Professional Documents
Culture Documents
Report 2012 - 3363 - Guideline For Inspection of Decommissioned Offshore Structures
Uploaded by
Mohammad HeidaryOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Report 2012 - 3363 - Guideline For Inspection of Decommissioned Offshore Structures
Uploaded by
Mohammad HeidaryCopyright:
Available Formats
DET NORSKE VERITAS
TM
REPORT
GUIDELINE FOR INSPECTION OF
DECOMMISSIONED OFFSHORE
STRUCTURES
NORSK OLJE OG GASS
REPORT NO./DNV REG NO.: 2012-3363 / 13XE6KG-4
REV 0, 2013-07-03
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Table of Contents
Page
GENERAL .......................................................................................................................................... 1
1.1 Introduction ............................................................................................................................... 1
1.2 Scope ......................................................................................................................................... 2
1.3 Objective and use....................................................................................................................... 2
1.4 Structure of document ............................................................................................................... 2
TERMINOLOGY AND DEFINITIONS ............................................................................................ 3
ABBREVIATIONS ............................................................................................................................. 4
AREAS TO BE INSPECTED ............................................................................................................. 5
4.1 Structural strength...................................................................................................................... 5
4.2 Corrosion ................................................................................................................................... 7
4.3 Inspection Technology .............................................................................................................. 7
4.4 Other .......................................................................................................................................... 8
INFORMATION GATHERING......................................................................................................... 9
SELECTION OF AREAS ................................................................................................................. 10
6.1 Basis for selection .................................................................................................................... 10
6.2 Workshop Selection of inspections ...................................................................................... 11
6.3 Documentation......................................................................................................................... 11
PREPARATIONS AND EXECUTION OF INSPECTIONS ........................................................... 12
7.1 Group A Structural Strength ................................................................................................. 13
7.1.1 General ............................................................................................................................. 13
7.1.2 A.1 Low fatigue lives and/or reported cracks .................................................................. 13
7.1.3 A.2 Grout connection between leg and pile ..................................................................... 15
7.1.4 A.3 Pile/sleeve connections.............................................................................................. 16
7.1.5 A.4 Piles ........................................................................................................................... 17
7.1.6 A.5 Members with unintended flooding .......................................................................... 18
7.1.7 A.6 Splash zone (fatigue) ................................................................................................. 19
7.1.8 A.7 Mechanical damaged structural members ................................................................. 19
7.1.9 A.8 Grout reinforced structural components .................................................................... 20
7.1.10 A.9 Pile to topside connection/condition of splice connections....................................... 22
7.1.11 A.10 Ring stiffened joints ................................................................................................ 22
7.1.12 A.11 Single sided welds ................................................................................................... 23
7.1.13 A.12 Closure welds .......................................................................................................... 24
7.1.14 A.13 Conductors, risers and caissons structural condition............................................ 25
7.1.15 A.14 Cast joints ................................................................................................................ 25
7.1.16 A.15 Materials and welding ............................................................................................. 26
7.1.17 A.16 Material test of highly loaded parts ......................................................................... 26
7.1.18 A.17 Measurement of residual stresses ............................................................................ 27
7.1.19 A.18 Test of corroded material ........................................................................................ 27
7.2 Group B Corrosion ............................................................................................................... 28
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page ii of iii
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.2.1 General ............................................................................................................................. 28
7.2.2 B.1 CP system .................................................................................................................. 28
7.2.3 B.2 Coating....................................................................................................................... 30
7.2.4 B.3 Coating repair ............................................................................................................ 31
7.2.5 B.4 Splash zone (corrosion) ............................................................................................. 31
7.2.6 B.5 Riser and riser clamps (corrosion) ............................................................................. 32
7.3 Group C Inspection Technology........................................................................................... 33
7.3.1 General ............................................................................................................................. 33
7.3.2 C.1 Details that have inspection findings from operation ................................................ 34
7.3.3 C.2 Areas of difficult/challenging underwater inspection ............................................... 35
7.3.4 C.3 Verification of new inspection techniques ................................................................ 35
7.4 Group D Other ...................................................................................................................... 36
7.4.1 D.1 Bolts........................................................................................................................... 36
7.4.2 D.2 Repair clamps ............................................................................................................ 36
7.4.3 D.3 Marine growth ........................................................................................................... 37
8
POST-PROCESSING OF DATA ..................................................................................................... 38
8.1 Group A - Structural strength .................................................................................................. 38
8.1.1 Evaluation of methods for structural calculations ............................................................ 38
8.1.2 Grout connections ............................................................................................................ 38
8.2 Group B Corrosion ............................................................................................................... 38
8.2.1 CP system ......................................................................................................................... 38
8.3 Group C Inspection Technology........................................................................................... 38
STORAGE OF RESULTS ................................................................................................................ 39
9.1 Group A - Structural strength .................................................................................................. 39
9.2 Group B Corrosion ............................................................................................................... 41
9.3 Group C Inspection Technology........................................................................................... 43
9.4 Group D Other ...................................................................................................................... 43
10 REFERENCES .................................................................................................................................. 44
Appendix 1: Example format for workshop
Appendix 2: Checklist for workshop
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page iii of iii
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
GENERAL
1.1 Introduction
Many offshore structures are approaching the end of their original design life. In the coming years
these will either be decommissioned or their operating lifetime will be extended. .
In April 2010 the PSA activities regulation 50 was published, ref. /1/: When facilities are disposed
of, the operator shall carry out studies of the structures condition. The results shall be used to assess
the safety of similar facilities.
In the guidance note to 50 it is specified that the examinations should particularly be carried out
with a view towards projected new facilities and use of facilities beyond their original planned lifetime
in mind. PSA has however not specified what type of inspection which shall be performed.
PSA expects that the industry identifies areas on decommissioned structures which should be
inspected/tested to provide information of general value for life extension and design of similar
facilities. The industry should organize experience transfer and make relevant data available to ensure
that all operators learn from these inspections.
This guideline has been financed by NOG and prepared in co-operation with the industry in order to
establish a common set of criteria for which areas to inspect on decommissioned structures, when to
inspect, what type of inspections that should be performed and how to report the results to ensure that
the lessons learned can be incorporated into the inspection and maintenance program on structures
which are intended to operate beyond the original design life. Over time the experience and learning
from decommissioned structures may also be utilised in design of new structures.
Inspection of decommissioned structures is a unique opportunity to investigate how the structures
actually have performed over 20-40 years operation; were the designs adequate or unfavourable? The
following is examples of what may be possible to learn and obtain:
Relation between design calculations and real conditions; i.e. how the structure have performed
Increased knowledge related to offshore repair and reinforcement solutions
Confirm condition of non-accessible areas (e.g. piles, bolts/fasteners, clamps)
Verify inspection findings from operation
Sharing information via uniform collection of data
Inspection of structures brought onshore will provide added value and over time;
contribute to increase the confidence to methodologies and criteria used in design
contribute to increase the confidence to modern state-of-the-art methodologies and criteria to
document safe life extension
help the operators to direct the inspections and maintenance to the most important areas
reveal poor design & repair solutions
provide information of the goodness/capability of the inspection methods used offshore
provide information of how much contingency is built into design codes which can be utilised
in life extension
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 1 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
contribute to reduce the extent of inspections
1.2 Scope
The purpose of the guideline is to establish a common approach for planning, execution and
documentation of inspection of decommissioned jacket structures.
The guideline is applicable for all structural parts of the jacket structures, including topside structures.
Topside process equipment is not covered by this guideline.
1.3 Objective and use
The project specific decommissioning plan shall include the extent of inspection that shall be
performed on the decommissioned structure. This guideline should be used to decide which areas of
the decommissioned jacket structures that shall be inspected and what type of inspections that shall be
performed.
This guideline also specifies what type of information that should be stored in relation to these
inspections. The intention is to ensure a common reporting of data so that sharing of information for
future assessments is possible.
1.4 Structure of document
Section 4 lists all candidate areas for inspection which is covered in the guideline. Each area has a
dedicated designation/ID which will follow this area for inspection in the guideline.
Section 5 describes and lists the type of information that should be gathered prior to the selection of
areas to be inspected.
Section 6 describes how the selection of areas for each structure shall be performed as part of the
cessation project.
Section 7 gives details of how the inspections defined in Section 4 shall be performed. This Section is
also intended to be used during the selection of areas for inspection.
Section 8 describes how the data should be post-processed.
Section 9 describes how the results should be stored and reported.
