You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 3 - Ammendment No. 01 To The RFPDocument1 page3 - Ammendment No. 01 To The RFPpriyadarshy309383No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- @tze Gazette Of: FfiffixdDocument29 pages@tze Gazette Of: Ffiffixdsanthoshneo02No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Circ 23septDocument1 pageCirc 23septpriyadarshy309383No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Applicability Clarification MiningDocument1 pageApplicability Clarification Miningpriyadarshy309383No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Circular Product MixDocument1 pageCircular Product MixVaiby CoolNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Circular Ia PDFDocument1 pageCircular Ia PDFpriyadarshy309383No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- MORT&H 5threvision All Tables From Clause 700 To 3100.Document42 pagesMORT&H 5threvision All Tables From Clause 700 To 3100.V Venkata Narayana83% (52)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Surface MinersDocument1 pageSurface Minerspriyadarshy309383No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Manual Nice9000v A04Document151 pagesManual Nice9000v A04hoang tamNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Pref - 2 - Grammar 1.2 - Revisión Del IntentoDocument2 pagesPref - 2 - Grammar 1.2 - Revisión Del IntentoJuan M. Suarez ArevaloNo ratings yet
- DCS YokogawaDocument17 pagesDCS Yokogawasswahyudi100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Efficient Rice Based Cropping SystemDocument24 pagesEfficient Rice Based Cropping Systemsenthilnathan100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- HMT RM65 Radial DrillDocument2 pagesHMT RM65 Radial Drillsomnath213No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
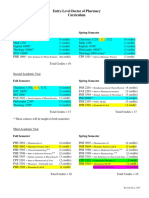
- Pharmd CurriculumDocument18 pagesPharmd Curriculum5377773No ratings yet
- Course Structure and Content For Mechatronics, Systems and CDocument32 pagesCourse Structure and Content For Mechatronics, Systems and CAnimonga HajimeNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unofficial Aterlife GuideDocument33 pagesThe Unofficial Aterlife GuideIsrael Teixeira de AndradeNo ratings yet
- Hurricanes Grade5Document3 pagesHurricanes Grade5Anonymous m3yrUPNo ratings yet
- UC Lennox Serie 13 Acx Merit R-410aDocument52 pagesUC Lennox Serie 13 Acx Merit R-410ajmurcia80No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- ELIDA Products CatalogueDocument37 pagesELIDA Products CatalogueAbhishek AgarwalNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Donna Hay Magazine 2014-10-11 PDFDocument172 pagesDonna Hay Magazine 2014-10-11 PDFlekovic_tanjaNo ratings yet
- Ge Fairchild Brochure PDFDocument2 pagesGe Fairchild Brochure PDFDharmesh patelNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Convection Concentric Annulus Vertical Cylinders Filling Porous MediaDocument17 pagesConvection Concentric Annulus Vertical Cylinders Filling Porous MediakarthikeyanNo ratings yet
- Me8072 Renewable Sources of EnergyDocument13 pagesMe8072 Renewable Sources of EnergyNallappan Rajj ANo ratings yet
- L2 Biostatistics ProbabilityDocument84 pagesL2 Biostatistics ProbabilityAaron CiudadNo ratings yet
- GLP BmsDocument18 pagesGLP BmsDr.Subhashish TripathyNo ratings yet
- SCIENCEEEEEDocument3 pagesSCIENCEEEEEChristmae MaganteNo ratings yet
- Tesla Magazine Vol4Document48 pagesTesla Magazine Vol4jonathan100% (1)
- Chapter Three: 1 - The Coarse Grain SoilsDocument21 pagesChapter Three: 1 - The Coarse Grain SoilsSalih MohayaddinNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Salem RPGDocument16 pagesSalem RPGabstockingNo ratings yet
- MATLAB Fundamentals Quick ReferenceDocument43 pagesMATLAB Fundamentals Quick ReferenceCarlos Manuel Cardoza EspitiaNo ratings yet
- Electrical Design Project (Three Bedroom House)Document13 pagesElectrical Design Project (Three Bedroom House)Sufi Shah Hamid Jalali100% (2)
- Pineapple in JohorDocument6 pagesPineapple in JohorHaiqal AzizNo ratings yet
- Module in Pe 103Document79 pagesModule in Pe 103Kym Dacudao100% (1)
- Milviz F-15e Poh V 2Document499 pagesMilviz F-15e Poh V 2Jose Ramon Martinez GutierrezNo ratings yet
- DS Ltch00601daa0 R05Document4 pagesDS Ltch00601daa0 R05rajareddy235No ratings yet
- c083c282a43655ec69532f2704c3993aDocument12 pagesc083c282a43655ec69532f2704c3993aAneilRandyRamdialNo ratings yet
- Drug Study LidocaineDocument15 pagesDrug Study LidocaineFrancym R. BatengaNo ratings yet
- HY-TB3DV-M 3axis Driver PDFDocument10 pagesHY-TB3DV-M 3axis Driver PDFjoelgcrNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)