You might also like
- t6010 PDFDocument412 pagest6010 PDFPapy Plus100% (1)
- 2017 Book MechanicsAndThermodynamics PDFDocument459 pages2017 Book MechanicsAndThermodynamics PDFLuis Muñoz Riquelme100% (1)
- Asme Y14.32.1m - 1994Document17 pagesAsme Y14.32.1m - 1994achmadnureddin8228No ratings yet
- Aa BPG 375001Document36 pagesAa BPG 375001JDNo ratings yet
- Volume 01 Principles of FlightDocument303 pagesVolume 01 Principles of FlightYousif AL AyoubiNo ratings yet
- Separator Sizing and DesignDocument44 pagesSeparator Sizing and DesignKay EenNo ratings yet
- Catalogo de Peças QSK 50 G4Document58 pagesCatalogo de Peças QSK 50 G4Evander SarraffNo ratings yet
- GPG216 Energy Saving in The Filtration and Drying of Compressed AirDocument31 pagesGPG216 Energy Saving in The Filtration and Drying of Compressed AirIppiNo ratings yet
- Engine Mechanical SectionDocument202 pagesEngine Mechanical Sectionionbolo100% (2)
- High Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool SteelDocument18 pagesHigh Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool Steelnovkovic1984No ratings yet
- Measurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajDocument11 pagesMeasurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajCaio CruzNo ratings yet
- Ijems 21 (5) 543-556Document14 pagesIjems 21 (5) 543-556Abhishek AroraNo ratings yet
- Cui Zhao Tian 2013Document13 pagesCui Zhao Tian 2013Lauriene UFPINo ratings yet
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- Ranjan Das 2018Document10 pagesRanjan Das 2018nishatNo ratings yet
- Hard Turning: AISI 4340 High Strength Low Alloy Steel and AISI D2 Cold Work Tool SteelDocument8 pagesHard Turning: AISI 4340 High Strength Low Alloy Steel and AISI D2 Cold Work Tool Steelநந்த_குமார்No ratings yet
- Fatigue Failure Analysis of HSLA Steel Sheets Holed by Conventional and Flow Drilling ProcessesDocument8 pagesFatigue Failure Analysis of HSLA Steel Sheets Holed by Conventional and Flow Drilling ProcessesSripriyan K 100507No ratings yet
- Mme MypaperDocument12 pagesMme MypaperMohammed EndrisNo ratings yet
- 06 2009 041 Motorcu 391 401 3k 4kDocument11 pages06 2009 041 Motorcu 391 401 3k 4kGus DurNo ratings yet
- Machinability Evaluation in Hard Turning of Cold Work Tool Steel (D2) With Ceramic Tools Using Statistical TechniquesDocument6 pagesMachinability Evaluation in Hard Turning of Cold Work Tool Steel (D2) With Ceramic Tools Using Statistical TechniquesAmrik SinghNo ratings yet
- Sustainability-Based Optimization of The Rotary Tu PDFDocument22 pagesSustainability-Based Optimization of The Rotary Tu PDFKhaider BouachaNo ratings yet
- Machines: A Comparative Study Between Regression and Neural Networks For Modeling Al6082-T6 Alloy DrillingDocument18 pagesMachines: A Comparative Study Between Regression and Neural Networks For Modeling Al6082-T6 Alloy DrillingFrancisco Jose Torres MedinaNo ratings yet
- Ex JoDocument23 pagesEx JoLEB08 MATHAVAN RNo ratings yet
- Cutter LifeDocument14 pagesCutter LifeTran NghiNo ratings yet
- Surface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardDocument10 pagesSurface Roughness and Cutting Forces For Optimization of Machining Condition in Finish HardHeri SetiawanNo ratings yet
- Modern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELDocument16 pagesModern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELKlinsmann MatthewNo ratings yet
- Dry Machinability Analyses Between Free Cutting Resulfurized and Carbon SteelsDocument10 pagesDry Machinability Analyses Between Free Cutting Resulfurized and Carbon SteelsDaniel MartinNo ratings yet
- 1 s2.0 S2212017314001030 Main PDFDocument7 pages1 s2.0 S2212017314001030 Main PDFDrRoja A RNo ratings yet