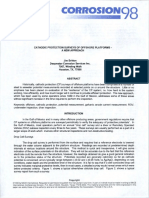
Figure 1-1 gives an illustration of the work flow for this guideline.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 2 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Figure 1-1
Illustration of work flow for this guideline.
TERMINOLOGY AND DEFINITIONS
may
indicates a permissible course of action
shall
indicates a mandatory requirement
should
indicates a preferred course of action
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 3 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ABBREVIATIONS
ALS
Accidental Load Limit States
CP
Cathodic Protection
DFF
Design Fatigue Factor
DFI
Design, Fabrication, Installation
ET
Eddy Current Testing
FLS
Fatigue Limit States
FMD
Flooded Member Detection
MPI
Magnetic Particle Inspection
MSF
Module Support Frame
MT
Magnetic Particle Testing
NDE
Non Destructive Examination
NDT
Non Destructive Testing
NOG
Norsk Olje og Gass
POD
Probability Of Detection
PSA
Petroleum Safety Authority
SCF
Stress Concentration Factor
ULS
Ultimate Limit States
UT
Ultrasonic Testing
VE
Visual Examination
VT
Visual Testing
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 4 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
AREAS TO BE INSPECTED
The candidate areas for inspection have been classified into 4 groups:
Group A:
Structural strength
Group B:
Corrosion
Group C:
Inspection technology
Group D:
Other
Each area of inspection has been given a dedicated ID that will follow this area of inspection
throughout the document. Each area for inspection has been given an inspection code:
Code 1:
Minimum recommended requirement; i.e. should be performed on all structures.
Code 2:
Supplementary inspection; up to project to decide if inspection shall be performed based
on checklists given in Appendix 2 and engineering judgement.
Code 3:
Supplementary testing; laboratory testing which is up to project to decide if should be
performed.
Inspection areas with Code 1 and 2 are detailed further in this document. Inspection areas with Code 3
will require development of test procedures and is not covered in more detail in this guideline.
4.1 Structural strength
Table 4-1 lists the candidate areas for inspection defined in the Group A structural strength.
Table 4-1 Candidate areas for inspection defined in Group A Structural Strength.
ID
Code Areas to be inspected
Purpose
A.1
1
Low calculated fatigue
Increase understanding of fatigue phenomena to
lives and/or reported
improve fatigue analysis methods. See Sec. 7.1.2.
cracks
A.2
1
Grout connection between Check how grout has behaved. Check that the
leg and pile
assumptions made in design are acceptable. See Sec.
7.1.3.
A.3
1
Pile/sleeve connections
Check how grout has behaved. Check that the
assumptions made in design are acceptable. See Sec.
7.1.4.
A.4
1
Piles
Check that piles below mud-line have no damage or
cracks to increase the confidence to the analysis. See
Sec. 7.1.5.
A.5
1
Members with unintended Detect cause of flooding. See Sec. 7.1.6.
flooding
A.6
2
Splash zone (Fatigue)
Inspect highest utilized joints in the horizontal frames
in order to validate/calibrate analysis procedure, and
in-service inspection methods in order to reduce
uncertainties in future assessments. See Sec. 7.1.7.
A.7
2
Mechanically damaged
Obtain data on capacity of damaged structural
structural members
elements. See Sec. 7.1.8.
A.8
2
Grout reinforced structural Check the quality of grout and degree of filling to gain
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 5 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Code
Areas to be inspected
components
A.9
A.10
Pile to topside
connection/condition of
splice connections
Ring stiffened joints
A.11
Single sided welds
A.12
Closure welds
A.13
A.14
A.15
3
3
Conductors, Risers,
Caissons - structural
condition
Cast joints
Materials and welding
A.16
Material test of highly
loaded parts
A.17
Measurement of residual
stresses
A.18
Test of corroded material
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Purpose
experience for selection of grout material and testing
for later grout operations. See Sec. 7.1.9.
Verify how these connections have worked. See Sec.
7.1.10.
Check the condition of the inner ring stiffeners with
the objective to validate the fatigue analysis procedure
for the stiffener itself and the weld between stiffener
and chord. See Sec. 7.1.11.
Check the condition of the root area in single sided
welds with the objective to validate the fatigue
analysis procedure. See Sec. 7.1.12.
Welds made under difficult condition in the yard with
limited NDT. Possible sites for fatigue cracking in life
extension. See Sec. 7.1.13.
To get an overview of the structural condition of the
conductors/risers/caissons. Main focus area is
connection point to structure. See Sec. 7.1.14.
Confirm quality of cast joints. See Sec. 7.1.15.
Knowledge about the steel quality and quality of
welding of steels used in early platforms. See Sec.
7.1.16.
Establish stress/strain curves to assess possible ageing.
Perform fatigue testing to establish remaining fatigue
life. See Sec. 7.1.17.
Improve understanding of the residual stresses in a
structure that has served for several years in order to
remove possible conservatism in the assessment
methods. See Sec. 7.1.18.
Establish S-N curves for structures with free corrosion.
See Sec. 7.1.19.
Page 6 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
4.2 Corrosion
Table 4-2 lists candidate areas for inspection defined in the Group B Corrosion.
Table 4-2 Candidate areas for inspection defined in Group B Corrosion.
ID
Code Areas to be inspected
Purpose
B.1
1
CP system
Knowledge of contingency of the CP-system can be
utilised for lifetime extension of other structures. See
Sec. 7.2.2.
B.2
1
Coating
Improve knowledge of coating degradation. See Sec.
7.2.3.
B.3
1
Coating repairs
Evaluate if repair methods are good/poor. Can be used
as input on other existing structures. See Sec. 7.2.4.
B.4
1
Splash zone (corrosion)
Establish corrosion rates to be able to document longer
life and larger capacity for existing structures. See Sec.
7.2.5.
B.5
2
Riser and riser clamps
Establish data on how risers and riser clamps perform
(corrosion)
with respect to corrosion in order to improve
assessment/inspection methods. See Sec. 7.2.6.
B.6
2
Waterfilled closed
Inspection of corrosion condition in closed
compartment
compartments. See Sec. 7.2.7.
4.3 Inspection Technology
Table 4-3 lists candidate areas for inspection defined in the Group C Inspection technology.
Table 4-3 Candidate areas for inspection defined in Group C Inspection technology.
ID
Code Areas to be inspected
Purpose
C.1
1
Details that have
Confirm finding. Cause of defect may be determined.
inspection findings from
See Sec. 7.3.2.
operation
C.2
2
Areas of
Validation of underwater inspection capability. See
difficult/challenging
Sec. 7.3.3.
underwater inspection
C.3
2
Verification of new
New inspection techniques may be tested offshore and
inspection techniques
verified with onshore inspection. See Sec. 7.3.4.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 7 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
4.4 Other
Table 4-4 lists candidate areas for inspection defined in the Group D Other.
Table 4-4 Candidate areas for inspection defined in Group D Other.
ID
Code Areas to be inspected
Purpose
D.1 1
Bolts
Determine how bolts and other fasteners perform over
time to improve future specifications. See Sec. 7.4.2.
D.2 2
Repair clamps
Increase understanding of the performance of repair
clamps in order to design efficient clamps in the future
and to prolong the life of existing clamps. See Sec.
7.4.4.
D.3 2
Marine growth
Validate the recommendations given in NORSOK N003. See Sec. 7.4.5.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 8 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
INFORMATION GATHERING
Information from the design phase, installation phase and operation phase of the jacket structure is
important in order to select the appropriate locations for the inspection and in order to learn from the
inspection. This information will determine the usefulness of follow-up analyses and tests after
removal.
Table 5-1 to Table 5-3 shows the type of documentation that should be available for the project. In
some projects documentation can be a challenge to locate and the table therefore also list some
important information that should be gathered as a minimum if the documents cannot be found.
Table 5-1 Information that should be available from design and fabrication of the structure.
Documentation
Minimum information requested
DFI resumes (including
Design premises, design codes, design lives, materials
modifications)
selection, incidents during fabrication,
CP-design report
Design code, CP design zones with number of anodes and
anode types, CP design life
Coating specification
Type of coating, coating thickness, surface preparation
NDT specifications
NDT methods, acceptance criteria
Table 5-2 Information that should be available after transportation and installation of the
structure.
Documentation
Minimum information requested
As laid survey/inspection Condition of jacket structure when installed. Any deviations from
report after installation
original design? Were there any fatigue issues during transportation?
Any incidents during temporary phases?
Table 5-3 Information that should be available from operation of the structure.
