You might also like
- Datasheet For Carbon Steel A333 Grade 6Document10 pagesDatasheet For Carbon Steel A333 Grade 6Aneesh JoseNo ratings yet
- Tillc-Doc006-Pds-Ss316 Wire PDFDocument1 pageTillc-Doc006-Pds-Ss316 Wire PDFAneesh JoseNo ratings yet
- Class 1 2 - Issuance FlowchartDocument1 pageClass 1 2 - Issuance FlowchartAneesh JoseNo ratings yet
- BANDINGDocument1 pageBANDINGAneesh JoseNo ratings yet
- Stainless Steel Wire - Ss316/316L: Product Data SheetDocument1 pageStainless Steel Wire - Ss316/316L: Product Data SheetAneesh JoseNo ratings yet
- 9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Document32 pages9 Cswip 3.1 Question Answers SPECIMEN WRITTEN EXAMINATION QUESTIONS Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad AliNo ratings yet
- Aluminium Coil / Sheet / Corrugated: Aluminium Alloy - AA 1100, 1050, 1060 - AA 3003 - AA 5005, 5052, 5754Document1 pageAluminium Coil / Sheet / Corrugated: Aluminium Alloy - AA 1100, 1050, 1060 - AA 3003 - AA 5005, 5052, 5754Aneesh JoseNo ratings yet
- Tillc-Doc003-Pds-Ss316 Toggle Latch PDFDocument1 pageTillc-Doc003-Pds-Ss316 Toggle Latch PDFAneesh JoseNo ratings yet
- Steel Moment Frame Guidelines Chapter 2 DefinitionsDocument14 pagesSteel Moment Frame Guidelines Chapter 2 DefinitionsAneesh JoseNo ratings yet
- SwitchDocument2 pagesSwitchAneesh JoseNo ratings yet
- Tillc-Doc004-Pds-Ss316 Screw PDFDocument1 pageTillc-Doc004-Pds-Ss316 Screw PDFAneesh JoseNo ratings yet
- ABB Proposal Is Found Acceptable, Code-1. This Approval Does Not Relieve EPC Contractor From Any Responsibility As Stated in SOWDocument2 pagesABB Proposal Is Found Acceptable, Code-1. This Approval Does Not Relieve EPC Contractor From Any Responsibility As Stated in SOWAneesh JoseNo ratings yet
- Pneumatic Test CertificateDocument1 pagePneumatic Test CertificateAneesh JoseNo ratings yet
- SS316 Stainless Steel Banding Product Data SheetDocument1 pageSS316 Stainless Steel Banding Product Data SheetAneesh JoseNo ratings yet
- 3Document1 page3Aneesh JoseNo ratings yet
- Controlvalvesandactuators 090617042347 Phpapp01Document34 pagesControlvalvesandactuators 090617042347 Phpapp01Vijaya LakshmiNo ratings yet
- ABB-RL-3 918: Added Battery Limit Acoustic Insulation HCDocument1 pageABB-RL-3 918: Added Battery Limit Acoustic Insulation HCAneesh JoseNo ratings yet
- Flame ArresterDocument2 pagesFlame ArresterAneesh JoseNo ratings yet
- Defect 955 PL-01Document6 pagesDefect 955 PL-01Aneesh JoseNo ratings yet
- Bro Pocket GuideDocument72 pagesBro Pocket Guide윤병택No ratings yet
- Rounded Indication ChartDocument8 pagesRounded Indication ChartAneesh JoseNo ratings yet
- FddeDocument4 pagesFddeAneesh JoseNo ratings yet
- Labels - '1 To 39Document39 pagesLabels - '1 To 39Aneesh JoseNo ratings yet
- PurgingDocument10 pagesPurgingSai PrasathNo ratings yet
- NDT-Status 24 June PDFDocument1 pageNDT-Status 24 June PDFAneesh JoseNo ratings yet
- Painting Defects-Mud CrackingDocument4 pagesPainting Defects-Mud CrackingAneesh JoseNo ratings yet
- Controlvalvesandactuators 090617042347 Phpapp01Document34 pagesControlvalvesandactuators 090617042347 Phpapp01Vijaya LakshmiNo ratings yet
- EpoxyDocument21 pagesEpoxyAneesh JoseNo ratings yet
- Interpreting What Your Voltmeter Is Telling You: Reading What Reading IndicatesDocument3 pagesInterpreting What Your Voltmeter Is Telling You: Reading What Reading IndicatesAneesh JoseNo ratings yet
- Co SDocument62 pagesCo SAneesh JoseNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
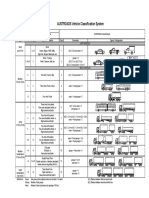
- Austroads ClassesDocument1 pageAustroads ClassesSasana SanNo ratings yet
