots diametri-
cally opposite across the face of the ring so it can be
split apart. Exercise caution if rings are removed by
grinding so as not to damage impeller hubs. See
sketch.
Impeller Ring Removal
Maintenance
7- 7
D
A
B
/
B
Make sure ring fit on impeller is free of nicks and
burrs. Heat new ring to 225
o
F.(107
o
C.) and install on
impeller. Drill and tap two new holes in impeller (lo-
cated from clearance holes in ring) for No. 10-
24X1/4 setscrews spaced half the circular distance
from the previously used holes in the impeller. See
sketch below.
Typical Screw Installation For Impeller Rings
NOTE
Impeller rings must be machined to re-establish
original diameter and running clearance, which can
be found on Assembly Drawing.
C. Dynamic-balance impeller.
Whenever an impeller is tampered with, (i.e. new
impeller, wear rings installed etc.) the impeller must
be dynamic-balanced before being reassembled to
shaft.
To balance, remove metal from the front or back
shroud of the impeller at the point of unbalance. The
metal must be removed in such a manner that it will
not disfigure the contour of the surface from which it
is removed.
Grinding Impeller For Dynamic-Balance
5. If pump is equipped with a cooled stuffing box
extension (4-264) and has a packed box arrange-
ment, the stuffing box extension will have a stuffing
box bushing (4-088) tack-welded in the bottom of the
box. If this bushing has to be removed for any rea-
son, the tack welds will have to be ground off and
the bushing pressed from the extension. Do not re-
use stuffing box bushing if removed from extension
for any reason.
6. Clean the casing of all foreign material.
7. Renew all gasket and packing.
PARTING FLANGE GASKET
Remove all traces of old gasket (2-170) material.
When using any tool to remove gasket material, do
not gouge or mar machined surfaces. Use only
Flowserve recommended replacement materials.
1. Using proper recommended 1/64 in.(.397 mm)
thick gasket material, locate and cut stud holes, us-
ing upper half casing as a template.
2. Lay gasket on lower half casing, using either a
gasket adhesive or a band of shellac approximately
1/2 in.(13 mm) wide on the outer edge of lower cas-
ing.
3. Place upper half casing on top of gasket and al-
low time for gasket adhesive or shellac to set up.
Maintenance
7- 8
D
A
B
/
B
4. Remove upper half casing.
5. Using a sharp knife, cut gasket with downward
strokes only. Make sure all cuts are neat and exact,
especially on internal edges of casing. If this is not
done, the high pressure liquid will bypass and erode
the ring fits.
IMPORTANT
Do not use any hammering device to cut gasket.
CAUTION
WHEN CUTTING PARTING FLANGE GASKET, DO
NOT FORGET TO CUT OPENING FOR DIS-
CHARGE PASSAGE.
View Of Parting Flange
PARTING FLANGE TORQUE PROCE-
DURE
Assemble upper half casing to lower half casing and
secure with washers and cap nuts listed on the parts
list for the casing. Torque the cap nuts in three or
more complete passes of increasing torque values
until the torque value on the pump assemble draw-
ing are achieved.
Minimum recommended torque passes:
First pass - 50% specified torque value
Second pass - 90% specified torque value
Final pass - 100% specified torque value
Tighten the cap nuts in the following sequence dur-
ing each pass:
1. Torque both center cap nuts marked 0.
2. Torque the cap nuts shown in section number 3,
marked 0. Start approximately in the center of the
pump and proceed towards the suction nozzle.
3. Torque the cap nuts on the opposite corner of the
pump as indicated in section 4, marked 0. Again,
start at the center of the pump and work towards the
opposite end.
4. Torque the cap nuts in section 5, marked 0, in a
similar manner.
5. Torque the cap nuts in section 6, marked 0, in a
similar manner.
6. Repeat the same sequence two or more times
using increasing torque values with each full pass.
BEARING HANDLING INFORMATION
Ball bearings require proper handling and installation
to ensure optimum performance. The following in-
formation is intended as a minimum to ensure that
the bearings are handled and installed properly.
BEARING HANDLING
1. Do not remove new bearings from their storage
package except to inspect the bearings, when stored
for a long period of time, or just prior to their installa-
tion.
Maintenance
7- 9
D
A
B
/
B
2. Work area must be clean to ensure that no dirt or
other contaminates will enter the bearings. Handle
bearings with clean, dry hands and with clean, lint
free rags. Lay bearing on clean paper and keep
covered. Never expose bearings on a dirty bench or
floor.
3. Do not wash a new bearing. It is already clean,
and the preservative should not be removed.
4. Before mounting, be sure shaft bearing areas are
clean and free of nicks and burrs. Check the dimen-
sions of these areas to ensure proper fit of bearings.
BEARING INSTALLATION
1. There are two simple methods of providing a heat
source for expanding the inner race of the bearings
to facilitate mounting. In the first method, bearings
still wrapped in their original intimate wrap are
placed on a shelf in a temperature controlled oven,
or in an enclosure lined with foil and heated with
electric light bulbs. A temperature of 150
o
F.(66
o
C.)
for one-half hour should be sufficient.
A second method consists of locating a light bulb
(100 to 150 watt) in the bore of the bearing. Primar-
ily the light bulb will heat the inner ring, and the
bearing can usually be handled by the outer ring
without special gloves. Care must be taken to keep
the bearing clean and uncontaminated.
LIGHT BULBS ARE LOCATED IN THE BORE OF
THE BEARINGS AS A HEAT SOURCE FOR EX-
PANDING THE INNER RACES OF BEARINGS FOR
MOUNTING.
NOTE
The old and popular method of heating bearings in
an oil bath is DEFINITELY DISCOURGED. HEAT-
ING INNER BEARING RACE WITH A GAS TORCH
IS PROHIBITED. In either case, it is difficult to con-
trol the heating rate and final temperature, and even
more difficult to keep the oil and/or bearing clean.
2. When bearings are installed on shaft or journal
sleeve, make sure bearing is installed squarely and
is firmly seated. Hold bearing in place until it has
cooled sufficiently so that it will not move from posi-
tion. Cover bearings to protect them from dirt.
NOTE
When installing bearings, the mounting pressure
should never be transmitted through the balls. Apply
the mounting force directly against and only against
the inner ring.
3. When installing bearing housing onto the bearing
and shaft, the bearing housing bores and bearing
outside diameter should be coated with the grease
or lubricating oil to facilitate assembly.
BEARING REMOVAL
If bearings cannot be removed with the tools avail-
able, never use a torch under any circumstances.
Split the outer ring with a small hand grinder, saw
through the ball/roller retainer, and split the inner ring
about three quarters through with a grinder and
break with a cold chisel while supporting the pump
shaft below the inner race.
NOTE
Do not use cold chisel when shaft is supported by
bearing lining.
BEARING CLEANING
NOTE
Do not attempt to inspect condition of bearings until
they are cleaned.
Maintenance
7-10
D
A
B
/
B
1. Solvent for cleaning bearings should be in a clean
container. Place bearings in solvent and let soak for
a short time. Slosh the bearing around near the top
of the container, giving it a turn now and then until it
is clean. Rinse in a clean container of clean solvent.
NOTE
Do not spin dirty bearings. Rotate them slowly while
washing.
2. Dry the thoroughly cleaned bearings. If an air
hose is used for drying, use clean, dry air.
NOTE
Do not allow the bearing to spin by force of air. Hold
both the inner and outer rings to prevent bearing
from spinning.
3. Inspect bearings immediately. If there is any
questions as to the condition of a bearing, it must not
be reused. There are many conditions that contrib-
ute to the deterioration of the bearings. A qualified
bearing representative should be consulted if there
is any question as to bearing condition.
4. Inspected bearings which will be reused should be
packed with new grease or dipped in clean lubricat-
ing oil, covered with clean lint-free rags or other suit-
able covering, and placed in a clean box or carton
until ready for installation.
NOTE
Under no circumstances are the bearings to be left
exposed, they should be protected by wrapping or
covered.
REASSEMBLY OF PUMP
When reassembling pump, all fasteners must be
tightened to the proper torque values. Refer to
TORQUE VALUE section of this manual.
REBUILDING ROTOR
CAUTION
BEFORE UPSTAGING OR DESTAGING A PUMP
(ADDING OR REMOVING IMPELLERS), CON-
TACT FLOWSERVE ENGINEERED PUMP DIVI-
SION, CUSTOMER SERVICE DEPARTMENT FOR
INSTRUCTIONS, TO AVOID PERMANENT DAM-
AGE TO THE PUMP ROTOR.