Documentation
Minimum information requested
Reassessment reports ULS
Reassessment reports ALS
Reassessment report FLS
Inspection reports (ROV, NDT)
Inspection history: Reported damages, incidents, what has
been inspected and what has not been inspected, areas of
concern, what type of inspection techniques have been used,
anode consumption, CP potential readings?
Documentation of reinforcement
Reason for reinforcement, type of reinforcement, design
premise and design calculations for reinforcement, year of
installation.
Repair history
What have been repaired, when and how?
Non-repaired inspection findings
Type of finding and reason for decision not to repair.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 9 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
SELECTION OF AREAS
The selection of areas to inspect shall be discussed and decided for each structure brought ashore. The
benefit from the inspections on the decommissioned structures may be acknowledged in other parts of
the Company than in the cessation project team, where the main focus typically has been
decommissioning at low cost. In the discussion of selection of areas it is therefore crucial to bring in
support from resources within technical disciplines; structural strength, inspection and materials.
Resources from license partners or external consultants may also be invited.
An inspection plan for decommissioned structures shall be developed either as part of the cessation
project or by other parts of the organisation and thus given as input to the cessation project. The
selection of areas should comprise the following three steps:
1) Establish basis for selection of areas for inspection
2) Workshop to detail locations and specify type of inspections to be performed
3) Include requirements to inspection in the decommissioning plan
6.1 Basis for selection
It is crucial to have an overview of the history of the structure as basis when selecting areas for
inspection of the decommissioned structure. It would be beneficial to involve the personnel responsible
for the inspection planning and people in the organization responsible for the operation/maintenance of
the platform.
A workshop package presenting the history of the structure should be prepared as basis for the
selection of areas for inspection on the decommissioned structure. The following information should as
a minimum be used as input for the preparation of the workshop package:
DFI resumes
Reports on platform modifications and reinforcements
Reported incidents during operation and installation phases
Platform annual conditions reports (minimum latest revision)
List of repairs and maintenance on structure during lifetime
Inspection results
Reanalysis reports
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 10 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
6.2 Workshop Selection of inspections
The workshop package, see Section 6.1, should form the basis for this workshop and detailed drawings
of the structure shall be available. The workshop should involve personnel within the disciplines
material technology, structural technology and inspection technology. The detailed locations and
extend of the minimum recommended inspections, details regarding inspection and supplementary
inspections should be concluded in the workshop.
Table 4-1 to Table 4-4 show the minimum recommended and supplementary inspections for the
structures. Minimum recommended inspections (code 1 green) should be performed on all structures.
Guidance on this is given for each ID code in Section 7. The supplementary inspections (code 2
yellow) should be discussed in the workshop and the decision should be made based on checklists
given in Appendix 2 and conclusions made during the workshop.
Appendix 1 shows example of a format that may be used in the workshop. Appendix 2 presents some
checklists/control questions that may be used during the workshop.
6.3 Documentation
Requirements to inspection during decommissioning shall be detailed in the decommissioning plan.
The decommissioning plan should as a minimum include the following:
Detailed requirement to type and extend of inspection at specific locations of the structure
(reference to areas on drawings and tag no.)
All minimum recommended topics for inspection in this guideline (code 1 green) should be
covered or Company should justify why the inspection is not relevant
Requirements to documentation of inspections performed offshore prior to removal of structure
and onshore.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 11 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
PREPARATIONS AND EXECUTION OF INSPECTIONS
An inspection plan for decommissioned structures shall be developed either as part of the cessation
project or by other parts of the organisation and thus given as input to the cessation project.
This section provides i) motivation for the proposed inspections listed in Section 4, ii) information
required prior to inspection, iii) type of inspection needed prior to offshore removal and iv) type of
inspection/activity proposed at the demolition yard.
Appendix 2 contains a summary table listing all potential inspections with purpose and motivation,
including a check list (control questions) which can be used as a support when planning which areas to
inspect and type of examination.
As stated in Section 4, inspection IDs with Code 1 are minimum recommended inspections.
Inspection IDs with Code 2 should be discussed in workshop based on the operation history of the
jacket in question, and supported by the checklist in Appendix 2. The project decides if
inspection/examination of these areas will provide information of general value for design of new
structures and/or for life extension purpose.
Inspection IDs with Code 3 may be extensive and involve laboratory testing. Only motivation for the
proposed inspections is given in Section 7.
It is emphasized that a no finding at the demolishing yard may be equally important as a finding as
regards to providing experience feedback for life extension and new designs. Similarly, a structure
characterized as robust may also be equally important to inspect as a structure with much findings
during operation etc.
Information required prior to inspection: describes what type of information that should be
available prior to inspection. This information should be available and discussed during the workshop
(Section 6.2) in order to specify the exact location for the inspection on each structure. The
information is also relevant for the assessment of the results, post-processing and storage of results.
Inspection prior to offshore removal: describes type of inspection that should be performed before
the structure is removed offshore. This inspection will be performed by removal contractor for safety
reasons and the information from this inspection should be documented and submitted to Company.
The results from these inspections should be used in the assessment of the results, post-processing and
storage of results. Further, to ensure that the results are not influenced by the removal operation, it may
be advantageous to perform some inspections prior to offshore removal.
Inspection on yard: describes the type of inspection that should be performed onshore when the
structure has been shipped to the yard where demolishing will take place. The results from these
inspections shall be documented, post-processed and stored.
An inspection report shall be prepared from all inspections performed on the decommissioned
structures. Section 9 presents the information that should be included in such a report. For some
inspections, post processing of data is required prior to the reporting, see Section 8.2. For other
inspections, post-processing may be performed after inspection results from several structures have
been gathered, see Section 8.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 12 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.1 Group A Structural Strength
7.1.1 General
Onshore inspection provides a unique opportunity to increase the knowledge on how the jacket
structures have behaved during decades of operation in the harsh environment of the North Sea.
A general visual inspection onshore should be done prior to demolishing to inspect for visible
anomalies/notabilities in order to detect any major unexpected behaviour. This initial visual inspection
will give a better understanding of the systems and areas of particular interest for detailed inspections
and assessment of the condition.
Life extension beyond the original planned service life requires new fatigue analysis aiming for more
realistic fatigue lives. To document required fatigue life there may then be a need to use more refined
fatigue analyses both with respect to wave load recipe and hotspot stress range generation.
There is accordingly a need to validate/calibrate these modern fatigue analysis techniques, and closer
investigation over time of decommissioned jackets is a means to accomplish this.
Prior to inspection onshore, a fatigue analysis should be carried out using modern analysis techniques.
This is not needed if already done as part of a previous reassessment work.
Areas with inspection findings during operation should be investigated onshore.
For jackets with pile clusters, a check of the grouted connections should (as part of the inspection
planning process) be done according to the new design formulas given in Annex K of NORSOK N004. The grouted connections should be examined onshore.
Appendix 2 contains a list of all alternative inspections, including a check list (control questions)
which can be used as a support when planning which areas to inspect.
With reference to Table 4-1, the areas with ids A.1 to A.5 should be inspected (minimum
recommended/Code 1) for any jackets brought to shore. These areas are strongly recommendedto
inspect as the findings will be of value for all jackets for which life extension is planned as well as of
value in connection with design of new structures.
With reference to Table 4-1, the areas with ids A.6 to A.14 should be inspected (optional/Code 2)
based on check lists and the operation history of the jacket in question. The project decides if
inspection/examination of these areas will provide information of general value for design of new
structures and/or for life extension purpose.
With reference to Table 4-1, the areas with ids A.15 to A.19 may be inspected (optional/Code 3)
based on check lists and the operation history of the jacket in question. These inspections may involve
laboratory testing and will require development of test/inspection procedures which is not detailed
further in this guideline.
7.1.2 A.1 Low fatigue lives and/or reported cracks
The selection of areas to inspect for fatigue needs to be decided by the evaluation team for each
structure. The selection criteria depend on the importance of the weld connection for the global
structural integrity, complexity of the joint, inspection/repair history, similar joints in operating
platforms etc.
There is a need to improve the understanding of the fatigue phenomena to validate and calibrate the
fatigue analysis methods, in particular for the purpose of inspection planning and life extension.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 13 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Information required prior to inspection:
All weld connections with calculated fatigue utilisation ratio higher than 0.5 (as calculated according
to modern analysis techniques and with DFF = 1) should be examined for fatigue cracks. Joints with
lower fatigue damage may be more applicable to select in some structures. The final selection of weld
connections to inspect should be based on an overall assessment of the specific structure, see Section
6. The fatigue lives shall be calculated using accurate methodology, e.g.:
hydrodynamic coefficients dependent on the relative surface roughness (e), the Reynolds
number (R), and the Keulegan-Carpenter number (K)
hotspot stress ranges according the generalized influence function method.
