You might also like
- Efeito Das Inclusões Nas Propriedades Dos AçosDocument3 pagesEfeito Das Inclusões Nas Propriedades Dos AçosAmy GriffinNo ratings yet
- Loctite 271 DadosDocument4 pagesLoctite 271 DadosAmy GriffinNo ratings yet
- Catalogo Acessórios Torno AutomaticoDocument11 pagesCatalogo Acessórios Torno AutomaticoAmy GriffinNo ratings yet
- Cames ErgomatDocument2 pagesCames ErgomatAmy GriffinNo ratings yet
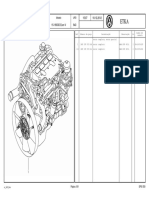
- Catalogo de Pecas 15 190od Euro V Man PDFDocument125 pagesCatalogo de Pecas 15 190od Euro V Man PDFAmy GriffinNo ratings yet
- PLC1-2005 Dia2Document97 pagesPLC1-2005 Dia2Amy GriffinNo ratings yet
- Apostila 1 - Elementos de Maquina - IntroduçãoDocument61 pagesApostila 1 - Elementos de Maquina - IntroduçãoAmy Griffin50% (2)
- Manual de Programação e Operação - Torno TB42 CNCDocument86 pagesManual de Programação e Operação - Torno TB42 CNCAmy GriffinNo ratings yet
- Manual Usuário Sigma II PortuguêsDocument311 pagesManual Usuário Sigma II PortuguêsAmy GriffinNo ratings yet
- Atividades e Plano de Artes 6° AnoDocument9 pagesAtividades e Plano de Artes 6° AnoJeanaNo ratings yet
- Nova Gramática Do Português BrasileiroDocument15 pagesNova Gramática Do Português Brasileirosoj1ca0% (1)
- Como Desbloquear Seu Xbox 360 SlimDocument21 pagesComo Desbloquear Seu Xbox 360 SlimLuciano Medeiros Delgado MottaNo ratings yet
- Palestra Tabagismo - 2015 - 2Document23 pagesPalestra Tabagismo - 2015 - 2Anonymous y9UBlKDxUnNo ratings yet
- Trabalho EmrcDocument6 pagesTrabalho EmrcMimi FilipeNo ratings yet
- ERGONOMIA E ACESSIBILIDADE - Aula 3 - AntopometriaDocument25 pagesERGONOMIA E ACESSIBILIDADE - Aula 3 - AntopometriakristfantiNo ratings yet
- IBRAM AcessibilidadeEmMuseus M6Document7 pagesIBRAM AcessibilidadeEmMuseus M6Murilo GarciasNo ratings yet
- CEPER CompletoDocument8 pagesCEPER CompletoAndré Luiz90% (20)
- Cartografia - RevisãoDocument39 pagesCartografia - RevisãoJulinha Campagnolo VaniNo ratings yet
- 17 Nascimento Pedro Francisco Guedes Do TermoDocument107 pages17 Nascimento Pedro Francisco Guedes Do TermoEdilma Do N. J. MonteiroNo ratings yet
- Giovannacarranza Administracaogeral Modulo16 088 PDFDocument14 pagesGiovannacarranza Administracaogeral Modulo16 088 PDFVinicius TavaresNo ratings yet
- Citação direta-WPS OfficeDocument2 pagesCitação direta-WPS OfficeFernando Ribeiro JúniorNo ratings yet
- Boas Vindas - Orientações IniciaisDocument19 pagesBoas Vindas - Orientações IniciaisLuciano Jose Moreira Junior Ramal 4737No ratings yet
- AK353-02-0912-DI (Alicate Wattímetro)Document15 pagesAK353-02-0912-DI (Alicate Wattímetro)ANTONIO P ANDRADENo ratings yet
- Análise Combinatória para Os Segundos AnosDocument86 pagesAnálise Combinatória para Os Segundos AnosCarlos BraynerNo ratings yet
- NBR 5915-1 de 022013 - Chapas e Bobinas de Aço Laminadas A Frio - Parte 1 RequisitosDocument9 pagesNBR 5915-1 de 022013 - Chapas e Bobinas de Aço Laminadas A Frio - Parte 1 RequisitosTiago Lima CarrijoNo ratings yet
- Controle Interno e Externo Da Gestao Publica PDFDocument94 pagesControle Interno e Externo Da Gestao Publica PDFFernandoNo ratings yet
- Bracelpa, 2013 - PanoramaDocument29 pagesBracelpa, 2013 - PanoramarosieligomesNo ratings yet
- 202212.ead-29782819.06 - Projeto de Experiência - Gestão e Negócios - Pg1438 - Willem Augusto CesarDocument12 pages202212.ead-29782819.06 - Projeto de Experiência - Gestão e Negócios - Pg1438 - Willem Augusto CesarWillem CesarNo ratings yet
- Tabela de ConversãoDocument8 pagesTabela de ConversãoWesley PimentelNo ratings yet
- Tempo de Reação Simples Auditivo e Visual em Surfistas Com Diferentes Níveis de Habilidades Comparação Entre Atletas Profissionais, Amadores e PraticantesDocument5 pagesTempo de Reação Simples Auditivo e Visual em Surfistas Com Diferentes Níveis de Habilidades Comparação Entre Atletas Profissionais, Amadores e PraticantesGuilhermeNo ratings yet
- A Literatura Infantil e Sua Contribuição No Ballet ClassicoDocument16 pagesA Literatura Infantil e Sua Contribuição No Ballet ClassicoEdijane SilvaNo ratings yet
- Os PlanetasDocument17 pagesOs PlanetasGamer NewbieNo ratings yet
- A Alma em HomeroDocument15 pagesA Alma em HomerohenripauloriqueNo ratings yet
- Exercícios - 1 - Planejamento EstratégicoDocument11 pagesExercícios - 1 - Planejamento EstratégicoGerisval Alves PessoaNo ratings yet
- Socrates e Os Sofistas Professor PDFDocument3 pagesSocrates e Os Sofistas Professor PDFMarco PoubelNo ratings yet
- GruposDocument30 pagesGruposLívia Gomes dos SantosNo ratings yet
- Meu Relatorio de Soja 1Document25 pagesMeu Relatorio de Soja 1Rafael BettaNo ratings yet
- Funções EstatísticasDocument12 pagesFunções EstatísticasFatima CamposNo ratings yet
- Caderno de Prova Medicina 10-07-22 Atualizado em 06-07 SEM GABARITODocument25 pagesCaderno de Prova Medicina 10-07-22 Atualizado em 06-07 SEM GABARITOWilliam DiasNo ratings yet