You might also like
- No. 748,348. PATENTED DEC. 29, 1903. Rotary'Fluid Engine.: J. F. GooleyDocument4 pagesNo. 748,348. PATENTED DEC. 29, 1903. Rotary'Fluid Engine.: J. F. Gooleymonem2014No ratings yet
- Tree Climbing Motor Patent from 1903Document4 pagesTree Climbing Motor Patent from 1903monem2014No ratings yet
- SSntanv Engine.,: No. 630,648. - Pamnfed Aug.-A, - 899Document7 pagesSSntanv Engine.,: No. 630,648. - Pamnfed Aug.-A, - 899monem2014100% (1)
- Cumblned Muffle and Mud Guard For Mgtor Ve'Rhbles.: Patented July 22, 2%2Document3 pagesCumblned Muffle and Mud Guard For Mgtor Ve'Rhbles.: Patented July 22, 2%2monem2014No ratings yet
- Us 2844129Document3 pagesUs 2844129monem2014No ratings yet
- Us 2527424Document3 pagesUs 2527424monem2014No ratings yet
- March23, 1954 J. L, Dunnlgan Y 2,672,853: Sealed Cooling System For Internal-Combustion EnginésDocument3 pagesMarch23, 1954 J. L, Dunnlgan Y 2,672,853: Sealed Cooling System For Internal-Combustion Enginésmonem2014No ratings yet
- No. 648,153. - Patented Apr. 24, I900. J. P. Serve. : Means For Lubrigating Engine Fylinbers, 61.0Document3 pagesNo. 648,153. - Patented Apr. 24, I900. J. P. Serve. : Means For Lubrigating Engine Fylinbers, 61.0monem2014No ratings yet
- May 15, l945-W. Kilchenmann: Reversible Supercharged Two-Stroke Internal-Combustion Engine IDocument3 pagesMay 15, l945-W. Kilchenmann: Reversible Supercharged Two-Stroke Internal-Combustion Engine Imonem2014No ratings yet
- Dec. 15, 1942. - R. Lang:1 Al Diesel Engine With Charging PancaDocument3 pagesDec. 15, 1942. - R. Lang:1 Al Diesel Engine With Charging Pancamonem2014No ratings yet
- Us 2668523Document4 pagesUs 2668523monem2014No ratings yet
- Combined Electric Starter, Battery Recharger and Engine Supercharger for Internal Combustion EnginesDocument4 pagesCombined Electric Starter, Battery Recharger and Engine Supercharger for Internal Combustion Enginesmonem2014No ratings yet
- Nov. 12, 1935. W. D. Appel 2,020,597: Filed Aug. 13, 1934Document3 pagesNov. 12, 1935. W. D. Appel 2,020,597: Filed Aug. 13, 1934monem2014No ratings yet
- Us 2397941Document3 pagesUs 2397941monem2014No ratings yet
- Us 1301141Document4 pagesUs 1301141monem2014No ratings yet
- Sept. 24, 1929. W. Siders: Filed Nov. 5. 1925Document3 pagesSept. 24, 1929. W. Siders: Filed Nov. 5. 1925monem2014No ratings yet
- "A Framework For Assessing The Adequacy and Effectiveness of Software Development MethodologiesDocument47 pages"A Framework For Assessing The Adequacy and Effectiveness of Software Development Methodologiesmonem2014No ratings yet
- 46, Tazecfeafe Fue) : Filed Oct. 5, 195.1IDocument42 pages46, Tazecfeafe Fue) : Filed Oct. 5, 195.1Imonem2014No ratings yet
- Oct. 24, 1944, C. K. Newcombe 7 2,360,969: Supercharger For Internal-Combustion EnginesDocument3 pagesOct. 24, 1944, C. K. Newcombe 7 2,360,969: Supercharger For Internal-Combustion Enginesmonem2014No ratings yet
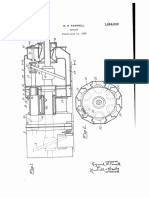
- Wwkzii: Jan. 10, 1933. R. H. FarwellDocument3 pagesWwkzii: Jan. 10, 1933. R. H. Farwellmonem2014100% (1)
- June 13, 1961 ' F. Wankel Etal 2,988,065: Rotary Internal Conbustion Engine Filed Nov. 17, 1958 2l Sheets-Sheet 1Document33 pagesJune 13, 1961 ' F. Wankel Etal 2,988,065: Rotary Internal Conbustion Engine Filed Nov. 17, 1958 2l Sheets-Sheet 1monem2014No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Zinc Chloride Lab Report FeedbackDocument2 pagesZinc Chloride Lab Report FeedbackaggieNo ratings yet
