You might also like
- Bolt Pattern GuideDocument3 pagesBolt Pattern GuideJames HowardNo ratings yet
- Vats Sell SheetDocument2 pagesVats Sell SheetJesus Gonzalez AndradeNo ratings yet
- Strama PaperDocument105 pagesStrama PaperAnnMendoza100% (1)
- Gradall Forklift Serial Number Decoder PDFDocument3 pagesGradall Forklift Serial Number Decoder PDFCharlesNo ratings yet
- Audi A6 (C5) Repair Manual: 1998-2004 - Table of ContentsDocument2 pagesAudi A6 (C5) Repair Manual: 1998-2004 - Table of ContentsBentley Publishers35% (23)
- Diamond AccountDocument2 pagesDiamond AccountJagadeesh YathirajulaNo ratings yet
- Market Strategies of ToyotaDocument39 pagesMarket Strategies of ToyotaSaqib Ashraf100% (1)
- PESTLE Analysis of The Automobile Industry: - : 1. Political FactorsDocument5 pagesPESTLE Analysis of The Automobile Industry: - : 1. Political FactorsVandita KhudiaNo ratings yet
- Marketing Plan 2013 Toyota CorollaDocument32 pagesMarketing Plan 2013 Toyota CorollaVic Chong100% (2)
- Date: Monday 19/5/2015: Strategic Management Year 2015 Final ExamDocument6 pagesDate: Monday 19/5/2015: Strategic Management Year 2015 Final ExamNehal NabilNo ratings yet
- History of The Automobile - The Brands PDFDocument177 pagesHistory of The Automobile - The Brands PDFfiat127sport100% (1)
- Operation Management - ToyotaDocument8 pagesOperation Management - ToyotaAhmad Hirzi AzniNo ratings yet
- ToyotaDocument20 pagesToyotaMehtab Hussain Syed75% (8)
- Case Study On Ford Motor CompanyDocument5 pagesCase Study On Ford Motor CompanySteveNo ratings yet
- Steering Controled Headlights Project ReportDocument20 pagesSteering Controled Headlights Project ReportKuldeep Yadav80% (20)
- Toyota Strategic MGTDocument54 pagesToyota Strategic MGTSara Ahmed67% (3)
- Case Study On TataDocument53 pagesCase Study On Tatabunty.0991100% (1)
- SWOT Analysis of Tata MotorsDocument13 pagesSWOT Analysis of Tata MotorsShubham TiwariNo ratings yet
- Toyota's Marketing StrategyDocument14 pagesToyota's Marketing StrategyLavin Gurnani0% (1)
- Toyota Swot AnalysisDocument3 pagesToyota Swot AnalysisAnkur Anil Nahata100% (4)
- Glan v. IACDocument2 pagesGlan v. IACAngelicaNo ratings yet
- Toyota Porter's Diamond Toyota Five Forces Model Toyota Product PositioningDocument6 pagesToyota Porter's Diamond Toyota Five Forces Model Toyota Product PositioningSufi Maher67% (3)
- International Entry Strategies (Report)Document5 pagesInternational Entry Strategies (Report)Asrulnor_Hazno_7100100% (3)
- The Olympic Games1Document20 pagesThe Olympic Games1Jagadeesh YathirajulaNo ratings yet
- Analysis of Toyota Motor CorporationDocument7 pagesAnalysis of Toyota Motor CorporationMohamed Ibrahim Siraj0% (2)
- Mergers Acq DivDocument42 pagesMergers Acq DivJagadeesh YathirajulaNo ratings yet
- Analysis and Evaluation of Toyota's Marketing StrategyDocument17 pagesAnalysis and Evaluation of Toyota's Marketing Strategyccuong_82029284167% (3)
- Carbon Trading and Carbon CreditsDocument22 pagesCarbon Trading and Carbon CreditsJagadeesh Yathirajula100% (2)
- Ethical Issues in ToyotaDocument11 pagesEthical Issues in ToyotaRahim Ejaz90% (20)
- Value Chain Analysis of ToyotaDocument9 pagesValue Chain Analysis of Toyotafazlin100% (1)
- Case Study of Hyundai Motor CompanyDocument7 pagesCase Study of Hyundai Motor CompanyGi Hyeon LeeNo ratings yet
- Toyota Case StudyDocument8 pagesToyota Case Studyshivam dubey100% (1)
- Toyota Case StudyDocument11 pagesToyota Case StudyEvelyn KeaneNo ratings yet
- Case Study On Toyota's Globalization StrategiesDocument5 pagesCase Study On Toyota's Globalization StrategiesPranav SehgalNo ratings yet
- Toyota Case StudyDocument5 pagesToyota Case StudyAnand Bugdane100% (1)