Mean values in S-N curve.
For further information on fatigue analysis, see /9/.
In addition, the following information should be reviewed prior to workshop and presented at the
workshop:
Drawings, design and material specifications, design premises, DFI, design reports.
Inspection history.
The methodology, criteria and calculated fatigue lives from the original design work.
The methodology, criteria and calculated fatigue lives from any reassessment work.
Any joint connections with particular low life shall be emphasized.
Any cracks registered in-service and associated repair work.
Any members reported as flooded from FMD.
Inspection methods.
Inspection prior to offshore removal:
The marine contractor needs to conduct a rather comprehensive inspection of the jacket to ensure a
safe removal. Damages and cracks (e.g. members which are unintentionally flooded) that may affect
the operation are looked for.
The team planning for inspection at the demolition yard needs to cooperate with the marine contractor.
The marine contractor will also benefit from the operation history provided by the operator.
The findings from the inspection by the marine contractor should be transferred to the team planning
for inspection at the demolition yard.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 14 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Inspection on yard:
Removal of marine growth and coating.
Close visual inspection and Magnetic Particle Testing (MT) should be performed after removal
of coating.
Ultrasonic Testing (UT) should be performed to ensure that potential cracks starting in weld
root will be detected.
It may be considered to store samples for future references (e.g. qualification of NDT-methods
or further investigation of the cause of the crack, remaining fatigue life etc.). It is important that
such joint(s) are stored in a non-corrosive environment (i.e. indoor).
Table 9-1 lists the information that should be stored regarding this area of inspection.
7.1.3 A.2 Grout connection between leg and pile
There is significant lack of data on the condition of grouted piles after installation, e.g. how well is it
grouted, corrosion of steelwork, condition of circumferential welds (any cracking), evidence of effect
of pile driving etc.
In the structural reassessment and design work for extreme storms and fatigue it is common practice to
assume that the leg section is compact, with respect to stiffness as well as for static strength and
estimation of stress concentration factors (SCF).
Recent experience from check of the grout quality between leg and pile indicates that this is not
necessarily true. Accordingly, opening of the leg to check the grout quality at some locations along the
leg should be done.
As inspections of these areas are impossible offshore, it is particular important to increase the
knowledge of the quality of grout and grout filling to (over time) provide increased confidence in
analysis and assessment procedures.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Grout specification with type of grout etc.
Reports from testing of the grout (if available)
Reports from grout filling (if available)
The number of and exact location of grout connections to be inspected should be decided in the
workshop, see Section 6.2. It may also be considered to take core samples for future examination.
Inspection prior to offshore removal:
The marine contractor should inform the Company in case of any incidents related to piles (e.g. loss of
a pile). This may be an indication of poor grout quality.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 15 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Inspection on yard:
Look at the grout exposed at the ends of the leg.
Carefully cut out steel at various positions along the leg, leaving windows for inspection and
sample collection.
Assess the quality of the grout; i.e. colour, consistency.
It may be considered to store core samples for future references. It is important that such core
sample(s) are stored in a dry environment.
Take photos, prepare a report from the inspection and store grout samples.
Table 9-2 lists the information that should be stored regarding this area of inspection.
7.1.4 A.3 Pile/sleeve connections
New formulas have been developed to check the capacity of the grouted connections between the pile
and pile sleeve with respect to extreme storms and fatigue. Reference is made to Appendix K in
NORSOK N-004. Inspection of these connections to investigate how they have behaved is needed as
the previous formulas for capacity checks of these connections may be non-conservative.
As inspections of these areas are impossible offshore, it is particular important to verify if these grout
connections have functioned as expected.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Structural drawings of the pile/sleeve connections/foundation design.
Design reports for ULS, ALS and FLS analyses of the pile/sleeve connections.
Grout specification with type of grout etc.
Reports from testing of the grout (if available).
Reports from grout filling (if available)
The number of and exact location of pile/sleeve connections to be inspected should be decided in the
workshop, see Section 6.2. It may also be considered to take core samples for future examination.
Inspection during offshore removal:
The marine contractor should inform the Company in case of any incidents related to piles (e.g. loss of
a pile). This may be an indication of poor grout quality.
Inspection on yard:
See Section 7.1.3 (A.2 grout connection between leg and pile).
Table 9-2 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 16 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.1.5 A.4 Piles
It is crucial that the piles maintain their integrity in case of life extension.
Accordingly, the part of the pile below mudline should be investigated for any anomalies or cracks in
the welds to (over time) provide increased confidence to the analyses for extreme storm and fatigue.
The pile will be cut at some distance below mudline and will therefore be available for inspection at
the demolition yard.
As inspections of the piles are impossible offshore, it is particular important to increase the knowledge
on how piles behave to provide confidence to the analysis procedures. Information from recovered
piles is very valuable.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Pile drawings, design and material specifications, design premises, DFI, design reports.
Utilisation of all piles in the area just below mudline for extreme storm loads (ULS and ALS).
Fatigue damage from pile driving and from operation.
Reassessment reports.
Any indications of scouring?
The number of and exact location of pile to be inspected should be decided in the workshop, see
Section 6.2. It may also be considered to take samples for future examination.
Inspection prior to offshore removal:
Company should be informed if the marine contractor observes any anomalies on the pile.
Company should be informed if any damages to the pile are made during cutting of pile.
Inspection on yard:
Visual inspection of the part of the pile below the leg, i.e. the most utilized piles
(storm/fatigue).
Removal of coating (if applicable).
Close visual inspection and Magnetic Particle Testing (MT) should be performed of any welds
available on the part brought to shore.
Ultrasonic Testing (UT) should be performed to ensure that potential cracks starting in weld
root will be detected.
It may be considered to store samples for future references (e.g. qualification of NDT-methods
or further investigation of the cause of the crack, remaining fatigue life etc.). It is important that
such joint(s) are stored in a non-corrosive environment (i.e. indoor).
Take photos and prepare a report from the inspection and store segment of pile for further
testing.
Table 9-3 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 17 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.1.6 A.5 Members with unintended flooding
Some braces have been reported as water filled in-service, but the cause of water filling may not have
been identified and explained. Inspection onshore may reveal the reason for water filling, which can be
of value for similar situations for existing installations.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Drawings with indication of members which are unintentionally flooded.
Results from in-service inspections of member.
The number of and exact location of braces to be inspected should be decided in the workshop, see
Section 6.2.
Inspection prior to offshore removal:
It is anticipated that the marine contractor performs FMD to identify members which are water filled,
and that efforts are made to check the cause of water filling.
Company should be informed if marine contractor identifies any member with unintentional water
filling.
Inspection during offshore removal:
For FMD finding it should be confirmed that the findings are correct; i.e. that the braces actually are
filled.
Inspection on yard:
Visual inspection of the part of the member(s) which have been found unintentionally flooded
to check the cause of flooding.
If reason for flooding of members is not found by visual inspection, ET/MT should be
performed on the structural members welded connection.
In case of any crack like defects, the coating should l be removed and tested by MT and UT to
define crack extension and geometry.
Water filled braces should be inspected internally for wall thickness reduction which may
reduce the strength (e.g. due to microbiolocially induced corrosion). If sectioning of braces is
inconvenient, video inspection may be used.
Take photos and prepare a report from the inspection.
Table 9-4 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 18 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.1.7 A.6 Splash zone (fatigue)
These areas may be difficult to inspect without use of special equipment/climbers.
It is crucial for the global integrity that main connections in these areas are intact and function
according to expectations, in particular if wave-in-deck needs to be accounted for in the structural
reassessments. As inspections of these areas may be difficult and infrequent due to limited access and
high expenses, it is particular important to increase the knowledge on how joint connections in these
areas resist the fatigue loads.
In case of subsidence and/or higher design waves (or increased water level), structural members in this
area will be exposed to additional loads not originally designed for, i.e. local Morison loads, wave
slamming loads, variable buoyancy due to continuous variable submergence, loads due to wave exit
etc. For platforms with subsidence inspection in the splash zone, A.6 should be performed on
minimum 2 joints.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop for all
platforms with subsidence or other highly utilised splash zones:
Results from inspections in this area.
Analysis reports, e.g. fatigue analyses due to wave slamming and variable buoyancy.