- An Overview of Friction Stir Welding (FSW) : A New PerspectiveDocument4 pagesAn Overview of Friction Stir Welding (FSW) : A New PerspectiveinventyNo ratings yet
- Semester ProjectDocument8 pagesSemester ProjectSOHAIB AHMADNo ratings yet
- Surface Roughness Modeling Using RSM For HSLA Steel by Coated Carbide ToolsDocument11 pagesSurface Roughness Modeling Using RSM For HSLA Steel by Coated Carbide ToolsshahkamranNo ratings yet
- A New Model For Fine Turning ForcesDocument21 pagesA New Model For Fine Turning ForcesEsmeralda MuñozNo ratings yet
- International Journal of Industrial Engineering ComputationsDocument10 pagesInternational Journal of Industrial Engineering Computationsዘረአዳም ዘመንቆረርNo ratings yet
- Investigation On MRR and RA of Surface Grinding On EN31Document8 pagesInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsNo ratings yet
- Wear Progression of Carbide Tool in Low-Speed End Milling of Stainless SteelDocument12 pagesWear Progression of Carbide Tool in Low-Speed End Milling of Stainless Steelsubramanya1982No ratings yet
- Blanking and Piercing Theory Applications and Rece PDFDocument11 pagesBlanking and Piercing Theory Applications and Rece PDFAbdulqahar M.SabirNo ratings yet
- Design of ShellDocument11 pagesDesign of ShellsachinNo ratings yet
- Surface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentDocument6 pagesSurface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentaliNo ratings yet
- Jaser4001 PDFDocument10 pagesJaser4001 PDFFikri SiplhoNo ratings yet
- Term Paper: Investigation of The Interaction Between The Surface Quality and Rake Angle in Machining of Aisi 1040 SteelDocument9 pagesTerm Paper: Investigation of The Interaction Between The Surface Quality and Rake Angle in Machining of Aisi 1040 SteelSandeep NairNo ratings yet
- A Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningDocument6 pagesA Numerical Investigation and Experimental Validation On Chip Morphology of Aluminum Alloy 6061 During Orthogonal MachiningaamirmubNo ratings yet
- Hard Turning, Tool Life, and Surface Quality Manufacturing EngineeringDocument3 pagesHard Turning, Tool Life, and Surface Quality Manufacturing EngineeringRahul MishraNo ratings yet
- Evaluation of Cutting Tool Vibration andDocument8 pagesEvaluation of Cutting Tool Vibration andchaib boudabNo ratings yet
- Friction Stir Welding of Austenitic Stainless Steels: of Achievements in Materials and Manufacturing EngineeringDocument8 pagesFriction Stir Welding of Austenitic Stainless Steels: of Achievements in Materials and Manufacturing EngineeringUsman RasheedNo ratings yet
- Pin Design 2Document18 pagesPin Design 2palash roy choudhuryNo ratings yet
- Interncionalparametros de CorteDocument7 pagesInterncionalparametros de CorteFernando Michelon MarquesNo ratings yet
- Materials 15 04059 v2Document13 pagesMaterials 15 04059 v2St. gebrielNo ratings yet
- Effect of Cryogenic Treatment On Microstructure and Wear Characteristics of AISI M35 HSS PDFDocument10 pagesEffect of Cryogenic Treatment On Microstructure and Wear Characteristics of AISI M35 HSS PDFBinh Thanh LeNo ratings yet
- Ijri Me 01 011Document8 pagesIjri Me 01 011ijripublishersNo ratings yet
- Wear GeoDocument9 pagesWear Geosiva kumarNo ratings yet
- 10 11648 J Ijmsa 20130202 14 PDFDocument10 pages10 11648 J Ijmsa 20130202 14 PDFclebertasparNo ratings yet
- Hard Turning AISI 4340 High Strength Low Alloy Steel and AISI D2 Cold Work Tool Steel PDFDocument8 pagesHard Turning AISI 4340 High Strength Low Alloy Steel and AISI D2 Cold Work Tool Steel PDFSinan ChenNo ratings yet
- Feed RateDocument14 pagesFeed RateAbdallah Irfaan RamjanNo ratings yet
- Aeletters 2022 7 1 1Document9 pagesAeletters 2022 7 1 1miskoscribdNo ratings yet
- Friction Stir WeldingDocument12 pagesFriction Stir WeldingelmardaNo ratings yet