1. Install center-stage impeller key (1-011), into key-
way in shaft and pre-fit split rings (1-252) to shaft.
Split rings to fit snug in groove.
2. All impeller bores and shaft outside diameters are
to be miked.
CAUTION
IMPELLER-TO-SHAFT FIT MUST BE MINIMUM OF
.001 IN.(.0254 MM)-.003 IN.(.0762 MM) INTER-
FERENCE FIT.
3. Heat the last inboard impeller (1-003A), using
heating procedure as outlined in the HEATING IM-
PELLERS FOR REMOVAL section, and assemble
to shaft, moving the impeller past the split ring
groove in the shaft. Quickly install split ring (1-252)
and pull impeller back to seat against split ring.
NOTE
Make sure impellers are installed for proper rotation.
4. Install center sleeve (1-408) from the opposite end
of shaft. Center sleeve is to be seated against the
impeller hub installed in Step 3.
5. Place casing ring (1-006) on impeller front ring.
6. Continue to assemble remaining inboard impel-
lers (1-003A) per Steps 1, 3 and 5.
NOTE
Make sure impellers are installed for proper rotation.
Maintenance
7-11
D
A
B
/
B
7. Assemble outboard impellers (1-003B) per Steps
1, 3 and 5.
8. Due to the heat required to assemble impellers to
shaft, the Loctite used to secure the impeller ring
setscrews may have broken down.
CAUTION
ALL SETSCREWS (1-259) USED TO HOLD IM-
PELLER RINGS TO IMPELLERS MUST BE RE-
MOVED. LOCTITE GRADE AVV IS TO BE AP-
PLIED TO SETSCREWS AND SETSCREWS RE-
PLACED.
9. Install throttling sleeve key (1-291) to shaft and
pre-fit split rings (1-252) in shaft to fit snut in groove.
Heat the throttling sleeve and slide onto shaft far
enough to expose split ring groove. Install split ring
and pull sleeve back to seat against split ring.
10. If pump is equipped with a packed box, install
retaining ring (4-397) to shaft at inboard side of shaft
sleeve. Lubricate O ring (4-456A) with silicone
grease and install to bore of shaft sleeve (4-008).
Install shaft sleeve to shaft.
NOTE
Extreme care is to be taken, when sliding shaft
sleeve onto shaft, not to damage O ring when it
passes over retaining ring groove and keyway.
Install shaft sleeve key (4-291) to shaft and push into
keyway in shaft sleeve.
Install retaining ring (4-397) to shaft at outboard side
of shaft sleeve.
INDICATE AND DYNAMIC-BALANCE ROTOR
1. Place the rotor assembly on V blocks or rollers.
The runout of all impeller wear rings and bushings is
not to exceed .003 in.(.0762 mm) TIR.
2. All pump rotors with more than 6 stages and/or
pumps running at speeds in excess of 3600 RPM
are to by dynamic-balanced.
The following formula is given as a guide for accept-
able unbalance.
4W
U =
N
U = Acceptable Unbalance in ounce inches.
W = Rotor Weight, Lbs.
N = Maximum Rotor Speed.
Refer to INSPECTION & RENEWAL OF PARTS
section for Grinding For Balance information.
INSTALLING ROTOR IN CASING
1. The stuffing box bushings (2-088) (if used), throt-
tling bushing (2-441), channel rings (2-060) and
center bushing (2-407) should be checked to make
sure they seat in both the upper and lower half cas-
ing and that the locating pins (2-315) are properly
located in their respective lower half casing fits. The
use of a scraper on the bushing to casing fit will help
to fit the bushing to the casing.
2. Install main parting flange gasket (2-170). Refer
to PARTING FLANGE GASKET.
3. Place the lower half of the center bushing (2-407)
in lower half casing (2-001).
4. Place the lower half of all channel rings (2-060) in
lower half casing, in the same sequence as they
were removed.
NOTE
Channel rings are precision-machined as a set, after
being dowelled. Be sure the are reassembled as a
set.
5. Place casing rings (2-006), throttling bushing (2-
441) and stuffing box bushings (2-088) (if used) in
their proper positions on pump rotor.
6. Rig rotor (2-184) to an overhead hoist. Refer to
LIFTING EQUIPMENT section of this manual.
Maintenance
7-12
D
A
B
/
B
Position rotor over lower half casing and position
bushings and casing rings, making sure anti-rotation
holes and slots are in the down position and that
they enter their respective fits in lower half casing.
CAUTION
WHEN LOWERING ROTOR INTO CASING,
BUSHINGS AND CASING RINGS MUST BE
PROPERLY LOCATED TO INSURE THAT LO-
CATING PINS (2-315) ARE ENGAGED. IF THIS IS
NOT DONE, PINS COULD BE BENT OR
CRUSHED.
7. Lower rotor into casing slowly, making sure it is
seated properly.
8. Install the upper half of center bushing (3-407)
and seat taper dowel pins (3-029A). Install cap-
screws (3-118A) and tighten.
9. Install upper half of channel rings (3-060) and
seat shoulder screws (3-029B).
10. Rig upper half casing (3-002) to an overhead
hoist. Refer to LIFTING EQUIPMENT section.
Position upper half casing over lower half and lower
carefully, making sure all rings and bushings enter
their proper fit.
Install main parting flange dowel pins (3-029C) and
seat.
Install main parting flange washers (3-246) and nuts
(3-179) and torque to the recommended value.
NOTE
Make sure parting flange jack screws (3-118B), in
lower half casing, are backed out far enough so as
not to protrude above parting flange machined sur-
face.
ASSEMBLE STUFFING BOX EXTENSION
If pump is equipped with a cooled stuffing box ex-
tension (4-264) if must be assembled to pump at this
time.
1. Renew O ring (4-456B) and assemble to O
ring groove on stuffing box extension.
2. Assemble stuffing box extension (4-264) to the
casing. Assemble washers (4-241B) and nuts (4-
279B). Tighten nuts to the proper torque value.
CHECK ROTOR VERTICAL LIFT
It is necessary to check and record the vertical lift of
the rotor within the casing.
1. Place a dial indicator on the upper half casing
with the indicator tip resting on the top of the shaft.
Zero the indicator.
2. Using a bar and a block of wood under the shaft,
lift the shaft and record the movement. Take meas-
urements at both ends of the pump.
3. The minimum acceptable vertical movement is
the minimum back ring clearance on the suction end
of the pump and the minimum throttling bushing
clearance on the discharge end of the pump. For
clearances, refer to the assembly drawings included
in Appendix of this manual.
4. If this minimum movement is not obtained, the
cause must be investigated and corrected.
CHECK ROTOR AXIAL FLOAT
1. Push the rotor (3-184) toward the coupling end
as far as it will go.
CAUTION
DO NOT FORCE ROTOR.
NOTE
Some of the rotor weight may have to be supported
externally. The rotor is now being supported by the
impeller rings contacting the channel rings.
2. Place a piece of masking tape on the shaft (if
seal is used) or shaft sleeve (if packed box is used),
in the stuffing box area, at the thrust end of the
pump. Place a scale across the face of the stuffing
box and make a line on the masking tape.
3. Push the rotor toward outboard end as far as it
will go. Using scale, mark another line on masking
tape.
Maintenance
7-13
D
A
B
/
B
4. Measure and record the total rotor end float be-
tween the two lines. The acceptable minimum end
float is given on the pump assembly drawing (in-
cluded in Appendix). If this minimum end float is not
obtained, the cause must be investigated and cor-
rected. Two of the most likely causes could be:
A. Impellers not properly seated against the split
ring.
B. Improperly machined part, i.e. impeller ring or
channel ring.
5. Mark another line midway between the first two
lines. This Center line represents the centering of
the impellers within their volutes. Masking tape is to
be left on shaft for use in CENTRALIZE ROTOR
AXIALLY.
HORIZONTAL AND VERTICAL SHAFT ALIGN-
MENT
1. If pump is equipped with a seal cage (4-014), the
seal cage is to be assembled to shaft and temporar-
ily positioned on shaft sleeve.
NOTE
For pumps equipped with mechanical seal (4-429),
install coupling-end seal only. Install gland bolting,
but do not tighten. Do not tighten setscrews in lock
collar, as shaft must be free to move thru mechanical
seal.