For wave slam calculations it is recommended to follow the procedures in Ref./10/.
Drawings indicating the calculated fatigue life in these connections.
Inspection prior to offshore removal:
It is anticipated that the marine contractor inspects the structural components in the splash zone
areas/top part of jacket. This is particular important if the jacket has subsided as the members in these
areas then have been exposed to significant variable loads not accounted for in design.
Company should be informed if marine contractor identifies any cracks or damages in these areas.
Inspection on yard:
See Sec. 7.1.2 (A.1 Low fatigue lives).
Table 9-1 lists the information that should be stored regarding this area of inspection.
7.1.8 A.7 Mechanical damaged structural members
Mechanical damages due to boat impacts, dropped objects etc. may reduce the strength of a structural
component. Mechanical damages may also originate from other sources such as submarines, whales
and hydrostatic pressure.
Inspection according to this Section should be performed if mechanical damages on structural
members have occurred in the history of the platform. Specific locations for inspection should be
selected in the workshop. It may be considered to take samples for future laboratory testing.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 19 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Reports from inspections/repair of damaged members caused by boat impact and dropped
objects.
Sketches/Photos/Videos of the damage, and description of damage/dent.
Inspection prior to offshore removal:
It is anticipated that the marine contractor inspects for any visible damages/dents caused by boat
impact or sudden drop.
Company should be informed if marine contractor identifies any previously detected cracks or
damages in these areas.
The marine contractor should assess and note any damage during decommissioning to steel tubulars,
piles etc., and notify Company.
Inspection on yard:
Visual inspection of the damaged structural component.
Measure the damage (width, depth etc).
Take photos and prepare a report from the inspection.
It may be considered to store samples for future references (e.g. laboratory testing of remaining
capacity and/or full scale testing. It is important that such joint(s) are stored in a non-corrosive
environment (i.e. indoor).
Table 9-5 lists the information that should be stored regarding this area of inspection.
7.1.9 A.8 Grout reinforced structural components
Grout filling is a common method to i) reinforce a jacket to increase the global ultimate capacity, ii)
increase the static and fatigue strength of a joint, iii) increase the member strength of a brace or leg to
better resist boat impact and iv) reinforce repair clamps.
As the structural analyses assume good quality of the grout as well as complete filling, it is crucial that
the grout works as intended. Several examinations made onshore of grout reinforced braces, legs and
clamps have revealed that this is not always fulfilled.
Experience feedback will be of value for future grouting operations and test procedures.
A.8 should be performed if grout filling of structural components has been done on the structure. If
several grout filling reinforcements have been performed, as a minimum one structural component
should be evaluated. It may be considered to take drill core samples for laboratory testing in the future.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 20 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Drawings showing which members have been grouted.
Information on the purpose of grouting.
Grout specifications/type of grout.
Reports from testing of grout prior to offshore operation (if available).
Reports from the offshore operation (if available). (Any incidents during the grout operations?)
Inspection prior to offshore removal:
It is anticipated that the marine contractor will identify the grout filled braces with FMD, and that the
Company confirms which members are grout filled.
Inspection on yard:
Identify the grout filled members selected for inspection (if any) from the workshop.
Cut loose the parts as specified in the inspection package prepared.
Efforts should be made not to remove the steel end caps until time of inspection.
In this way the degree of filling and the condition of the grout close to the interface with the leg
(or brace) can be retained as exactly as possible.
To allow for a close visual inspection of the grout, sections of steel should be removed
(windows) at the ends of the member, and at the middle of the member.
Do a qualitative evaluation of the grout quality and degree of filling.
It may be considered to store drill core samples for future references (e.g. crush tests to
determine the compressive strength). It is important that such joint(s) are stored in a dry
environment.
Take photos and prepare a report from the inspection.
Discuss and decide if testing in a laboratory may provide information of general value for life
extension and new design.
Table 9-2 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 21 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.1.10 A.9 Pile to topside connection/condition of splice connections
Examine damages in the pile to topsides connections. Cracks in the shim plate welds have been
observed in the past.
The purpose of this inspection is to confirm design assumptions.
A.9 should be performed if the inspection history shows indications of cracks. It may be considered to
take samples for laboratory testing in the future.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop if the
inspection history shows indications of cracks:
Design reports and specifications.
Reports from inspection of the condition of the MSF splices.
Information related to the most loaded splice connection.
Inspection prior to offshore removal:
It is anticipated that the marine contractor inspects this area, and reports to Company of any findings.
Inspection on yard:
Cleaning of area and visual inspection to register any anomalies.
In case of any crack like defects, the coating should be removed and crack inspected by MT
and UT to define crack extension and geometry.
Take photos and prepare a report from the inspection.
It may be considered to store samples for future references (e.g. qualification of NDT-methods
or further investigation of the cause of the crack, remaining fatigue life etc.). It is important that
such joint(s) are stored in a non-corrosive environment (i.e. indoor).
Table 9-5 lists the information that should be stored regarding this area of inspection.
7.1.11 A.10 Ring stiffened joints
Ring stiffeners are key components for confirming joint strength and fatigue performance in life
extension. The analysis procedures for calculation of fatigue life in the weld to the chord wall and the
ring inner edge are old, and rather simplified for the weld connection to the chord wall.
NDT of inner ring stiffeners is very difficult during platform operation.
It will therefore be of value to check the condition of the inner ring stiffeners, and to investigate if
cracking at welds between stiffeners and joint has taken place.
Confirmation of the validity/accuracy of the parametric SCF equations used in design of ring stiffened
joints is needed.
A.10 should be performed if the structure is equipped with ring stiffened joints. As a minimum, one
ring stiffened joint should be examined. It may be considered to take samples for laboratory testing in
the future.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 22 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Design specifications, design briefs.
Location of ring stiffeners, type and dimensions.
Purpose of ring stiffeners.
Methodology used in design for capacity check of ring stiffeners (ULS/ALS, FLS).
Inspection prior to offshore removal:
Any cracks observed by marine contractor in areas with ring stiffeners should be reported to Company.
Inspection on yard:
Open the joints selected for inspection.
Visual inspection for any anomalies. Any cracking at welds between ring stiffener and joint?
In case of any crack like defects, the coating should be removed and tested by MT and UT to
define crack extension and geometry.
Take photos and prepare a report from the inspection.
It may be considered to store samples for future references (e.g. qualification of NDT-methods
or further investigation of the cause of the crack, remaining fatigue life etc.). It is important that
such joint(s) are stored in a non-corrosive environment (i.e. indoor).
Table 9-1 lists the information that should be stored regarding this area of inspection.
7.1.12 A.11 Single sided welds
Cracks may develop from the root of single sided welds. This is e.g. the case when braces are welded
directly to the legs without stubs. Such cracks may be difficult to detect during in-service inspection.
The root area of single-sided welded tubular joints may be more critical with respect to fatigue cracks
than the outside region connecting the brace to the chord. It is normally recommended that stubs are
provided for tubular joints where high fatigue strength is required, such that welding from the backside
can be performed.
Failure from the root has been observed at the saddle position of tubular joints where the brace
diameter is equal. Ref. /11/.
A.11 should be performed if the structure is equipped with single sided welds. As a minimum, one
single sided weld connection, which during operation has experienced the highest dynamic loads,
should be examined. It may be considered to take samples for laboratory testing in the future.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 23 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Design specifications, design briefs, drawings
Identify any single sided welds, e.g. locations with no stubs towards chords.
Reports from inspection of connections with single sided welds.
Inspection prior to offshore removal:
Any cracks observed by marine contractor in areas with single sided welds should be reported to
Company.
Inspection on yard:
See Sec. 7.1.11(A.10 Ring stiffened joints).
Table 9-1 lists the information that should be stored regarding this area of inspection.
7.1.13 A.12 Closure welds
Welds made under difficult conditions in the yard, with limited access for NDT, may be possible sites
for fatigue cracking in life extension. The weld quality should be checked. It should be checked if any
crack is present.
If the structure has closure welds, as a minimum one closure weld connection, which during operation
has experienced the highest dynamic loads, should be examined. It may be considered to take samples
for laboratory testing in the future.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Overview of closure welds
Inspection prior to offshore removal:
It is anticipated that the marine contractor reports any cracks in closure welds to Company.
Inspection on yard:
See Sec. 7.1.11 (A.10 Ring stiffend joints).
Table 9-1 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 24 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.1.14 A.13 Conductors, risers and caissons structural condition
The conductors, risers and caissons are safety critical items on a platform. The connection points
between the structure and the conductor/riser/caisson are crucial and there is limited access to
inspection in these areas during operation.