- MKT306 Marketing Strategy Assignment - Gajanath - AnswerDocument16 pagesMKT306 Marketing Strategy Assignment - Gajanath - AnswerBalachandrarajan KarthikNo ratings yet
- 6600 Motor - Ciclo DieselDocument4 pages6600 Motor - Ciclo DieselFrancisco Habsburgo100% (1)
- STP of ToyotaDocument2 pagesSTP of ToyotaNivedkrishna ThavarayilNo ratings yet
- Marketing - Marketing Strategies of Toyota FinalDocument66 pagesMarketing - Marketing Strategies of Toyota Finalvarun100% (1)
- Environmental Analysis of Tata MotorDocument3 pagesEnvironmental Analysis of Tata MotorVikash KumarNo ratings yet
- TOYOTADocument30 pagesTOYOTARajavali Dudekula75% (4)
- Problem & Solutions of Toyota Motor CorporationDocument5 pagesProblem & Solutions of Toyota Motor CorporationImroz Mahmud73% (15)
- Sample 1 Strategic MangmentDocument20 pagesSample 1 Strategic MangmentAmanaf1100% (1)
- Strategic Management For ToyotaDocument95 pagesStrategic Management For ToyotaMajoy Mendoza80% (5)
- Solution of Toyota Case Study Dated 06-12-2020Document3 pagesSolution of Toyota Case Study Dated 06-12-2020Mughees Ahmed0% (1)
- Strategic ManagementDocument13 pagesStrategic Managementca_karthik_moorthy80% (5)
- "An Era of Esteem": Indus Motor Company LTDDocument39 pages"An Era of Esteem": Indus Motor Company LTDhaidershahtirmizi67% (3)
- OM Toyota Group1Document19 pagesOM Toyota Group1Shivam Jaiswal100% (1)
- International Sales and Distribution Management EditedDocument22 pagesInternational Sales and Distribution Management EditedFlor Luzon RollenasNo ratings yet
- Transnational StrategyDocument3 pagesTransnational StrategyKshitishUnmukta100% (2)
- Project On TATA Motors by Nilesh Manghwani, Sinhgad Institute of Business Administration and Research Pune 48Document54 pagesProject On TATA Motors by Nilesh Manghwani, Sinhgad Institute of Business Administration and Research Pune 48nilesh SIBAR pune 4888% (17)
- Porters Diamond For ZaraDocument2 pagesPorters Diamond For ZaraSunny Ramesh SadnaniNo ratings yet
- MAHLEDocument289 pagesMAHLEmarciorga100% (2)
- Case Study Toyota in ChinaDocument2 pagesCase Study Toyota in ChinaSubash Naga0% (2)
- Ford Strama FinalDocument33 pagesFord Strama FinalAnonymous MCtN3Fm75% (4)
- E Global Strategy Toyota AssignmentDocument35 pagesE Global Strategy Toyota AssignmentSamson Anbesa0% (1)
- Case Analysis On Toyota CompanyDocument2 pagesCase Analysis On Toyota CompanyEng. Tadele DandenaNo ratings yet
- Mckinsey 7sDocument11 pagesMckinsey 7sfirefox3011No ratings yet
- ToyotaDocument2 pagesToyotahenock0% (2)
- ToyotaDocument10 pagesToyotaArun Sanal100% (2)
- Toyota's Strategy and Initiatives in Europe: The Launch of The AygoDocument15 pagesToyota's Strategy and Initiatives in Europe: The Launch of The Aygokubabubu100% (2)
- Strategic Management PaperDocument35 pagesStrategic Management PaperAlexyss Alip100% (1)
- Toyota Corolla Marketing Plan Authentic..Document8 pagesToyota Corolla Marketing Plan Authentic..Omair MunawarNo ratings yet
- Sample Exam 1Document13 pagesSample Exam 1Hemang PatelNo ratings yet
- Competitive Profile MatrixDocument1 pageCompetitive Profile Matrixbeverly100% (1)
- Marketing Plan Analysis Honda VietnamDocument46 pagesMarketing Plan Analysis Honda VietnamPhan Huỳnh Diễm Thảo100% (3)
- Ford SwotDocument7 pagesFord SwotKhắc ThànhNo ratings yet
- A Strategic Marketing Plan For NikeDocument23 pagesA Strategic Marketing Plan For NikeAj AquinoNo ratings yet
- Reflection Paper 1Document5 pagesReflection Paper 1John Jethro HernandezNo ratings yet
- Executive SummaryDocument2 pagesExecutive SummaryUltraman Thean100% (1)
- External Factor Evaluation of Karachi UinversityDocument10 pagesExternal Factor Evaluation of Karachi Uinversitymadihashkh86% (7)
- Toyota's I: J T RevolutionDocument3 pagesToyota's I: J T RevolutionMahesh SatapathyNo ratings yet