2. Assemble Plain Bearing
A. Slide pump-side flinger (5-157A) onto shaft and
rest near stuffing box. Do not tighten setscrew (5-
259B) at this time.
B. Slide pump-side end cover (5-160A) onto shaft.
C. Heat plain bearing (5-205) and install on shaft.
(Refer to pages titled BEARING HANDLING IN-
FORMATION.)
D. Install journal sleeve (5-135), bearing lockwasher
(5-241), locknut (5-240) and tighten. Set locking
tabs of lockwasher.
E. Assemble bearing housing (5-159) into position
over the plain ball bearing (5-205). Install dowel pins
(5-029) and snug down capscrews (5-118A). Install
both the horizontal and vertical adjusting screws (5-
259A) in the bearing housing mounting flange. Re-
move dowel pins (5-029).
F. Assemble oil ring (5-031) on journal sleeve (5-
135). Apply a layer of liquid gasket to machined
surface of end covers (5-160A and 5-160B). As-
semble bearing end covers to bearing housing. In-
stall capscrews (5-118B and 5-118C). Torque cap-
screws to proper value.
G. Install coupling-side flinger (5-157B). Do not
tighten setscrews (5-259B) at this time.
3. Assemble Thrust Bearing
A. Slide pump-side flinger (6-157) onto shaft to-
wards stuffing box. Do not tighten setscrew (6-
259B) at this time.
B. Slide pump-side end cover (6-160) with .020
in.(.51 mm) shims (6-257B) and O ring (6-456)
onto shaft.
C. Install shims (6-257A) against shaft shoulder if
amount was recorded at disassembly. If shim thick-
ness was not recorded at disassembly or if rotor was
rebuilt completely, do not install any shims at this
time.
D. Assemble Dummy Bearing to shaft. It is rec-
ommended for initial pump assembly (pump being
assembled for ROTOR CENTRALIZATION
CHECK), that a DUMMY BEARING (not fur-
nished) be substituted for the double row thrust
bearing (6-204). This will ease the assembly and
disassembly process in the event shims (6-257A)
have to be added or removed between thrust bear-
ing and shoulder of shaft. (A DUMMY BEARING
can be made by taking a used set of ball bearings
and opening up the bore so it has a .0005 in.(.0127
mm) to .0010in.(.0254 mm) loose fit to the shaft.)
Compare width of outside bearing races with new
bearing races. Differences must be compensated
when adjusting for .005 in.(.127 mm) to .010 in.(.254
mm) end play.
E. Install journal sleeve (6-135), lockwasher (6-
241A), locknut (6-240) and tighten.
Maintenance
7-14
D
A
B
/
B
NOTE
Do not set locking tab of lockwasher at this time,
Dummy Bearing will have to be removed.
F. Carefully install bearing housing (6-159) into po-
sition over the thrust ball bearing.
NOTE
Bearing bodies have been pre-set at factory and
doweled to casing. Rotor vertical and horizontal
alignment should be checked. Rotor should turn
with no indication of binding. Should rotor require
further adjustment, remove dowel pins (5-029/6-029)
and proceed with Steps 4,5, and 6.
G. Install dowel pins (6-029) and bearing housing to
casing capscrews (6-118A) and snug down cap-
screws. Install both the vertical and horizontal ad-
justing screws (6-259A) in the bearing housing
mounting flange. Remove dowel pins (6-029).
NOTE
If bearing housing contacts ball thrust bearing and
moves rotor off center mark, remove shims (6-
257A) between ball bearing and shaft shoulder and
reposition rotor back on center mark.
4. Using a set of inside-spring calipers and the ad-
justing screws (2-259A), adjust the horizontal and
vertical position of the shaft at the plain bearing end
so that the distance between the shaft sleeve or
shaft and the stuffing box bore is the same all the
way around.
5. Repeat Step 4 on thrust end, then recheck plain
end. Pump shaft should turn free with no indication
of binding or rubbing. This should be taken into
consideration when making adjustments.
6. When vertical and horizontal alignment is ob-
tained, tighten bearing housing bolting except the
two top bolts at the adjusting screws. Ream dowel
holes and install dowel pins (5-029/6-029). Loosen
adjusting screws and tighten the two top bearing
housing bolts.
CENTRALIZE ROTOR AXIALLY
1. Make sure center mark on masking tape is in line
with stuffing box face per step 5 of CHECK ROTOR
AXIAL FLOAT instructions.
2. Install dial indicator on thrust bearing housing (6-
159) so indicator contacts the end of shaft. Set indi-
cator at zero.
3. Push rotor outboard to ensure contact between
thrust ball bearing (6-204) and bearing housing (6-
159).
4. Read the distance the shaft moved on the dial
indicator. This is the amount of shims (6-257A) to be
installed between thrust ball bearing (6-204) and
shaft.
SET THRUST BEARING END PLAY
CAUTION
THE THRUST BALL BEARING REQUIRES .005
TO .010 AXIAL END PLAY.
1. Install inboard end cover (6-160) with shims (6-
257B) and O ring (6-456). Install lockwashers (6-
241B) and capscrews (6-118B).
2. Install a dial indicator on thrust bearing housing
(6-159) so indicator contacts the end of the shaft.
Push rotor inboard (towards coupling end) and set
indicator at zero. Push rotor outboard. The dial in-
dicator will show amount of axial end play.
a. If distance indicated is between .005 in.(.127 mm)
to .010 in.(.254 mm) no further shims adjustment is
required.
b. If distance indicated is above .010 in.(.254 mm),
remove inboard end cover (6-160) and remove
amount of shims (6-257B) which will reduce axial
end play to .005 in.(.127 mm) to .010 in.(.254 mm).
c. If distance indicated is below .005 in.(.127mm),
remove inboard end cover (6-160) and add shims (6-
257B) which will increase axial end play to .005
in.(.127 mm) to .010 in.(.254 mm) (shims may be cut
for ease of assembly).
Maintenance
7-15
D
A
B
/
B
Install inboard end cover (6-160) with shims (6-
257B) and O ring (6-456). Install lockwashers (6-
241B) and capscrews (6-118B). Torque capscrews
to proper torque value.
INITIAL THRUST BEARING ASSEMBLY
1. Using a strap wrench, rotate pump shaft to be
sure rotor is properly aligned and does not bind.
CAUTION
DO NOT ROTATE PUMP SHAFT EXCESSIVELY.
INTERNAL PARTS DEPEND ON THE LIQUID
BEING PUMPED FOR LUBRICATION.
2A. Pumps equipped with stuffing box packing.
1. Install stuffing box packing (4-064). Refer to
STUFFING BOX section.
2. Position plain bearing flinger (5-157A/B) ap-
proximately .040 in.(1.02 mm) away from end covers
and tighten setscrews (5-259B).
3. Remove thrust bearing housing (6-159) from
pump.
4. Remove bearing locknut (6-240), bearing lock-
washer (6-241A), journal sleeve (6-135) and
Dummy Bearing from pump shaft.
2B. Pumps equipped with mechanical seals.
1. Position plain bearing flingers (5-157A/B) ap-
proximately .040 in.(1.02 mm) away from end covers
and tighten setscrews (5-259B).
2. Remove thrust bearing housing (6-159) from
pump.
3. Remove bearing locknut (6-240), bearing lock-
washer (6-241A), journal sleeve (6-135) and
Dummy Bearing from pump shaft.
4. Remove tape from shaft at stuffing box area and
install thrust bearing end mechanical seal (4-429).
Tighten gland nuts (4-279A) of both mechanical
seals per STUFFING BOX section.
CAUTION
DO NOT TIGHTEN LOCK COLLAR SETSCREWS
AT THIS TIME.
FINAL THRUST BEARING ASSEMBLY
1. Position flinger (6-157), end cover (6-160), O
ring (6-456) and end cover shims (6-257B) in their
approximate position on pump shaft.
2. Install shaft shims (6-257A). Make sure shims
are properly seated against shaft shoulder.
3. Heat thrust bearings (6-204) and install on the
shaft in the back to back position (stamping will be
face to face) as shown in sketch. (Refer to BEAR-
ING HANDLING INFORMATION).
4. Install journal sleeve (6-135), bearing lockwasher
(6-241) and bearing locknut (6-240) and tighten.
5. Carefully assemble bearing housing (6-159) into
position over the thrust ball bearing (6-204).