A.13 should be performed if modern analysis show low calculated fatigue life(< 60 years) or if the
history indicate that cracking may be found in these areas. As a minimum one connection point should
be examined.
For inspection of corrosion conditions on conductors, risers and caissons, see Section 7.2.6 (B.5
Inspection riser and riser clamps).
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Overview of risers/conductors/caissons and their condition from inspection reports.
Design documents with basis and criteria for design.
Reassessment reports.
Repair reports.
Inspection prior to offshore removal:
Condition of risers and riser clamps if possible.
Inspection on yard:
Close visual inspection of the condition of connection point between structure and
conductor/riser/caisson; i.e. is there any wear in this area and is there any signs of cracking in
the connection to the structure?
Take photos and prepare a report from the inspection.
Table 9-6 lists the information that should be stored regarding this area of inspection.
7.1.15 A.14 Cast joints
Early cast materials have limited performance data.
Check condition of casting, fracture toughness, quality of any repair welding and if there are any
associated cracking.
Information required prior to inspection:
The following information may be reviewed prior to workshop and presented at the workshop:
Reports from fabrication of cast joints.
DFI resume.
Check if defects were detected and left un-repaired during manufacturing. Fracture mechanics
analysis done?
Any repair welding done.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 25 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.1.16 A.15 Materials and welding
There may be lack of knowledge of the specification and performance of steels used in early platforms
and of the quality of welding. Steel quality and properties are necessary input for life extension.
It should be considered to select some structural components for laboratory testing to check if material
and welding quality is according to the design specifications. Material aging may also have taken place
during service, which may have reduced the material properties. Such tests may involve:
Tensile tests
Charpy test
Fracture toughness test
Cross section examination to check for welding defects
Micro structure examination
Chemistry
Fatigue tests
Residual stress measurements
See Ref. /5/ for comprehensive similar testing.
Information required prior to inspection:
The following information may be reviewed prior to workshop and presented at the workshop:
Drawings to identify potential joints of different geometry and complexity as candidates for
material and weld testing.
Utilisations with respect to extreme storms and fatigue.
Material certificates
Welding procedure qualification records
7.1.17 A.16 Material test of highly loaded parts
Laboratory tests may be performed to establish stress/strain curves to assess possible ageing effects.
This is of most interest towards parts that have been highly loaded.
Information required prior to inspection:
The following information may be reviewed prior to workshop and presented at the workshop:
Identify structural components which have been highly loaded.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 26 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.1.18 A.17 Measurement of residual stresses
The magnitude of the residual stresses is of importance for failure modes such as buckling,fatigue and
unstable fracture. It is uncertain how the residual stress levels change over time in a dynamically
loaded structure.
For example, residual stresses have been measured in a pile from an Ekofisk installation and the results
from the laboratory results are reported in /8/. The findings have direct relevance for how to assess the
fatigue damage accumulation in piles.
It would be of interest to extend the experience database with more measurements of residual stresses
in piles. See also A.4 and /8/.
It is a need to improve the understanding of the residual stresses in a structure that has served for
several years in order to remove possible conservatism in the assessment methods.
Information required prior to inspection:
The following information may be reviewed prior to workshop and presented at the workshop:
With ref. to A.4, discuss and decide if a part of a pile shall be checked for residual stresses.
Any other structural components that could be possible candidates for assessment of residual
stresses?
7.1.19 A.18 Test of corroded material
Static strength of naturally corroded material requires input that should be based on tests. For fatigue it
may be of interest to check S-N curves for structures with free corrosion.
Information required prior to inspection:
The following information may be reviewed prior to workshop and presented at the workshop:
Check with inspection reports if any structural components have been exposed to free
corrosion.
Decide if some structural components shall be tested in laboratory for assessment of fatigue
strength.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 27 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.2 Group B Corrosion
7.2.1 General
The corrosion control for offshore structures is a combination of Cathodic Protection (CP), coating and
corrosion allowance. An understanding of the factors that influences the corrosion rate as well as lack
of corrosion is important input for life time extensions.
Cathodic protection with sacrificial anodes is the main corrosion protection of all parts of the
submerged structure. Coating is often applied in combination with CP in order to reduce the required
amount of anodes. However, several of the oldest structures are not coated below the splash zone.
Inspection of the remnants of the anodes and protectiveness of calcareous deposits should give
significant information relevant for inspection and maintenance of structures intended to operate
beyond service life.
In the splash zone, the CP will only be partly efficient in the lower parts (when submerged). In the
splash zone above lowest astronomical tide, corrosion allowance and coating is applied as corrosion
protection. Considering the harsh environment in this zone and limited access for inspection during
operation, inspection of the condition of coating and estimates of corrosion rates in the splash zone
should give significant information relevant for life extension. Identification of critical areas of e.g.
crevice corrosion should also be included.
Coating is the corrosion protection in marine atmosphere (above splash zone). In the design phase,
materials selection and design of components (to avoid accumulation of water) is also important for
corrosion control.
The candidate areas for inspection are given in Section 7.2.2 to 7.2.6 as well as in Table 4-2. The CP
system, coating and coating repair evaluation and corrosion in splash zone are minimum recommended
inspections and are classified with Code-1 (green). Inspection of risers and riser clamps are defined
with code-2 (yellow), and up to the project to decide if these inspections are to be done.
7.2.2 B.1
CP system
The CP system should be assessed based on visual inspection of anodes and potential measurements
performed during operation.
If the CP design report is available, the subdivision of the CP zones from the design should be
followed. Minimum one of the CP zones should be selected for detailed inspection on each structure. If
the subdivision for the CP design is not known, the CP system inspection should be divided into the
following zones:
Splash zone / Top zone
General / Bulk zone
Near seabed zone
After inspection, recalculations with todays codes for the actual lifetime of the anodes should be
performed and results shall be compared with actual remnants of anodes in order to estimate the
contingency of the CP system, see Section 8.2.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 28 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Location and size of anodes (e.g. drawings)
Inspection history (visual inspection and potential mapping)
Areas with increased consumption of anodes and retrofitting (if applicable) should be
highlighted
CP design report, if available
The number of and exact location of anodes to be inspected shall be decided in the workshop, see
Section 6.2. Minimum one defined CP zone should be selected for detailed inspection. In this zone, the
weight of a representative selection of anodes (number to be decided in the workshop) shall be
established.
Inspection prior to offshore removal:
Prior to offshore removal the number of anodes, locations, estimated remnants from visual inspection
and potential measurements for the selected CP zone for further evaluation should be available to the
project. The workshop should decide if this information is available from inspection during operation
or if some additional measurements are required prior to offshore removal.
Inspection during offshore removal:
If anodes from the selected CP zone(s) are removed offshore, the anodes shall be uniquely
marked and brought offshore for inspection.
Inspection on yard:
For the selected zone(s), the number of anodes should be counted and estimates of remaining
anode mass shall be performed visually (for comparison with last CVI offshore).
A minimum of 3 representative anodes should be cut down, washed with high pressure washer
and weighed from each zone. To select anodes representing the minimum and maximum anode
mass left in the zone is beneficial.
Dimension (length, thickness, width) of the anodes that is weighted shall be measured.
It should be evaluated if the anodes is uniformly or localized corroded
The weighted anodes shall be photo documented.
Table 9-7 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 29 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.2.3 B.2
Coating
Inspection of coating on decommissioned structures is a unique possibility to improve the knowledge
of the coating quality. It is a presumption for these inspections that the type of coating is known. Over
time these inspections can result in a database showing expected lifetime and condition for different
type of coatings. The inspection will evaluate if the coating is good/fair/poor according to ISO 4628.
An inspection plan will divide the substructure in to relevant zones and examine them depending on
environmental exposure. The relevant zones will be:
Atmospheric zone
Splash zone (tide sone)
Submerged zone
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Type of coating
Inspection history (which areas are defined as good/fair/poor from inspection during
operation?)
Coating design specification and technical files (if applicable)
The number of and exact location of coated area to be inspected shall be decided in the workshop, see
Section 6.2. For each of the zones (submerged, splash zone, marine atmospheric zone) minimum 3
locations should be selected for detailed inspection on yard. To select areas representing both good and
fair/poor coating quality is beneficial.
Inspection during offshore removal:
Any inspection results from the selected areas for detailed inspection should be made available.
