You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Article in ISJ - Dec 2011Document11 pagesArticle in ISJ - Dec 2011Mwila ChambaNo ratings yet
- Facts Sugar BoilingDocument12 pagesFacts Sugar BoilingMwila ChambaNo ratings yet
- Strategy Sugar BoilingDocument10 pagesStrategy Sugar BoilingMwila ChambaNo ratings yet
- Sugar Cane Processing C9s10-1aDocument7 pagesSugar Cane Processing C9s10-1aYogendra JaiswalNo ratings yet
- Strategy Sugar BoilingDocument10 pagesStrategy Sugar BoilingMwila ChambaNo ratings yet
- Kristallisation Engl 4Document16 pagesKristallisation Engl 4Mwila ChambaNo ratings yet
- Issct CVF-2005Document10 pagesIssct CVF-2005Mwila ChambaNo ratings yet
- Resistor LegendDocument6 pagesResistor LegendRuban PalaniNo ratings yet
- Table PressureDocument1 pageTable Pressurecali79No ratings yet
- Steam TablesDocument6 pagesSteam TablesRichard Olawoyin100% (1)
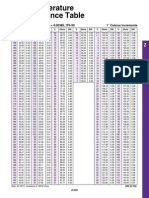
- For European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsDocument3 pagesFor European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsMary HarrisonNo ratings yet
- ThermocoupleDocument4 pagesThermocoupleAbdul RohmanNo ratings yet
- InfoTech & Comm Zica 2012Document16 pagesInfoTech & Comm Zica 2012Mwila ChambaNo ratings yet
- Mollier Chart WaterDocument1 pageMollier Chart Waterchouchou575% (8)
- Cost Accounting - June 2010 Dec 2010 and June 2011Document71 pagesCost Accounting - June 2010 Dec 2010 and June 2011Mwila ChambaNo ratings yet
- CVF-SVF - BaumannDocument16 pagesCVF-SVF - BaumannMwila ChambaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Cyber Attack NotesDocument4 pagesCyber Attack NotesCindy The GoddessNo ratings yet
- Iata 2008 - Annex ADocument11 pagesIata 2008 - Annex Agurungbhim100% (1)
- A) Discuss The Managing Director's Pricing Strategy in The Circumstances Described Above. (5 Marks)Document17 pagesA) Discuss The Managing Director's Pricing Strategy in The Circumstances Described Above. (5 Marks)Hannah KayyNo ratings yet
- Maxiim Vehicle Diagnostic ReportDocument3 pagesMaxiim Vehicle Diagnostic ReportCarlos Cobaleda GarcíaNo ratings yet
- Apayao Quickstat: Indicator Reference Period and DataDocument4 pagesApayao Quickstat: Indicator Reference Period and DataLiyan CampomanesNo ratings yet
- ''Adhibeo'' in LatinDocument5 pages''Adhibeo'' in LatinThriw100% (1)
- Business Location and Success:: The Case of Internet Café Business in IndonesiaDocument22 pagesBusiness Location and Success:: The Case of Internet Café Business in IndonesiaRichard Rhamil Carganillo Garcia Jr.100% (1)
- Shortcrete PDFDocument4 pagesShortcrete PDFhelloNo ratings yet
- Oracle Flash Storage System CLI ReferenceDocument454 pagesOracle Flash Storage System CLI Referencebsduser07No ratings yet
- 34-Samss-718 (12-02-2015)Document14 pages34-Samss-718 (12-02-2015)Mubin100% (1)
- Tan vs. CincoDocument2 pagesTan vs. CincoKing Badong67% (3)
- Belgian Overseas Chartering and Shipping NDocument2 pagesBelgian Overseas Chartering and Shipping NMXKatNo ratings yet
- Fax Cross ReferenceDocument32 pagesFax Cross ReferenceBranga CorneliuNo ratings yet
- The Casbah 29 (1986) - 01 September 2015Document13 pagesThe Casbah 29 (1986) - 01 September 2015Ishaan BlundenNo ratings yet
- DPC Clinical PaperDocument2 pagesDPC Clinical PaperAnkita KhullarNo ratings yet
- Garden Profile NDocument19 pagesGarden Profile NParitosh VermaNo ratings yet
- Profitability at BranchDocument21 pagesProfitability at Branchdabeernaqvi100% (1)
- Atex ExplainedDocument3 pagesAtex ExplainedErica LindseyNo ratings yet
- Avamar Backup Clients User Guide 19.3Document86 pagesAvamar Backup Clients User Guide 19.3manish.puri.gcpNo ratings yet
- City of London SWM Guidelines 2Document22 pagesCity of London SWM Guidelines 2Dotan NutodNo ratings yet
- DS Introduction To TreeDocument23 pagesDS Introduction To TreePrashant JainNo ratings yet
- ForecastingDocument16 pagesForecastingSadain Bin MahboobNo ratings yet
- Workflows in RUP PDFDocument9 pagesWorkflows in RUP PDFDurval NetoNo ratings yet
- Application Form ICDFDocument2 pagesApplication Form ICDFmelanie100% (1)
- Enterprise Management System: Reference W.S.JawadekarDocument34 pagesEnterprise Management System: Reference W.S.JawadekarPolice stationNo ratings yet
- Level 5 Diploma in Business Management: Assignment BriefsDocument22 pagesLevel 5 Diploma in Business Management: Assignment BriefsyehashaNo ratings yet
- Is Your Money Safe With Builders Indulging in Criminal Disreputation Management - Story of Navin Raheja & Raheja Developers in GurgaonDocument44 pagesIs Your Money Safe With Builders Indulging in Criminal Disreputation Management - Story of Navin Raheja & Raheja Developers in Gurgaonqubrex1No ratings yet
- Slates Cembrit Berona 600x300 Datasheet SirDocument2 pagesSlates Cembrit Berona 600x300 Datasheet SirJNo ratings yet
- 14.quality of Life in Patients With Recurrent AphthousDocument7 pages14.quality of Life in Patients With Recurrent AphthousCoste Iulia RoxanaNo ratings yet
- Bot LuckygamesDocument16 pagesBot LuckygamesMokkaNo ratings yet