6. Install dowel pins (6-029) and bearing housing to
casing capscrews (6-118A) and tighten to the proper
torque value.
NOTE
Ensure dowel pins (6-029) seat properly to obtain
rotor alignment.
7. Install oil ring (6-031) into position on journal
sleeve (6-135).
Maintenance
7-16
D
A
B
/
B
8. Assemble inboard end cover (6-160) with shims
(6-257B) and O ring (6-456) to bearing housing (6-
159). Install lockwashers (6-241B) and capscrews
(6-118B). Tighten to proper torque value.
9. Apply a layer of liquid gasket to the machined
surface of end cover (6-158). Install end cover with
capscrews (6-118C). Tighten capscrews to proper
torque value.
FINAL ASSEMBLY
1. Position bearing flingers (5-157A/B & 6-157) ap-
proximately .040 in.(1.02 mm) away from end covers
and tighten the setscrews (5-259B & 6-259B).
2. Using a strap wrench, rotate pump shaft to be
sure rotor is properly aligned and does not bind.
CAUTION
DO NOT ROTATE PUMP SHAFT EXCESSIVELY.
INTERNAL PARTS DEPEND ON THE LIQUID
BEING PUMPED FOR LUBRICATION.
3. Install coupling key, pump half coupling, coupling
nut and set coupling nut setscrews (refer to COU-
PLING REMOVAL section).
4. Check coupling/shaft alignment as described un-
der SHAFT/COUPLING ALIGNMENT and assem-
ble coupling.
5. Install coupling guard.
6. Replace all auxiliary piping, instrumentation and
pipe plugs.
7. Fill bearing housing oil reservoir (refer to LU-
BRICATION section instructions).
8. Refer to OPERATION section for starting pro-
cedure.
Parts Information
8-1
D
A
B
/
B
WARNING
THE USE OF PARTS OTHER THAN FLOWSERVE CORP. APPROVED PARTS MAY CREATE HAZARDOUS
CONDITIONS OVER WHICH FLOWSERVE CORP. HAS NO CONTROL. SUCH HAZARDOUS CONDITIONS
CAN LEAD TO INJURY, OR RESULT IN DAMAGE TO THE EQUIPMENT. FLOWSERVE CORP. DOES NOT
SUPPORT NOR WILL BE RESPONSIBLE FOR THE USE OF NON FLOWSERVE CORP. FURNISHED PARTS
NOR THE USE OF MATERIALS WHICH ARE NOT AS ORIGINALLY FURNISHED WITHOUT THE EX-
PRESSED WRITTEN APPROVAL OF FLOWSERVE CORP.
SERVICE CONDITIONS
For 24-hour emergency repair service, contact the Flowserve Service Department at 1-800-547-8671 or contact
the nearest Flowserve Service Center.
ORDERING INSTRUCTIONS
To place an order, contact the nearest Flowserve Office listed on pg. 8-10
For 24-hour parts ordering service, call the Flowserve Parts Distribution Center at 1-800-526-3569
The information following should be included when ordering any parts for your pump:
FLOWSERVE ORDER: See Pump Data Sheet
PUMP SERIAL NUMBER: See Pump Data Sheet/Pump Nameplate
PUMP SIZE: See Pump Data Sheet/Pump Nameplate
Refer to the Assembly Drawing and Parts List (found in appendix of this manual) for part numbers, quantities, and
recommended spare part classifications.
EXAMPLE
PART DESCRIPTION PART NUMBER QUANTITY
Shaft 62000000 1
Impeller Ring Front Ring For Impeller 62000001 1
Parts Information
8-2
D
A
B
/
B
RECOMMENDED SPARE PARTS
A recommended spare parts classification is offered for Flowserve parts furnished on this unit. The classification
of a required part can be identified by referring to the appropriate assembly drawing and parts list included in the
appendix of this manual.
The recommended spare parts are divided into three classifications which are defined below.
CLASS 1 (Minimum):
Covers recommended spare parts for a single unit where additional spare parts are ordinarily available from
branch or dealer stock. Suggested for Domestic Service handling non-corrosive liquids where interruptions in
service are not objectionable.
CLASS 2 (Average):
Covers recommended spare parts for a single unit where additional spare parts are not readily available. Sug-
gested for Domestic Service handling abrasive or corrosive liquids where some interruptions in service are
permissible.
CLASS 3 (Maximum):
Covers recommended spare parts for a single unit where maximum protection from major shutdown must be
afforded. Suggested for Export Service or Domestic Service where minimum loss of service is essential.
The Flowserve Sales Representative in your area will gladly review the class of spares best suited to your re-
quirement.
Parts Information
8-3
TYPICAL ROTOR ASSEMBLY PARTS LIST
NOUN CODE PART NAME
003A IMPELLER ASSEMBLY L.H. *
003B IMPELLER ASSEMBLY R.H. *
006 RING - CASING
010 SHAFT
011 KEY IMPELLER
252 RING - SPLIT
291 KEY THROTTLING SLEEVE
408 CENTER SLEEVE
440 SLEEVE - THROTTLING
* IMPELLER ASSEMBLY 003A/B CONSISTS OF
003 IMPELLER
004 RING IMPELLER (FRONT)
005 RING IMPELLER (BACK)
259 SETSCREW
NOTE
REFER TO ASSEMBLY DRAWINGS AND PARTS LISTS (FOUND IN AP-
PENDIX OF THIS MANUAL) FOR PART NUMBERS, QUANTITIES, AND
RECOMMENDED SPARE PART CLASSIFICATIONS.
EXPLODED VIEW NO. 1
TYPICAL ROTOR ASSEMBLY
Parts Information
8- 4
LOWER HALF BUSHINGS, ROTOR AND CASING ASSEMBLY PARTS
LIST
NOUN CODE PART NAME
001 LOWER HALF CASING
006 RING - CASING
060 CHANNEL RING (LOWER HALF)
088 STUFFING BOX BUSHING *
170 GASKET MAIN PARTING FLANGE
184 ROTOR COMPLETE
315 LOCATING PIN
407 CENTER BUSHING (LOWER HALF)
441 THROTTLING BUSHING
* THIS STUFFING BOX BUSHING IS NOT USED WITH A COOLED STUFFING BOX EX-
TENSION IN COMBINATION WITH A PACKED BOX
NOTE
REFER TO ASSEMBLY DRAWINGS AND PARTS LISTS (FOUND IN APPENDIX OF THIS
MANUAL) FOR PART NUMBERS, QUANTITIES, AND RECOMMENDED SPARE PART
CLASSIFICATIONS.
EXPLODED VIEW NO 2
LOWER HALF BUSHINGS,
ROTOR & CASING ASSEMBLY
Parts Information
8- 5
UPPER HALF BUSHINGS AND CASING ASSEMBLY PARTS LIST
NOUN CODE PART NAME
001 LOWER HALF CASING
002 UPPER HALF CASING
006 RING - CASING
029A DOWEL PIN (CENTER BUSHING)
029B SHOULDER SCREW (CHANNEL RING)
029C DOWEL PIN (CASING)
060 CHANNEL RING (UPPER HALF)
088 STUFFING BOX BUSHING *
118A CAP SCREW (CENTER BUSHING)
118B SCREW - JACKING
170 GASKET (MAIN PARTING FLANGE)
178 STUD (MAIN PARTING FLANGE)
179 CAP NUT (MAIN PARTING FLANGE)
184 ROTOR COMPLETE
246 WASHER (MAIN PARTING FLANGE)
407 CENTER BUSHING (UPPER HALF)
417 PIPE PLUG
441 THROTTLING BUSHING
* THIS STUFFING BOX BUSHING IS NOT USED WITH A COOLED STUFFING BOX EX-
TENSION IN COMBINATION WITH A PACKED BOX
NOTE
REFER TO ASSEMBLY DRAWINGS AND PARTS LISTS (FOUND IN APPENDIX OF THIS
MANUAL) FOR PART NUMBERS, QUANTITIES, AND RECOMMENDED SPARE PART
CLASSIFICATIONS.