Inspection on yard:
1. Visual inspection and photo documentation of different zones, evaluating degradation
Assessment of degree of blistering, based on ISO 4628-2
Assessment of degree of rust, based on ISO 4628-3
Assessment of degree of cracking, based on ISO 4628-4
Assessment of degree of flaking, based on ISO 4628-5
2. Field measurements of
Dry film thickness of coatings
Using magnetic gauge testing
Using a paint inspection gauge. (Check thickness of each coat/layer and
total thickness)
Pull off adhesion testing using dollies, based on ISO 4624
Table 9-8 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 30 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.2.4 B.3
Coating repair
The aim for gathering information on coating repair is to evaluate the successfulness of the repair
procedure. This information can then be used on other existing structures for selection of repair
method. It is a presumption for inspection B.3 that the repair coating type and method is known.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Areas where coating repairs have been performed
Inspection history for coating repair (when was the area repaired, any need for multiple repairs,
method for repair?)
Technical documentation and procedures describing the repair.
The number of and exact location of repaired coating to be inspected shall be decided in the workshop,
see Section 6.2.
Inspection on yard:
See Section 7.2.3 (C.2 Coating on offshore structures).
Table 9-9 lists the information that should be stored regarding this area of inspection.
7.2.5 B.4
Splash zone (corrosion)
The splash zone is designed with corrosion allowance. Thickness measurements in the splash zone
above upper astronomical tide should be performed in order to compare with requirements in
NORSOK M-001.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Design corrosion allowance in splash zone
Inspection history from operation (any areas with known reduced wall thickness?)
Type of coating in splash zone?
Amount of subsidence of the structure during lifetime?
The number of and exact location of areas to be inspected shall be decided in the workshop, see
Section 6.2. A representative location for measurements of wall thickness in the splash zone above
upper astronomical tide (at time of removal of structure) should be selected.
Inspection on yard:
Visual inspection of coating condition and extend and type of corrosion
Wall thickness measurement
Table 9-10 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 31 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.2.6 B.5
Riser and riser clamps (corrosion)
High corrosion rates have been reported in some cases externally on carbon steel risers and riser
clamps underneath damaged coating. Detailed inspections in these locations will give increased
knowledge of the reason for these damages and the extent.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Location and type of risers and riser clamps
Inspection history (any known areas with wall thickness reduction, any repairs, method for
repair?)
Drawing of design of riser and riser clamps, including information of coating (any field joints
in the splash zone?)
The number of and exact location of repaired coating to be inspected shall be decided in the workshop,
see Section 6.2.
Inspection on yard:
See section 7.2.5 (B.4 Corrosion in splash zone).
It may be considered to take samples of riser and riser clamp damages to laboratory for closer failure
investigation.
Table 9-11 lists the information that should be stored regarding this area of inspection.
7.2.7 B.6
Waterfilled closed compartments
Closed compartments (e.g. legs, braces and piles) may be partly or completely water filled. On some
structures these closed compartments are filled with chemically treated water (e.g. addition of biocide
and/or oxygen scavenger) while on other structures the water may be untreated. Inspection of these
closed compartments will confirm if the risk for corrosion is low or if microbiologically induced
corrosion needs to be taken into account.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Location of waterfilled and closed compartments
Description of type of water treatment (e.g. untreated seawater, biocide treatment, oxygen
scavenger etc.)
The number of and exact location of repaired coating to be inspected shall be decided in the workshop,
see Section 6.2.
Inspection on yard:
The closed compartment should be opened and inspected internally for extent and type of corrosion.
Measurements of wall thickness reduction should be performed.
Table 9-12 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 32 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
7.3 Group C Inspection Technology
7.3.1 General
There are several types of underwater in-service inspection techniques. General Visual Inspection
(GVI) and Close Visual Inspection (CVI) are typically performed on a yearly basis. Depending on the
results from these inspections, potential types of defects and their expected location, more costly and
detailed inspections like Magnetic Particle Testing (MT), Eddy Current Testing (ET), and Ultrasonic
Testing (UT) is performed. In seldom cases even radiographic testing (RT) might be necessary.
Table 7-1 shows inspection techniques which are used on jacket structures and limitations for each
method.
Table 7-1 Inspection techniques.
Inspection techniques Equipment/applic
ation
Visual Testing
GVI ROV, Camera.
(VT); includes
Inspection
also inspection
performed on the
of marine
entire submerged
growth and
part of the
anode
CVI structure and
consumption
topside.
MT (Magnetic Particle
testing)
ET (Eddy Current
Testing)
UT
(Ultrasonic
Testing)
UT
general
FMD
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Prods/yoke, colour
contrast or
fluorescent.
Method typically
used where it is
expected to be
findings.
Probes, ROV or
diver operated.
Preferred NDT
method for inservice inspection
since coating do
not need to be
removed
ROV or diver
operated
Leading tool for
underwater
inspection
Limitations
What can be learnt?
Accessibility, Visibility,
ROV/camera limitations.
Surface methods.
Subjective opinions from
inspector regarding
marine growth, anode
consumption.
Verify findings and
subjective estimates of e.g.
marine growth and anode
mass.
Does e.g. the marine
growth hide some
findings that should have
been further inspected?
Inspection on yard to
confirm size, location and
geometry of finding.
Need to remove coating.
Mostly dependent upon
diver inspection
(working conditions).
Surface methods.
Accessibility.
Need to scan very
thoroughly in order to
achieve complete
coverage. Surface
methods. Max. 2 mm
crack depth can be
measured. Can be used
on coated surfaces up to
2 mm in thickness.
Accessibility. UT
possible with smooth
coating but difficult with
layers of coating and e.g.
blistering. Partly filled
members (FMD) may not
be detected
Page 33 of 44
Compare highly utilised
areas inspected with ET in
operation, with MT in yard
when coating is removed.
Compare highly utilised
areas inspected with UT in
operation, detailed
inspection when
dismounted.
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Inspection techniques
RT (Radiographic
testing)
RT
general
FMD
Equipment/applic
ation
ROV or diver
operated. Rarely
used due to
radiation hazard.
Leading tool for
underwater
inspection
Limitations
What can be learnt?
Radiation hazard, only
used for volumetric
detection (not cracks but
significant wall thickness
reduction).
Partly filled members
may not be detected
Inspection on yard to
confirm size, location and
geometry of finding.
In-service inspection underwater is more difficult and limited compared to topside, due to cost of ROV
spread and/or diver spread. Inspection of areas with limited access like e.g. twelve oclock position in
complex nodes and painted/coated structural parts will result in possible uncertainties which could
affect the probability of detection.
Inspection of decommissioned structures is a unique opportunity to verify the capability of offshore
inspection methods with detailed measurements performed on yard. The capability of new inspection
techniques may also be verified on decommissioned structures.
The location of the inspections performed on decommissioned structures should be based on input
from fatigue calculations and results from inspection history on the structure.
7.3.2 C.1 Details that have inspection findings from operation
A representative number of known defects (minimum 2) should be inspected prior to offshore removal
and on yard to confirm size, location and geometry of findings. For FMD findings reference is given to
Section 7.1.6 (A.5).
Information required prior to inspection:
All findings from the inspection history of the structure should be listed with defined location (tag no.).
The inspection method(s), the year for the first finding, progress and corrective actions should be
brought up. Based on this information there should be established a plan for what type of NDT
technique that shall be performed prior to offshore removal and on yard.
Inspection prior to offshore removal:
Final NDT-inspection of findings should be performed offshore for comparison with results from
inspection on yard.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 34 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Inspection on yard:
Close visual inspection prior and after removal of marine growth
Verification of results from NDT performed offshore on inspection findings. The technique(s)
to use on yard depends on type of finding and location. As a minimum, the same technique as
used for offshore inspection should be performed onshore. Results from both onshore and
offshore inspection shall be stored for comparison (e.g. length, width, depth of cracking).
In case of any crack like defects, the coating should be removed and tested by MT and UT to
define crack extension and geometry.
It may be considered to store samples of structure parts with findings for future references (e.g.
qualification of NDT-methods or further investigation of damage).
Table 9-13 lists the information that should be stored regarding this area of inspection.
7.3.3 C.2 Areas of difficult/challenging underwater inspection
Inspection of decommissioned structures is a unique opportunity to verify the capability of offshore
inspection methods with detailed measurements performed on yard. Repeated inspection on land and
comparison with underwater results can be used to verify the capability of offshore inspection
methods.
C.2 should be performed if experimental techniques have been used during operation e.g. due to
limited accessibility (e.g. UT guided wave, ET-PET).