- Design of Cutting Head For Efficient Cutting MachiDocument7 pagesDesign of Cutting Head For Efficient Cutting MachiJackson MtongaNo ratings yet
- Experimental Evaluation and Modeling Analysis of Micromilling of Hardened H13 Tool SteelsDocument11 pagesExperimental Evaluation and Modeling Analysis of Micromilling of Hardened H13 Tool SteelsBABY0319No ratings yet
- Vila 2012Document11 pagesVila 2012tonyNo ratings yet
- A Review of High Speed Machining of Titanium AlloysDocument0 pagesA Review of High Speed Machining of Titanium AlloysGeoffrey ArmstrongNo ratings yet
- VideoDocument27 pagesVideoAsk ArtNo ratings yet
- Metals: Investigation On The Inert Gas-Assisted Laser Cutting Performances and Quality Using Supersonic NozzlesDocument16 pagesMetals: Investigation On The Inert Gas-Assisted Laser Cutting Performances and Quality Using Supersonic NozzlesGonzalo MaggioniNo ratings yet
- High Speed Milling of Hardened Steel Convex SurfaceDocument12 pagesHigh Speed Milling of Hardened Steel Convex SurfaceZerina ČustovićNo ratings yet
- Literature ReviewDocument28 pagesLiterature ReviewDennisIgoyDacanayNo ratings yet
- DRILLINGDocument8 pagesDRILLINGMia AnggriyaniNo ratings yet
- ÖDEV Materials-12-01108Document16 pagesÖDEV Materials-12-01108Serkan APAYNo ratings yet
- Application of Taguchi Method To Optimize Friction Stir Welding Parameters For Polypropylene Composite Lap Joints PDFDocument17 pagesApplication of Taguchi Method To Optimize Friction Stir Welding Parameters For Polypropylene Composite Lap Joints PDFMulyanto MulyonoNo ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Design of Experiments All TopicsDocument261 pagesDesign of Experiments All Topicsirinuca12No ratings yet
- 3 Axis TB6560 3.5A Stepper Motor Driver Board Manual PDFDocument10 pages3 Axis TB6560 3.5A Stepper Motor Driver Board Manual PDFNisar AhmedNo ratings yet
- Major CNC Machine Tool TypesDocument4 pagesMajor CNC Machine Tool Typesirinuca12No ratings yet
- Statistical: With A Postscript On Statistical GraphicsDocument47 pagesStatistical: With A Postscript On Statistical Graphicsmhk665No ratings yet
- 21 Toma EmanoilDocument6 pages21 Toma Emanoilirinuca12No ratings yet
- M 7Document11 pagesM 7irinuca12No ratings yet
- New Rich Text DocumentDocument1 pageNew Rich Text Documentirinuca12No ratings yet
- W DryDocument13 pagesW Dryirinuca12No ratings yet
- CAD-based Path Planning For 3-D Line Laser Scanning: F. Xi, C. ShuDocument7 pagesCAD-based Path Planning For 3-D Line Laser Scanning: F. Xi, C. Shuirinuca12No ratings yet
- 5Document6 pages5irinuca12No ratings yet
- W DryDocument13 pagesW Dryirinuca12No ratings yet
- Huang LiangDocument9 pagesHuang Liangirinuca12No ratings yet
- 1285Document8 pages1285irinuca12No ratings yet
- Patel Review DryEDM IJSRD 2013Document4 pagesPatel Review DryEDM IJSRD 2013irinuca12No ratings yet
- 2Document4 pages2irinuca12No ratings yet
- Journal PaperDocument11 pagesJournal PaperipilakyaaNo ratings yet
- Paper Id-232014128Document25 pagesPaper Id-232014128irinuca12No ratings yet
- Cutting ToolDocument27 pagesCutting Toolvenkateshyadav2116No ratings yet
- Optimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026Document10 pagesOptimization of Edm Parameters Using Taguchi Method and Grey Relational Analysis For Mild Steel Is 2026irinuca12No ratings yet
- Articol 2Document7 pagesArticol 2irinuca12No ratings yet
- Fast 3D Scanning Methods For Laser Measurement Systems Oliver Wulf, Bernardo WagnerDocument6 pagesFast 3D Scanning Methods For Laser Measurement Systems Oliver Wulf, Bernardo Wagneririnuca12No ratings yet
- Design and Analysis of Cost-Effective CNC Milling MachineDocument130 pagesDesign and Analysis of Cost-Effective CNC Milling MachineMuhammad HarisNo ratings yet