- Patente Columna York - ScheibelDocument6 pagesPatente Columna York - Scheibeligor1991No ratings yet
- Scarani - Quantum Physics With PolarizationDocument21 pagesScarani - Quantum Physics With Polarizationj.emmett.dwyer1033No ratings yet
- Handbook of Basic Microtechnique (1958) by GrayDocument272 pagesHandbook of Basic Microtechnique (1958) by GrayDan JohnsonNo ratings yet
- Most Stable Nuclei Among Isobaric FamilyDocument1 pageMost Stable Nuclei Among Isobaric FamilyFast FeneNo ratings yet
- Snakes and Ladders in Chemistry (Eamcet Special)Document11 pagesSnakes and Ladders in Chemistry (Eamcet Special)sriniwaas chhari thNo ratings yet
- Fundamentals of First-Order RL & RC CircuitsDocument60 pagesFundamentals of First-Order RL & RC CircuitsPhan Phuong NgocNo ratings yet
- 02 Statics of Rigid Bodies 01 ConceptsDocument3 pages02 Statics of Rigid Bodies 01 Conceptsxaaabbb_550464353No ratings yet
- SJPO General Round SampleDocument19 pagesSJPO General Round Sampleronghui009No ratings yet
- Mikavukasaragod Physics PDFDocument148 pagesMikavukasaragod Physics PDFRaj SinhaNo ratings yet
- Som 4Document11 pagesSom 4Ronaldo Ulisi100% (1)
- Physics For Information Science Course ContentDocument2 pagesPhysics For Information Science Course ContentB KARUPPASAMYNo ratings yet
- All Physics Formulae Panorama FrazMallick PDFDocument57 pagesAll Physics Formulae Panorama FrazMallick PDFSiyar AhmadNo ratings yet
- LESSON Plan in Science (TTL2)Document5 pagesLESSON Plan in Science (TTL2)Rosa LegaraNo ratings yet
- Roger A. Strehlow - Detonation and The Hydrodynamics of Reactive Shock WavesDocument170 pagesRoger A. Strehlow - Detonation and The Hydrodynamics of Reactive Shock WavesGhoree23456No ratings yet
- Technological Institute of the Philippines Mechanics of Deformable BodiesDocument19 pagesTechnological Institute of the Philippines Mechanics of Deformable BodiesChavin StormNo ratings yet
- AssignDocument10 pagesAssignkakaNo ratings yet
- Orthogonal Vs OrthonormalDocument2 pagesOrthogonal Vs OrthonormalShouman BaruaNo ratings yet
- Exact Solutions Navier Stokes WangDocument19 pagesExact Solutions Navier Stokes WangToddharrisNo ratings yet
- Liquid CrystalDocument31 pagesLiquid Crystalrajtripathi0305No ratings yet
- Electric PotentialDocument26 pagesElectric PotentialGlitchNo ratings yet
- Light absorption of iron thiocyanate complexDocument5 pagesLight absorption of iron thiocyanate complexErnesto LecuonaNo ratings yet
- Pipeline Buoyancy Analysis and Prevention MethodsDocument6 pagesPipeline Buoyancy Analysis and Prevention Methodsjiwani87No ratings yet
- Math 365 - Sample Exams to Practice for TestsDocument13 pagesMath 365 - Sample Exams to Practice for TestsNab Tor100% (1)
- The Bernoulli Equation & Crocco’s TheoremDocument4 pagesThe Bernoulli Equation & Crocco’s TheoremJohn BirdNo ratings yet
- Bohr's ModelDocument3 pagesBohr's ModelSanjay Mani TripathiNo ratings yet
- Engineering Utilities 1 Module 1Document13 pagesEngineering Utilities 1 Module 1Fra KENo ratings yet
- Dynamics of Rigid BodiesDocument14 pagesDynamics of Rigid BodiescharespiadalcordoNo ratings yet
- Biology Exam 4 Study GuideDocument12 pagesBiology Exam 4 Study GuideKhusbu PatelNo ratings yet
- Motion in A CircleDocument11 pagesMotion in A CircleabdulrahmanibnfayyazNo ratings yet