EXPLODED VIEW NO 3
UPPER HALF BUSHINGS,
& CASING ASSEMBLY
Parts Information
8- 6
SHAFT SEALING PARTS LIST
NOUN CODE PART NAME
178 STUFFING BOX STUDS
183 CASING COMPLETE
184 ROTOR COMPLETE
PACKED BOX
008 SHAFT SLEEVE
014 SEAL CAGE
016 GLAND
064 PACKING
118 CAP SCREW (GLAND)
246A GLAND WASHER
279A GLAND NUT
291 KEY SHAFT SLEEVE
397 RETAINING RING
417 PIPE PLUG
456A O-RING (SHAFT SLEEVE)
MECHANICAL SEAL
246A GLAND WASHER
279A GLAND NUT
429 MECHANICAL SEAL COMPLETE
NOTE
REFER TO ASSEMBLY DRAWINGS AND PARTS LISTS (FOUND IN
APPENDIX OF THIS MANUAL) FOR PART NUMBERS, QUANTI-
TIES, AND RECOMMENDED SPARE PART CLASSIFICATIONS.
EXPLODED VIEW NO. 4
SHAFT SEALING
D
A
/
D
A
H
A
L
L
Parts Information
8- 7
PLAIN BEARING END PART LIST
NOUN CODE PART NAME
029 DOWEL PIN
031 OIL RING
043 OIL SIGHT GLASS
118A CAPSCREW (BEARING HOUSING TO CASING)
118B CAPSCREW (END COVER)
118C CAPSCREW (END COVER)
135 JOURNAL SLEEVE
157A FLINGER
157B FLINGER
159 BEARING HOUSING
160A BEARING END COVER (INBOARD)
160B BEARING END COVER (OUTBOARD)
205 BALL BEARING
240 LOCKNUT (BEARING)
241 LOCKWASHER (BEARING)
258 NUT (DOWEL PIN)
259A SETSCREW (BEARING HOUSING)
259B SETSCREW (FLINGER)
415 NIPPLE
417A PIPE PLUG
417B PIPE PLUG
743 CONSTANT LEVEL OILER
806 UNION
NOTE
REFER TO ASSEMBLY DRAWINGS AND PARTS LISTS (FOUND IN APPENDIX OF THIS
MANUAL) FOR PART NUMBERS, QUANTITIES, AND RECOMMENDED SPARE PART
CLASSIFICATIONS.
EXPLODED VIEW NO. 5
PLAIN BEARING END
Parts Information
8- 8
THRUST BEARING END PART LIST
NOUN CODE PART NAME
029 DOWEL PIN
031 OIL RING
043 OIL SIGHT GLASS
118A CAPSCREW
118B CAPSCREW
118C CAPSCREW
135 JOURNAL SLEEVE
157 FLINGER
158 BEARING END COVER (OUTBOARD)
159 BEARING HOUSING
160 BEARING END COVER (INBOARD)
204 BALL BEARING THRUST
240 LOCKNUT (BEARING)
241A LOCKWASHER (BEARING)
257A SHIM
257B SHIM
258 NUT (DOWEL PIN)
259A SETSCREW (BEARING HOUSING ADJUSTING)
259B SETSCREW (FLINGER)
415 NIPPLE
417A PIPE PLUG
417B PIPE PLUG
456 O-RING (END COVER)
743 CONSTANT LEVEL OILER
806 UNION
NOTE
REFER TO ASSEMBLY DRAWINGS AND PARTS LISTS (FOUND IN APPENDIX OF THIS
MANUAL) FOR PART NUMBERS, QUANTITIES, AND RECOMMENDED SPARE PART
CLASSIFICATIONS.
EXPLODED VIEW NO. 6
THRUST BEARING END
Parts Information
8-9
FLOWSERVE CORPORATION PUMP SERVICE CENTERS
Baton Rouge SC
4152 Rhoda Drive
Baton Rouge, LA 70816
Phone: 225-293-5780
Fax: 225-281-8134
Boothwyn SC
11 Creek Parkway
Boothwyn, PA 19061
Phone: 610-859-0700
Fax: 610-859-0711
Cleveland SC
6250 Halle Drive
Cleveland, OH 44125
Phone: 216-524-6155
Fax: 216-642-5741
Fairfield SC
142 Clinton Road
Fairfield, NJ 07004
Phone: 973-227-4565
Fax: 973-227-6615
Leduc/Edmonton SC
4405 70th
Avenue
Leduc, Alberta
Canada T9E 7E6
Phone: 780-986-7100
Fax: 403-986-4854
Sarnia SC
235 Henry Drive RR No. 4
Sarnia, Ontario
Canada N0N 1T0
Phone: 519-336-3614
Fax: 519-336-7410
Texas City SC
146 FM 519 Building 4C
Texas City, TX 77568
Phone: 409-935-1977
Fax: 409-935-2269
Woodbridge SC
120 Vinyl Court
Woodbridge, Ontario
Canada L4L 4A3
Phone: 905-856-1140
Fax: 905-856-2010
Beaumont SC
2920 West Cardinal Drive
Beaumont, TX 77705
Phone: 409-842-5594
Fax: 409-842-5958
Carson SC
24351 S. Wilmington
Carson, CA 94510
Phone: 310-522-0925
Fax: 310-522-0758
Customer Field Service
942 Memorial Parkway
Phillipsburg, NJ 08865
Phone: 908-859-7066
Fax: 908-859-7836
Greer SC
2431 S. Highway #14
Greer, SC 29650-8201
Phone: 864-879-7276
Fax: 864-879-0997
Parts Distr. Center (Moosic)
Rocky Glen Road
Rocky Glen Industrial Park
Moosic, PA 18507
Phone: 717-451-2200
Scranton Parts
942 Griffin Pond Road
Clark Summit, PA 18411
Phone: 570-586-8800
Fax: 570-587-5006
Vancouver SC
10400 N.E. 13th
Street
Vancouver, WA 98686
Phone: 360-573-5211
Fax: 360-574-7656
Benecia SC
6077 Egret Court
Benecia, CA 94510
Phone: 707-745-3773
Fax: 707-746-1568
Charlotte SC
4816 Worth Place
Charlotte, NC 28216
Phone: 704-399-0446
Fax: 704-393-7296
Elgin SC
695 Church Road
Elgin, IL 60123
Phone: 847-742-9510
Fax: 847-742-9593
Houston SC
6832 Wynnwood Lane
Houston, TX 77008
Phone: 713-868-6666
Fax: 713-868-6630
Pittsburgh Parts
1885 Mayview Road
Bridgeville, PA 15017
Phone: 412-257-4600
Fax: 412-257-3162
Tampa SC
6405 Badger Drive
Tampa, FL 33610
Phone: 813-621-8865
Fax: 813-626-1274
Wasilla SC
2051 Foundry Way
Wasilla, AK 99654
Phone: 907-376-0550
Fax: 907-376-0669
D
A
B
/
B
Parts Information
8-10
FLOWSERVE CORPORATION DOMESTIC SALES FACILITIES
Alabama
574 Azalea Road, Suite 106
Mobile, AL 36609
Phone: 334-666-0402
Fax: 334-666-7460
California (Chico)
844 Broadway
Chico, CA 95928
Phone: 530-342-3551
Fax: 530-342-9667
Chicago (Glen Ellyn)
800 Roosevelt Road, Bldg. B, Suite
200
Glen Ellyn, IL 60137
Phone: 630-545-0290
Fax: 630-545-0297
Georgia (Savannah)
109 Wigmore Court
Savannah, GA 31410
Phone: 912-927-2490
Fax: 912-927-2493
Massachusetts
5 Gallant Rd.
Peabody, MA 01960
Phone: 978-538-7115
Fax: 508-638-7119
Missouri
12 Foxbend Court
St. Charles, MO 63301
Phone: 636-443-0250
Fax: 636-443-0251
New York (Buffalo)
716 Southside Avenue
Cherry Creek, NY 14723
Phone: 716-296-5420
Fax: 716-296-5423
Arizona
8109 E. Del Timbre
Scottsdale, AZ 85258
Phone: 480-998-9698
Fax: 480-998-3836
California (Vernon)
2300 East Vernon Avenue
Vernon, CA 90058
Mailing Address:
P.O. Box 512017
Los Angeles, CA 90051-0017
Phone: 323-587-6171
Fax: 323-589-2080
Florida
2568 Pine Cove Lane
Clearwater, FL 33481
Phone: 727-712-9484
Fax: 727-712-3934
Louisiana (Baton Rouge)