- Automatic Reconstruction of 3D CAD Models From Digital ScansDocument35 pagesAutomatic Reconstruction of 3D CAD Models From Digital Scansirinuca12No ratings yet
- Vibration ConceptDocument9 pagesVibration ConceptssnkumarNo ratings yet
- VibeDocument9 pagesVibeirinuca12No ratings yet
- Vibration Measurement SetupDocument6 pagesVibration Measurement Setupirinuca12No ratings yet
- Development of Tilt and Vibration Measurement and Detection System Using Mems Accelerometer As A SensorDocument43 pagesDevelopment of Tilt and Vibration Measurement and Detection System Using Mems Accelerometer As A SensorNasir Hossain100% (1)
- Using MATLAB For Vibration MeasurementsDocument12 pagesUsing MATLAB For Vibration MeasurementsfranNo ratings yet
- Sensors 08 00784Document16 pagesSensors 08 00784rajesh_burra_20No ratings yet
- Value Analysis ConceptsDocument24 pagesValue Analysis ConceptsDMastermindNo ratings yet
- 330B Excavator Hydraulic Variable Gauge Undercarriage Hydraulic Systems - AttachmentDocument2 pages330B Excavator Hydraulic Variable Gauge Undercarriage Hydraulic Systems - Attachmentnilton acNo ratings yet
- AD0068959Document47 pagesAD0068959ali_raza117No ratings yet
- 4301 L 2 - 2006Document23 pages4301 L 2 - 2006Indra H BasriNo ratings yet
- Double Wall Corrugated Pipes (DWC) HDPE PipesDocument15 pagesDouble Wall Corrugated Pipes (DWC) HDPE Pipesdesign teamNo ratings yet
- Dynamics of Machinery - 2 Marks - All 5 UnitsDocument13 pagesDynamics of Machinery - 2 Marks - All 5 UnitsMohan Prasad.M58% (12)
- Seamless Dimensional Range: Wall ThicknessDocument1 pageSeamless Dimensional Range: Wall ThicknessFilipNo ratings yet
- Development of A Device For Brazing Copper Pipes in HVAC InstallationsDocument8 pagesDevelopment of A Device For Brazing Copper Pipes in HVAC InstallationsJournal of Interdisciplinary PerspectivesNo ratings yet
- Layout: Rear View Front ViewDocument14 pagesLayout: Rear View Front ViewRms AutomotrizNo ratings yet
- Use of Fiber-Reinforced Soil For Blast ProtectionDocument16 pagesUse of Fiber-Reinforced Soil For Blast ProtectionSameer ShashwatNo ratings yet
- Planer (Motor) (R921805375) (18 - ) (24 - ) - (S - N 341000655 & Above, 231611101 & Above, 721700342 & Above, 231711101 & Above) - PlanerDocument3 pagesPlaner (Motor) (R921805375) (18 - ) (24 - ) - (S - N 341000655 & Above, 231611101 & Above, 721700342 & Above, 231711101 & Above) - PlanerPedro Alfonso PerezNo ratings yet
- Head LossDocument1 pageHead LossamrNo ratings yet
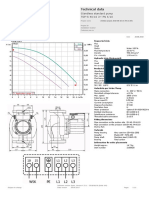
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Document1 pageBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesNo ratings yet
- Everything You Need To Know About CarburetorsDocument7 pagesEverything You Need To Know About CarburetorsDoran100% (1)
- Changanyikeni Apartments PadFtgDocument25 pagesChanganyikeni Apartments PadFtgAnonymous Xb3zHioNo ratings yet
- Presentation 1Document44 pagesPresentation 1Adugna GosaNo ratings yet
- Updated Mark PMDocument10 pagesUpdated Mark PMRoy MokNo ratings yet
- P&H 50t Ingles PDFDocument19 pagesP&H 50t Ingles PDFDanilo MarinNo ratings yet
- Dynamics AssignmentDocument3 pagesDynamics AssignmentSid MenonNo ratings yet
- Centroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersDocument5 pagesCentroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersNitik Kumar0% (1)
- Thermosolutal Convection Within A Vertical Porous Enclosure in The Case of A Buoyancy Ratio Balancing The Separation ParameterDocument9 pagesThermosolutal Convection Within A Vertical Porous Enclosure in The Case of A Buoyancy Ratio Balancing The Separation ParameterKheria ZitouniNo ratings yet
- Experiment 3 - Flow Over Supersonic AirfoilDocument14 pagesExperiment 3 - Flow Over Supersonic AirfoilSanthosh KumarNo ratings yet