- Abhishek Bennette Nandakumar Joel RoshnaDocument29 pagesAbhishek Bennette Nandakumar Joel RoshnaBennette AbrahamNo ratings yet
- Out of Control - Case Study 3Document3 pagesOut of Control - Case Study 3Samar Qadir0% (1)
- Terms and Conditions: - Festive Offer 2017 - 5% Cash BackDocument1 pageTerms and Conditions: - Festive Offer 2017 - 5% Cash BackJagadeesh YathirajulaNo ratings yet
- Manager Mmgs II Selected For Interview 0407Document20 pagesManager Mmgs II Selected For Interview 0407Jagadeesh YathirajulaNo ratings yet
- NOTI896Document1 pageNOTI896Jagadeesh YathirajulaNo ratings yet
- Mergers, Acquisition & HR: - ObjectivesDocument20 pagesMergers, Acquisition & HR: - ObjectivesJagadeesh YathirajulaNo ratings yet
- MR A Bhattacharjee CEO Concalve KolkataDocument27 pagesMR A Bhattacharjee CEO Concalve KolkataJagadeesh YathirajulaNo ratings yet
- The Road To IPO On The ASX For Multinational Companies 10 April 2015Document23 pagesThe Road To IPO On The ASX For Multinational Companies 10 April 2015Jagadeesh YathirajulaNo ratings yet
- Fifa World CupDocument26 pagesFifa World CupJagadeesh YathirajulaNo ratings yet
- The Effects of Mergers: Burcin YurtogluDocument33 pagesThe Effects of Mergers: Burcin YurtogluJagadeesh YathirajulaNo ratings yet
- Personal Finance For Students & Residents: David T. Overton MD, MBA, FACEPDocument58 pagesPersonal Finance For Students & Residents: David T. Overton MD, MBA, FACEPJagadeesh YathirajulaNo ratings yet
- Special Olympics Quick Overview of Alps: Athlete Leadership ProgramsDocument23 pagesSpecial Olympics Quick Overview of Alps: Athlete Leadership ProgramsJagadeesh YathirajulaNo ratings yet
- Chapter 01 Introduction To M and ADocument28 pagesChapter 01 Introduction To M and AJagadeesh YathirajulaNo ratings yet
- Bench - Mendocino BenchDocument5 pagesBench - Mendocino BenchvdbrogerNo ratings yet
- Marketing Management Presentation On KIA PICANTODocument32 pagesMarketing Management Presentation On KIA PICANTOabdur rehmanNo ratings yet
- Story of FackersDocument1 pageStory of FackersEmilyTaylor1812No ratings yet
- 8 Info and Work Sheet Service Differential and Front AxleDocument17 pages8 Info and Work Sheet Service Differential and Front AxleDEATHSTAR GAMINGNo ratings yet
- Bhaskar EnglishDocument6 pagesBhaskar EnglishUsha ramawatNo ratings yet
- Analysis of Automobile IndustryDocument9 pagesAnalysis of Automobile IndustryNikhil Kakkar100% (1)
- Barracuda FeaturesenDocument6 pagesBarracuda FeaturesenmimountsNo ratings yet
- Window StickerDocument1 pageWindow Stickerjbdietz2021No ratings yet
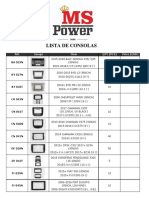
- CONSOLASDocument7 pagesCONSOLASADRIAN ANTONY MANSILLA SOTONo ratings yet
- FAE Manocontactos AceiteDocument26 pagesFAE Manocontactos Aceitegume pesaNo ratings yet
- Motor Trend New Car Buyer 27s Guide 2014Document100 pagesMotor Trend New Car Buyer 27s Guide 2014Thomas SwiftNo ratings yet
- Used Engine: Top Rated Used Car Engines For Sale at Low PriceDocument9 pagesUsed Engine: Top Rated Used Car Engines For Sale at Low PriceArpit Singh ChauhanNo ratings yet
- Huf Tpms GuidelineDocument2 pagesHuf Tpms GuidelineTallers Can BassaNo ratings yet
- Tata Group IntroductionDocument5 pagesTata Group IntroductionMukesh Manwani100% (1)
- Vehicular Terrorism The Threat Behind The Wheel PDFDocument13 pagesVehicular Terrorism The Threat Behind The Wheel PDFcphanNo ratings yet
- Maruti GypsyDocument2 pagesMaruti GypsyJayantYadavNo ratings yet
- Hunger VDS2: Valve Seat Refacing ToolDocument4 pagesHunger VDS2: Valve Seat Refacing ToolOrlando GalvanNo ratings yet
- Key Master OBDSTARDocument3 pagesKey Master OBDSTARتوفيق الهدوني100% (1)
- Euroncap Audi q7 2006 4stars PDFDocument1 pageEuroncap Audi q7 2006 4stars PDFSANTIAGONo ratings yet