12134 Industriplex Blvd.
Baton Rouge, LA 70809
Phone: 225-756-0080
Fax: 225-766-4080
Michigan
610 Hampden
Midland, MI 48640
Phone: 517-832-8441
Fax: 517-832-8800
New Jersey
333 Littleton Road, Suite 303
Parsippany, NJ 70054
Phone: 973-334-9444
Fax: 973-334-9455
New York (Stoney Point)
1 Pymn Court
Stoney Court, NY 10980
Phone: 914-947-9070
Fax: 914-947-9066
California (Carson)
24341 S. Wilmington Ave.
Carson, CA 90745
Phone: 310-522-0925
Fax: 310-522-0758
Chicago (Elgin)
695 Church Road
Elgin, IL 60123
Phone: 847-741-0400
Fax: 847-741-0687
Georgia (Alpharetta)
1145 Santuary Parkway, Suite
130 Alpharetta, GA 30004
Phone: 770-569-8380
Fax: 770-569-9707
Louisiana (Kenner)
1500 W. Esplanade Ave., Unit
40E Kenner, LA 70065
Phone: 504-463-5994
Fax: 504-466-0218
Minnesota
Yankee Square Office 2, Suite
206 3470 Washington Drive
Eagan, MN 55122
Phone: 651-452-7867
Fax: 612-452-7888
New Orleans
9417 Nottaway PI.
River Ridge, LA 70123
Phone: 504-739-1112
Fax: 504-739-1113
North Carolina
5600 Wedgewood Drive
Charlotte, NC 28210
Phone: 704-522-8478
Fax: 704-522-1548
D
A
B
/
B
Parts Information
8-11
Ohio
3419 Grace Avenue
Cincinnati, OH 45208
Phone: 513-871-0024
Fax: 513-871-0355
Pennsylvania (Pittsburgh)
1300 Parkway View Drive
Pittsburgh, PA 15205
Phone: 412-788-1480
Fax: 412-788-6705
Texas (Beaumont)
1290 Texla Rd.
Vidor, TX 77662
Mailing Address:
P.O. Box 1449
Mauriceville, TX 77626
Phone: 409-745-5055
Fax: 409-745-5054
West Virginia
4785 Coal River Road
Alum Creek, WV 25003
Phone: 304-756-3498
Fax: 304-766-3140
Pennsylvania (Boothwyn)
Sales 103 Chelsea Parkway
Boothwyn, PA 19016
Phone: 610-859-9449
Fax: 610-859-8965
Tennessee (Knoxville)
1136 Oak Haven Rd.
Knoxville, TN 37932
Phone: 423-671-4080
Fax: 423-671-4084
Texas (Houston)
4214 Bluebonnet Dr.
Stafford, TX 77477
Phone: 281-240-4120
Fax: 281-240-5182
Pennsylvania (Boothwyn)
Sales/SC
1000 Creek Parkway
Naamans Creek Center
Boothwyn, PA 19061
Mailing Address:
P.O. Box 2230
Boothwyn, PA 19061
Phone: 610-859-0800
Fax: 610-859-0711
Tennessee (Memphis)
8829 Center St., Suite 200
Southaven, TN 38671
Phone: 662-280-4767
Fax: 662-280-4768
Washington
4305 Lakeview Drive S.E.
Port Orchard, WA 98366
Phone: 425-822-6116
Fax: 425-828-4046
D
A
B
/
B
Parts Information
8-12
FLOWSERVE CORPORATION INTERNATIONAL SALES FACILITIES
Argentina (Buenos Aires)
Blanco Encalada 60 -
(1603) Villa Martelli
PCIA. Buenos Aires Argentina
Phone: 54-11-4709-6800
Fax: 54-11-4709-7069
Canada (Calgary)
5920-1 A St., S.W. Suite 106
Calgary, Alberta T2H OG3
Canada Phone: 403-252-7769
Fax: 403-259-4188
Canada (Toronto)
120 Vinyl Court
Woodbridge, Ontario
L4L 4A3 Canada
Phone: 905- 856-0701
Fax: 905-856-6990
France
51 Rue Tremiere
Villiage d'Enterprises
Quartier Du Triolo, F-59650
Villeneuve D'Ascq France
Phone: 33-3-20-61-7361
Fax: 33-3-20-91-7866
Japan
2-7-15 Hamamatsu-cho
5-25-16 Higashi-Gotanda
Minato-ku, Tokyo 105-0013
Japan
Phone: 81-3-3431-6907
Fax: 81-3-3431-6908
Mexico (Salina Cruz)
Av. Puerto Angel #408
Col. Centro, Salina Cruz, Oax.
C.P. 70600 Mexico
Phone: 527-845-1206
Fax: 528-327-5952
Argentina (Mendoza)
Chuquisaca 302
(5547) Godoy Cruz
Mendoza Argentina
Mailing Address:
Casilla de Correo 40 (5001)
Godoy Cruz, Mendoza Argentina
Phone: 54-261-2300
Fax: 54-261-427-2524
Canada (Leduc)
4405-70 Avenue
Leduc, Alberta T9E 7E6 Canada
Phone: 780-986-7100
Fax: 780-986-4854
Canada (Montreal)
2345 Michellin, Suite 200
Laval, PQ H7L 5B9 Canada
Phone: 514-973-2046
Fax: 514-973-4438
Germany
Dischingerstrasse 4
D-69123 Heidelberg, Germany
Phone: 49-6221-776041
Fax: 49-6221-700353
Mexico (Coatzacoalcos)
AV. Puente #157, Depto. 203
Las Americas
Coatzacoalcos, VIER. C.P. 96480
Mexico
Phone: 529-215-2658
Fax: 529-215-2890
Mexico (Tampico)
Tampico #203
Col Matamoros, Tampico, Tamp
C.P. 89270 Mexico
Phone: 521-214-0036
Fax: 521-212-2824
Australia/New Zealand
14 Dalmore Drive
Scoresby, Victoria 3179
Australia
Phone: 61-3-9764-8622
Fax: 61-2-9475-0618
Canada (Vancouver)
#211 Lincoln Centre
3030 Lincoln Avenue
Coquitiam, British Columbia
V3B6BR Canada
Phone: 604-464-9930
Fax: 604-464-9931
China
Rm. 1 K, Guo Men Office Building
No. 1, Zuojiazhuang
Chaoyand District, Beijing China
Phone: 86-10-64646771
Fax: 86-10-64646775
Italy
Via Galvani 6/8
20054 Nova Milanese (MI), Italy
Phone: 39-0362-49911
Fax: 39-0362-499126
Mexico (Monterrey)
Productividad #200, Parque
Industrial Promofisa
CD. Guadalupe, N.L. C.P. 67110
Mexico
Phone: 528-327-5926
Fax: 528-327-5815
Mexico (Villahermosa)
Venustiano Carranza #235
Depto #2
Col Centro, Villahermosa, tab. C.P.