- Case4 HandM Supply Management PDFDocument19 pagesCase4 HandM Supply Management PDFRacing SangersNo ratings yet
- History of Aircraft Design PDFDocument93 pagesHistory of Aircraft Design PDFarqpaulopereiraNo ratings yet
- Y Mumbai Need Intregrated TransportDocument7 pagesY Mumbai Need Intregrated TransportSakshiGuptaNo ratings yet
- 5-Year Livelihood Plans for Rural AssociationsDocument9 pages5-Year Livelihood Plans for Rural AssociationsAmy FeNo ratings yet
- A 943 - A 943M - 00 Qtk0my0wmaDocument6 pagesA 943 - A 943M - 00 Qtk0my0wmasachinguptachdNo ratings yet
- PC spun piles design and manufacturingDocument2 pagesPC spun piles design and manufacturinghoetapea100% (1)
- IPCC Systems Selection FactorsDocument8 pagesIPCC Systems Selection FactorsLeandro MartinsNo ratings yet
- Duolok Metric Tube Fittings CatalogDocument36 pagesDuolok Metric Tube Fittings CatalogNilesh MistryNo ratings yet
- Valve Standards ISO API ASMEDocument1 pageValve Standards ISO API ASMEGohilakrishnan ThiagarajanNo ratings yet
- Green Concrete - Civil EngineeringDocument20 pagesGreen Concrete - Civil EngineeringAmirtarajNo ratings yet
- Yard CraneDocument5 pagesYard CraneAhmed Hanafy0% (1)
- SR Technics - AircraftEngineeringOperators PDFDocument1 pageSR Technics - AircraftEngineeringOperators PDFbudiaeroNo ratings yet
- PT. CG Power Systems Indonesia - Ref. ListDocument31 pagesPT. CG Power Systems Indonesia - Ref. Listbakrie46No ratings yet
- Design and Construction of Roads and Accesses To Adoptable Standards - March2011Document86 pagesDesign and Construction of Roads and Accesses To Adoptable Standards - March2011vaibhavlibra21No ratings yet
- 2.2 - ICR DEC 05 - Fractured Kiln WeldingDocument3 pages2.2 - ICR DEC 05 - Fractured Kiln WeldingKreshnik StratiNo ratings yet
- Wilhelmsen Ships Service: Welding Issues: Hydrogen Cracking - Cold Cracks (Hydrogen Embrittlement)Document5 pagesWilhelmsen Ships Service: Welding Issues: Hydrogen Cracking - Cold Cracks (Hydrogen Embrittlement)Eilujalimaha GjsNo ratings yet
- Turn GDocument8 pagesTurn GEnrique Elias Peñaloza GutierrezNo ratings yet
- Oil and Petroleum CompaniesDocument3 pagesOil and Petroleum Companiesapi-377865350% (2)
- Strategic Sourcing Procurement Manager in Raleigh Durham RTP NC Resume Genevia LiuDocument3 pagesStrategic Sourcing Procurement Manager in Raleigh Durham RTP NC Resume Genevia LiuGeneviaLiu100% (1)
- Sheffield Butler Premium Grouser Retread Bar: Industries LTDDocument7 pagesSheffield Butler Premium Grouser Retread Bar: Industries LTDBruno RubioNo ratings yet
- Aalco Metals LTD Aluminium Alloy 1050A H14 Sheet 57Document2 pagesAalco Metals LTD Aluminium Alloy 1050A H14 Sheet 57Eric Amoakwa-BoaduNo ratings yet
- List of All Companies in GurgaonDocument4 pagesList of All Companies in GurgaonabhishekNo ratings yet
- Department of Mechanical Engineering MIT (T) : JUST-IN-TIME (JIT) ManufacturingDocument4 pagesDepartment of Mechanical Engineering MIT (T) : JUST-IN-TIME (JIT) ManufacturingSaahil NaghateNo ratings yet
- Ship Design Process PhasesDocument10 pagesShip Design Process Phaseslakshmi100% (2)
- Global Operations MGTDocument18 pagesGlobal Operations MGTShweta SharmaNo ratings yet
- Maturitní otázka číslo 4. ShoppingDocument3 pagesMaturitní otázka číslo 4. ShoppingBára KáňováNo ratings yet
- LSS A286Document2 pagesLSS A286anhntran4850No ratings yet
- Crowded Skies Can Be A Big Risk Need New Air Corridors .Define?Document9 pagesCrowded Skies Can Be A Big Risk Need New Air Corridors .Define?Deepak Warrier KNo ratings yet
- KSR in A Nut Shell PDFDocument16 pagesKSR in A Nut Shell PDFtheorytidingsNo ratings yet