You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Printable Fastener Tools PDFDocument28 pagesPrintable Fastener Tools PDFAgustin PeraltaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cooling Tower ChecklistDocument2 pagesCooling Tower ChecklistLaiq100% (4)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Basic Cable&Cable CareDocument39 pagesBasic Cable&Cable CareDivyansh Singh ChauhanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Cutlas Motor ReparaciónDocument24 pagesCutlas Motor ReparaciónfeaaNo ratings yet
- Flange Design Tablated FormDocument4 pagesFlange Design Tablated Formmukesh100% (1)
- 2006 VA Powertrain SprinterDocument292 pages2006 VA Powertrain Sprinteractuator79100% (2)
- HP0 PumpDocument70 pagesHP0 PumpDenisEcheverriNo ratings yet
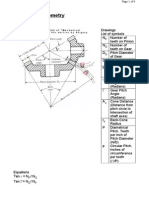
- Bevel ExplanationDocument4 pagesBevel ExplanationVarun VaidyaNo ratings yet
- Introduction to Ultrasonic Testing PrinciplesDocument116 pagesIntroduction to Ultrasonic Testing PrinciplesMuhamad AnwarudinNo ratings yet
- Renault Master BrochureDocument37 pagesRenault Master BrochureAdriano Freire SilvaNo ratings yet
- Eventindustry7 6 2013 130613070343 Phpapp02Document46 pagesEventindustry7 6 2013 130613070343 Phpapp02Sagar ChavanNo ratings yet
- HDFC MF Factsheet February 2014Document56 pagesHDFC MF Factsheet February 2014Sagar ChavanNo ratings yet
- HDFC MF Factsheet February 2014Document56 pagesHDFC MF Factsheet February 2014Sagar ChavanNo ratings yet
- Varroc Consumer Buying BehaviourDocument55 pagesVarroc Consumer Buying BehaviourSagar ChavanNo ratings yet
- Business PlanDocument18 pagesBusiness PlanSagar ChavanNo ratings yet
- Mechanical Engineering: Department ofDocument50 pagesMechanical Engineering: Department ofUsman SarwarNo ratings yet
- 3314 Ijmech 11Document8 pages3314 Ijmech 11Burak KoyuncuogluNo ratings yet
- Fuel and EmissionsDocument221 pagesFuel and Emissionsthomas rulduNo ratings yet
- Sebp4195 76 02 Allcd - 010 PDFDocument957 pagesSebp4195 76 02 Allcd - 010 PDFJusaNada100% (1)
- PV-SAE Installation Guide EN Web 1 1Document20 pagesPV-SAE Installation Guide EN Web 1 1Adam KaczmarekNo ratings yet
- AP05.30-B-0560F.fm Valve Lash Adjustment 19.06.98Document4 pagesAP05.30-B-0560F.fm Valve Lash Adjustment 19.06.98LUKASNo ratings yet
- Technical Recommendations For Choke Valve Specifications: ReferenceDocument4 pagesTechnical Recommendations For Choke Valve Specifications: ReferencejowarNo ratings yet
- 5 Desain CVDocument5 pages5 Desain CVInda Sela GifariNo ratings yet
- UiiuDocument20 pagesUiiupravi2010No ratings yet
- Actuator dimensions and specificationsDocument1 pageActuator dimensions and specificationsDaniel Camargo PérezNo ratings yet
- Coalescer SeparatorDocument1 pageCoalescer Separatoramol shindeNo ratings yet
- Induction Motor Load Test AnalysisDocument6 pagesInduction Motor Load Test AnalysisCønstäh Van Der WüppertälärîanskíhNo ratings yet
- Characterization of Hybrid Aluminum Matrix Composites For Advanced Applications - A ReviewDocument11 pagesCharacterization of Hybrid Aluminum Matrix Composites For Advanced Applications - A ReviewMr. K.S. Raghul Asst Prof MECHNo ratings yet
- KF Contro Ball Broch 3pc4bolt 1Document8 pagesKF Contro Ball Broch 3pc4bolt 1M CramerNo ratings yet
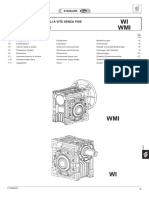
- STM WDocument18 pagesSTM WEdgardo GambandeNo ratings yet
- Akron Brass CatalogDocument236 pagesAkron Brass CatalogDaniel RodasNo ratings yet
- BULLET 350 KS TECHNICAL SPECSDocument2 pagesBULLET 350 KS TECHNICAL SPECSKamsutra YogiNo ratings yet
- Abs PDFDocument2 pagesAbs PDFAdonis BasilioNo ratings yet
- Bagatelle Showroom Structural AnalysisDocument15 pagesBagatelle Showroom Structural AnalysisDhiraj BeechooNo ratings yet
- Valvulas de Bola - JAMESBURYDocument4 pagesValvulas de Bola - JAMESBURYcasv9No ratings yet