86000 Mexico
Phone: 529-314-2316
Fax: 529-314-2317
D
A
B
/
B
Parts Information
8-13
Netherlands
Vossendaal 29
4877 AA Etten Leur
Netherlands Phone:
31-76-5028100
Fax: 31-76-5028150
Spain
Ctra. Nacional III, Km 23'600
28500 Arganda del Rey
Madrid Spain
Phone: 34-91-8719009
Fax: 34-91-8719194
United Kingdom (Esher)
Waynflete House
74 - 76 High Street
Esher, Surrey KT10 9QS
United Kingdom
Phone: 44-1372-469695
Fax: 44-1372-460190
Venezuela (Maracaibo)
Unicentro Virginia Avenida 3C
con Calle 67
Local 5, Planta Baja
Maracaibo, Venezuela
Mailing Address:
c/o Buzoom
P.O. Box 028537C
Miami, FL 33102 USA
Phone: 58-61-911-129
Fax: 58-61-921-904
Saudi Arabia
P.O. Box 209
AI-Khobar 31952, Saudi Arabia
Phone: 966-3-857-3146
Fax: 966-3-857-2862
United Arab Emerites
P.O. Box 3374
Abu Dhabi, United Arab Emirates
Phone: 971-2-317141
Fax: 971-2-326037
Venezuela (Caracas)
Edificio Agfa
3RA Transversal De Los Ruices
Piso 3-Los Ruices
Caracas, Venezuela
Phone: 2-239-00681946919369
Fax: 2-239-9761 /9512
Singapore
12 Tuas Avenue
Singapore 638824 Singapore
Phone: 65-862-3332
Fax: 65-868-4603
United Kingdom
Eastern Hemisphere &
Asia/Pacific
Harley House
94 Hare Lane, Claygate
Esher, Surrey KT10 ORB
United Kingdom
Phone: 44-1372-463700
Fax: 44-1372-463801
Venezuela (Maracaibo)
Torre Ejecutiva N. 75-51 Primer
Piso, Oficina 1 B Ave. 4 Bella Vista
Entre Calles 75 & 76
Maracaibo, Venezuela
Phone: 58-61-9327671934348
Fax: 58-61-933114
D
A
B
/
B
You might also like
- Manual DA5Document71 pagesManual DA5Edgar CanelasNo ratings yet
- Operation Manual: & Parts ListDocument62 pagesOperation Manual: & Parts ListanggieNo ratings yet
- Bhr240n Iom Rev 0Document60 pagesBhr240n Iom Rev 0Saipavan ChanduNo ratings yet
- CW Pumps - BHM 150 - O&M ManualDocument118 pagesCW Pumps - BHM 150 - O&M ManualRajagopal GanapathyNo ratings yet
- Hibon Tri Lobe Blower Manual PDFDocument55 pagesHibon Tri Lobe Blower Manual PDFtayyabeme100% (1)
- HIGHPRESSUNIT-MS2059 - Operation & Maintenance ManualDocument33 pagesHIGHPRESSUNIT-MS2059 - Operation & Maintenance Manualzulu80No ratings yet
- 6x5Document23 pages6x5xiaoyaozi1987No ratings yet
- Manual Bomba KSB RPK 41 1118Document20 pagesManual Bomba KSB RPK 41 1118elegel1982100% (2)
- Hibon Tri Lobe Blower ManualDocument55 pagesHibon Tri Lobe Blower Manualmsaqibraza9350% (2)
- 2007 Manitou Shock Service Manual - Rev NCDocument35 pages2007 Manitou Shock Service Manual - Rev NCJose Maria Montes100% (2)
- 2004 Swinger Service Manual: PN 042133, REV NCDocument47 pages2004 Swinger Service Manual: PN 042133, REV NCGraku MartínNo ratings yet
- Pump-Elite - Operating InstructionsDocument12 pagesPump-Elite - Operating Instructionsbookslover1No ratings yet
- Liquid Ring Pump ManualDocument25 pagesLiquid Ring Pump ManualCornelius Toni KuswandiNo ratings yet
- Hibon Blower ManualDocument55 pagesHibon Blower ManualAulia RahmanNo ratings yet
- Plentyc6000 ManualDocument22 pagesPlentyc6000 Manualsumu123No ratings yet
- 727 PosrvDocument7 pages727 Posrvtxlucky80No ratings yet
- Installation Manual SKC Series Pump-1Document26 pagesInstallation Manual SKC Series Pump-1Huraira AliNo ratings yet
- 2 - 1 - 07 - 31 - INSTRUCTION MANUAL SEAL OIL PUMP (MSOP, ESOP) - R00read PDFDocument34 pages2 - 1 - 07 - 31 - INSTRUCTION MANUAL SEAL OIL PUMP (MSOP, ESOP) - R00read PDFAnonymous xFV7bg7Q100% (1)
- Viking 4324A Oandm TSM6303 PDFDocument11 pagesViking 4324A Oandm TSM6303 PDFQOBITNo ratings yet
- SANY RSC45 Container Reach Stacker Maintenance ManualDocument29 pagesSANY RSC45 Container Reach Stacker Maintenance Manualmliugong78% (18)
- Operation & Maintenance Manual FOR Non-Clog Type Pumps: Patterson Pump CompanyDocument30 pagesOperation & Maintenance Manual FOR Non-Clog Type Pumps: Patterson Pump CompanysumiNo ratings yet
- Armstrong Installation43.80 VIL I&ODocument14 pagesArmstrong Installation43.80 VIL I&Osas999333No ratings yet
- Mx0301-E (Pump) FlowserveDocument34 pagesMx0301-E (Pump) Flowservehasan099No ratings yet
- Tuthill - Manual de Mantenimiento Linea Equalizer (4000-6000)Document44 pagesTuthill - Manual de Mantenimiento Linea Equalizer (4000-6000)Pedro FernandezNo ratings yet
- 2007 Manitou Shock Service Manual - Rev NCDocument35 pages2007 Manitou Shock Service Manual - Rev NCMaikelNo ratings yet
- Technical Manual Rotary ValveDocument8 pagesTechnical Manual Rotary ValvexichengrenNo ratings yet
- Manuel de Servicio Tsm141 - 2revdDocument13 pagesManuel de Servicio Tsm141 - 2revdjairoNo ratings yet
- Technical Service Manual: Section TSM 144 1 of 10 Issue DDocument10 pagesTechnical Service Manual: Section TSM 144 1 of 10 Issue DHector_Cornejo_5673No ratings yet
- Work Instruction: General Overhauling of Centrifugal Pump OSCS-IMS-WI - 020Document8 pagesWork Instruction: General Overhauling of Centrifugal Pump OSCS-IMS-WI - 020MahmoudNo ratings yet
- IM Series7000 Neptune Mechanical Dia PumpDocument21 pagesIM Series7000 Neptune Mechanical Dia Pumptabman59No ratings yet
- Install, Operate & Maintain Kirloskar PumpsDocument89 pagesInstall, Operate & Maintain Kirloskar PumpsSaikat PurkaitNo ratings yet
- Blower TUTHILL ManualDocument48 pagesBlower TUTHILL ManualEd Ortiz100% (1)
- Hibon Blower Manual Installation GuideDocument55 pagesHibon Blower Manual Installation GuideRicardo RGNo ratings yet
- Technical Service Manual: Section TSM 144 1 OF 10 Issue EDocument10 pagesTechnical Service Manual: Section TSM 144 1 OF 10 Issue EMao LeeNo ratings yet
- IOM DUrcoDocument28 pagesIOM DUrcoAlex RodriguezNo ratings yet
- G-Tech Rotary Lobe Pump OIM ManualDocument23 pagesG-Tech Rotary Lobe Pump OIM ManualGiorgiana Rosu100% (1)
- General Installation, Operation, Maintenance and Troubleshooting Manual FOR Imo Pump Two Screw ProductsDocument24 pagesGeneral Installation, Operation, Maintenance and Troubleshooting Manual FOR Imo Pump Two Screw ProductsJulio C. Sivira CallejaNo ratings yet
- 320cl Hydraulic System-testing&AdjustingDocument60 pages320cl Hydraulic System-testing&Adjustingnegro83100% (7)
- Iso Pro: ISO 5199 Standard Centrifugal PumpsDocument44 pagesIso Pro: ISO 5199 Standard Centrifugal Pumpsbona INSTtechnicianNo ratings yet
- O&m RnaaDocument20 pagesO&m RnaaГеннадий ПарфентьевNo ratings yet
- Instruction ManualDocument34 pagesInstruction ManualARTURO TZITZIHUA HERNANDEZ100% (1)
- Elgin Centrifugal Pump Manual - 052018Document37 pagesElgin Centrifugal Pump Manual - 052018Andrew GoadNo ratings yet
- 900 Xh-1350 XH Sullair - 350 PsigDocument142 pages900 Xh-1350 XH Sullair - 350 PsigJavier Cevallos100% (2)
- Manual Soldadura RidwellDocument12 pagesManual Soldadura RidwellPablo MazalanNo ratings yet
- WP08 Manual PDFDocument37 pagesWP08 Manual PDFGustavo Peinado100% (1)
- Ac 8100 IomDocument63 pagesAc 8100 IomPumpxpertNo ratings yet
- Esl IntensifierDocument44 pagesEsl IntensifierdguyNo ratings yet
- 3196 DetailsDocument148 pages3196 DetailsMervin VarasNo ratings yet
- Attachment 1 - Bk12dhz PumpsDocument14 pagesAttachment 1 - Bk12dhz PumpsluisalonsonucetteranNo ratings yet
- DP15 To 100 BManualweb 2Document22 pagesDP15 To 100 BManualweb 2juantecsup0% (1)
- Nikuni Manual Rev 0507Document31 pagesNikuni Manual Rev 0507Ethical HackerNo ratings yet
- Two Stage Water Ring Vacuum Pump PDFDocument24 pagesTwo Stage Water Ring Vacuum Pump PDFvallamreddyNo ratings yet
- Manual de Operacion y Mantenimiento Compresor Sullair Ls25 SDocument176 pagesManual de Operacion y Mantenimiento Compresor Sullair Ls25 Scristobal_tl2277100% (3)
- Compresor Sullair LS25S-257KWDocument83 pagesCompresor Sullair LS25S-257KWEduardo Saúl Tapia100% (4)
- Installation, Maintenaince and Service Braden PD15B, PD12C, PD17ADocument39 pagesInstallation, Maintenaince and Service Braden PD15B, PD12C, PD17ALázaro ConcepcionNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Major Process Equipment Maintenance and RepairFrom EverandMajor Process Equipment Maintenance and RepairRating: 4 out of 5 stars4/5 (4)
- Reciprocating Compressors:: Operation and MaintenanceFrom EverandReciprocating Compressors:: Operation and MaintenanceRating: 4 out of 5 stars4/5 (7)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Operator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowNo ratings yet
- Single Acting ActuatorsDocument2 pagesSingle Acting ActuatorsEdgar CanelasNo ratings yet
- Mechanical Seal Installation GuideDocument12 pagesMechanical Seal Installation GuideEdgar CanelasNo ratings yet
- Performance Enhancement of Nitrogen Dual MDPIDocument27 pagesPerformance Enhancement of Nitrogen Dual MDPIEdgar CanelasNo ratings yet
- Filtro Peco HorizontalDocument4 pagesFiltro Peco HorizontalEdgar CanelasNo ratings yet
- Filtro PECO Gas CombustibleDocument4 pagesFiltro PECO Gas CombustibleEdgar CanelasNo ratings yet
- SeriesDocument8 pagesSeriesEdgar CanelasNo ratings yet
- L Uk Capisingle PDFDocument8 pagesL Uk Capisingle PDFEdgar CanelasNo ratings yet
- Pipe-to-Soil Potentials: ElectrodesDocument1 pagePipe-to-Soil Potentials: ElectrodesEdgar CanelasNo ratings yet
- Types of Defects in WeldingDocument1 pageTypes of Defects in WeldingEdgar CanelasNo ratings yet
- Filtro Peco HorizontalDocument4 pagesFiltro Peco HorizontalEdgar CanelasNo ratings yet
- Cleaning After ConstructionDocument1 pageCleaning After ConstructionEdgar CanelasNo ratings yet
- Recommended Procedures For Properly Cleaning PipeDocument1 pageRecommended Procedures For Properly Cleaning PipeEdgar CanelasNo ratings yet
- Types of Defects in Welding IIDocument1 pageTypes of Defects in Welding IIEdgar CanelasNo ratings yet
- Pipeline WeldingDocument1 pagePipeline WeldingEdgar CanelasNo ratings yet
- Estimated EquipmentDocument1 pageEstimated EquipmentEdgar CanelasNo ratings yet
- Flooding For HydrotestDocument1 pageFlooding For HydrotestEdgar CanelasNo ratings yet
- Design Through AnalysisDocument1 pageDesign Through AnalysisEdgar CanelasNo ratings yet
- Flow SheetsDocument1 pageFlow SheetsEdgar CanelasNo ratings yet
- Transporte de Gas NaturalDocument1 pageTransporte de Gas NaturalEdgar CanelasNo ratings yet
- Plant LayoutDocument1 pagePlant LayoutEdgar CanelasNo ratings yet
- Process Engineering Design 1Document1 pageProcess Engineering Design 1Edgar CanelasNo ratings yet
- Standards and CodesDocument1 pageStandards and CodesEdgar CanelasNo ratings yet
- Assignment of PersonnelDocument1 pageAssignment of PersonnelEdgar CanelasNo ratings yet
- Time Planning and SchedulingDocument1 pageTime Planning and SchedulingEdgar CanelasNo ratings yet
- Standards and CodesDocument1 pageStandards and CodesEdgar CanelasNo ratings yet
- Test Pressure For LinesDocument1 pageTest Pressure For LinesEdgar CanelasNo ratings yet
- Process Engineering Design: Chemical, Mechanical, Petroleum ApplicationsDocument1 pageProcess Engineering Design: Chemical, Mechanical, Petroleum ApplicationsEdgar CanelasNo ratings yet
- Role of the Process Design Engineer ExplainedDocument1 pageRole of the Process Design Engineer ExplainedEdgar CanelasNo ratings yet
- Production ProfilesDocument1 pageProduction ProfilesEdgar CanelasNo ratings yet
- Defense Acquisition GuidebookDocument927 pagesDefense Acquisition GuidebookJudkerrNo ratings yet
- Aegis Multifunction RelayDocument4 pagesAegis Multifunction RelaySuranjana DasNo ratings yet
- 7 New Management ToolsDocument6 pages7 New Management ToolsKarthik SivaNo ratings yet
- EC 351 AC Analog Communication Lab ManualDocument117 pagesEC 351 AC Analog Communication Lab Manualhodibaaba1No ratings yet
- SPECIFICATION WRITING MODULEDocument3 pagesSPECIFICATION WRITING MODULEHana YeppeodaNo ratings yet
- Irf 744 PBFDocument8 pagesIrf 744 PBFPosada Burgueño CarlosNo ratings yet
- Emergency Braking SystemDocument4 pagesEmergency Braking Systemieee4mybusinessonlyNo ratings yet
- Astm B187Document9 pagesAstm B187Plata Elpidio100% (3)
- Boiler FormulasDocument5 pagesBoiler FormulasAnonymous 6Mb7PZjNo ratings yet
- Ccsviiid1 2029-3Document2 pagesCcsviiid1 2029-3DieguitoOmarMoralesNo ratings yet
- Commercial LightingDocument6 pagesCommercial LightingRehan RameezNo ratings yet
- TachometerDocument51 pagesTachometerKiran SugandhiNo ratings yet
- Industrial Transmission CatalogueDocument22 pagesIndustrial Transmission CatalogueAzhar MandhraNo ratings yet
- Furniture Plans How To Build A Rocking ChairDocument10 pagesFurniture Plans How To Build A Rocking ChairAntónio SousaNo ratings yet
- CLC Blocks ProposolDocument5 pagesCLC Blocks ProposolGyi TawNo ratings yet
- Heat Exchangers: T T T TDocument11 pagesHeat Exchangers: T T T Tcjc0706No ratings yet
- Cathode Ray Oscilloscope (Cro)Document2 pagesCathode Ray Oscilloscope (Cro)jesunathan44@yahoo.comNo ratings yet
- Ma3022 Propeller Drydockingworks 1 Aug05Document18 pagesMa3022 Propeller Drydockingworks 1 Aug05NAGENDRA KUMAR DNo ratings yet
- Prescolite Akt4 WH Specsheet 13Document2 pagesPrescolite Akt4 WH Specsheet 13James HohensteinNo ratings yet
- Westinghouse Manuals PDFDocument38 pagesWestinghouse Manuals PDFCarl HensonNo ratings yet
- Lab 02 - Boundary Layer-2Document21 pagesLab 02 - Boundary Layer-2Walid El AhnafNo ratings yet
- Simulation Instructor WB 2011 ENGDocument57 pagesSimulation Instructor WB 2011 ENGjorgemariovega4910No ratings yet
- Chapter 7 - Transient Heat Conduction PDFDocument64 pagesChapter 7 - Transient Heat Conduction PDFhaqjmiNo ratings yet
- Caterpillar Cat 336E L Excavator (Prefix YEP) Service Repair Manual (YEP00001 and Up)Document28 pagesCaterpillar Cat 336E L Excavator (Prefix YEP) Service Repair Manual (YEP00001 and Up)kfsmmeNo ratings yet
- Rcs454: Python Language Programming LAB: Write A Python Program ToDocument39 pagesRcs454: Python Language Programming LAB: Write A Python Program ToShikha AryaNo ratings yet
- Nagios Enable NRPEDocument2 pagesNagios Enable NRPEMartin RuswandaNo ratings yet
- PDFDocument16 pagesPDFOsanebi Chukwudi Lucky0% (1)
- ION Enterprise 6.0 System RequirementsDocument2 pagesION Enterprise 6.0 System RequirementsAlberto SalazarNo ratings yet
- Machine Guarding LP PDFDocument4 pagesMachine Guarding LP PDFrexivyNo ratings yet
- RDSO - Vendor Directory July 16 FinalDocument233 pagesRDSO - Vendor Directory July 16 Finalabhics6750% (2)