Information required prior to inspection and inspection prior to offshore removal and on yard should
be performed according to procedure defined in Section 7.3.2 (C.1 Inspection findings).
Table 9-13 lists the information that should be stored regarding this area of inspection.
7.3.4 C.3 Verification of new inspection techniques
Examples of new techniques that can be verified on decommissioned offshore structures are High
Resolution Imaging (HRI) and use of ET with ROV.
C.3 should be performed if Company has introduced new techniques during the lifetime of the
structure or if Company has introduced new techniques on other installations.
Information required prior to inspection:
Locations with relevant areas for the new inspection techniques should be selected. If applicable, both
locations with and without findings should be chosen.
Inspection prior to offshore removal:
Locations with relevant areas for the new inspection technique should be tested with both the
traditional method and the new inspection method.
Inspection on yard:
Close visual inspection after removal of marine growth
Verification of NDT performed offshore. If inspection of finding, the results shall compare
length, depth of finding offshore vs. onshore for both the new and traditional technique.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 35 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Table 9-13 lists the information that should be stored regarding this area of inspection.
7.4 Group D Other
7.4.1 D.1 Bolts
Fasteners are critical components and the conditions of the bolts are not always possible to establish
without dismounting with subsequent inspection.
Information required prior to inspection:
It should be established what is the material selection and what type of coating has been applied (if
applicable) on the fasteners. It should further be established at what operating conditions the fasteners
have experienced (submerged with CP, splash zone or atmospheric zone).
A selection of bolts should be inspected on the decommissioned structures. The amount and exact
location of bolts to be inspected shall be decided in the workshop, see Section 6.2. Bolts with findings
from inspection history should be discussed in the workshop. As a minimum 3 locations of bolts
should be inspected as detailed below and minimum one of these locations shall be in the splash zone.
Inspection on yard:
Close visual inspection of corrosion and coating (if applicable)
Photo documentation
Dismantling of bolts in stainless steel on yard and evaluation of crevice corrosion beneath bolt
heads/nuts and threaded area. Dimensional measurement if significant damage is found.
Table 9-14 lists the information that should be stored regarding this area of inspection.
7.4.2 D.2 Repair clamps
Repair clamps are often grouted to ensure sufficient strength in severe weather conditions. Repair
clamps are crucial structural members that are not inspectable after installation. Inspection of repair
clamps on decommissioned structures should thus be performed in order to be able to rely on grouted
repair clamps in the future.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Location of repair clamp and reason for installation
Drawing showing design of repair clamp
Installation procedures and logs
Grout specifications/type of grout.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 36 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Inspection on yard:
Visual inspection of external part of repair clamp and surrounding areas
Opening of repair clamp
Do a qualitative evaluation of the grout quality (i.e. colour, consistency) and degree of filling.
Inspect repaired area underneath clamp. Where damage as expected?
Photo documentation
Table 9-15 lists the information that should be stored regarding this area of inspection.
7.4.3 D.3 Marine growth
Marine growth may cause increased hydrodynamic actions, increased weight, increased hydrodynamic
additional mass and may influence hydrodynamic instability as a result of vortex shedding and
possible corrosion effects. Thickness of marine growth is thus an input in calculation of structural
actions, and NORSOK N-003 shows a table with thickness of marine growth at different water levels.
Information required prior to inspection:
The following information should be reviewed prior to workshop and presented at the workshop:
Thickness of marine growth from inspection history
The table in NORSOK has been updated based on measurements during operation. However, if the
marine growth thickness on the decommissioned structure is known to be significantly different than
NORSOK N-003, inspection should be performed. Location for inspection of marine growth shall be
decided in the workshop.
Inspection on laying barge:
Visual inspection of type of marine growth (hard/soft and e.g. types like mussel, sea grass,
sponges, barnacles etc.)
Thickness of marine growth
Table 9-16 lists the information that should be stored regarding this area of inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 37 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
POST-PROCESSING OF DATA
An inspection report shall be prepared on all inspection performed on the decommissioned structures.
Section 9 presents the information that should be included in such a report. For some inspections, post
processing of data is required prior to the reporting, see Section 8.2. For other inspections, postprocessing may be performed after inspection results from several structures have been gathered, see
Section 8.1, 8.3 and 8.4.
8.1 Group A - Structural strength
8.1.1 Evaluation of methods for structural calculations
When several structures have been inspected (A.1, A.6, A.8, A.10, A.11, A.12), the fatigue analysis
methods should be evaluated.
8.1.2 Grout connections
If any of the grouted connections (A.2, A.3, A.8) are found not to have the quality as expected, the
reason for this shall be evaluated. Grouting operational logs and procedures should be reviewed in
order to find the cause to the poor grout quality. The evaluation should conclude on a recommendation
for future grouting.
A discussion should also be made on the validity of the assumptions made in design and
reassessment/life extension work.
8.2 Group B Corrosion
8.2.1 CP system
After gathering data on anode consumption for structures an estimation of contingency of the CP
system should be performed. This can lead to important input to life time extension projects. The
coating breakdown factor is as well a critical parameter and a long term coating break down factor can
be estimated for the used coatings.
For the selected CP zone, recalculation of the CP-system shall be performed with todays code (DNVRP-B401/NORSOK M-503). Required input parameters for this calculation are:
Steel surface area for selected CP zone
Type of coating (if applicable)
Type of anodes from design (approximately weight and dimensions)
Actual operating lifetime of structure
The results from the actual remaining amount of anode mass and dimensions should be compared with
the recalculated CP system. The contingency factor for the CP system should be calculated according
to the following equation:
CP contingency = Actual remaining anode mass / Required anode mass with todays codes
8.3 Group C Inspection Technology
When a database has been populated with a large number of inspection results, probability of detection
(POD) can be established.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 38 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
STORAGE OF RESULTS
An inspection report shall be prepared on all inspection performed on the decommissioned structures.
Section 9 presents the information that should be included in such a report.
9.1 Group A - Structural strength
Table 9-1 to Table 9-6 list the information that should be stored regarding the inspection of findings
related to Group A Structural Strength.
Table 9-1 Results from inspection of joints - A.1, A.6, A.8, A.10, A.11, A.12.
Information
Installation year
Original design code
Location
Original methodology and criteria for fatigue life calculations
Original fatigue life
Methodology and criteria for reassessment
Calculated fatigue life with new methodology
Method/Technique for detection offshore
Size of finding offshore (length, width, depth) if applicable
Method/Technique for detection on yard
Size of finding onshore (length, width, depth)
Expected condition of joint confirmed (yes/no)?
Confidence to modern analysis method (yes/no)?
Photo documentation
Table 9-2 Results from inspection of grout - A.2, A.3, A.8.
Information
Installation year
Original design code
Location
Type of grout
Filling as expected or problems (yes/no)?
Description of type of problems (if applicable)
Results from testing of grout prior to installation
Incidents related to pile during offshore removal (e.g. loss of pile)?
Description of grout inspected on yard
Grout conditions as expected (yes/no)?
Reason for grout condition not as expected (if applicable)
Assumptions made in design and reassessment/life extension valid?
Photo documentation
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 39 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Table 9-3 Results from inspection of piles - A.4,
Information
Installation year
Original design code
Location
Description of type of damage/crack (if applicable)
Calculated fatigue life from design/reassessment? (driving vs operation)
Assumptions made in design and reassessment/life extension valid?
Photo documentation
Table 9-4 Results from inspection of members with unintended flooding A.5.
Information
Installation year
Original design code
Location
Cause of flooding
Photo documentation
Table 9-5 Results from inspection of mechanical damages - A.7, A.9.
Information
Installation year
Original design code
Location
Description of damage
Damage observed during operation?
Any remedial measures done during operation?
Photo documentation
Table 9-6 Results from inspection of conductors, risers and caissons - A.13.
Information
Installation year
Original design code
Location
Description of condition
Any failures observed during operation ?
Any remedial measures done during operation ?
Photo documentation
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 40 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
9.2 Group B Corrosion
Table 9-7 Results from inspection of CP system - B.1.
Information
Installation year
Location for CP zone evaluated
Original CP design code
Type of anode, including net/gross weight and dimensions
Type of coating on structure
Anode consumption from last visual inspection of anodes offshore
Potential of structure from last inspection offshore
Actual operating life of CP system
Anode consumption from visual inspection of anodes on yard
Location of anodes that was cut down and measured
Weight of anodes measured on yard
Dimension of anodes measured on yard
Anode uniformly or localized corroded
Photo documentation
CP contingency
Table 9-8 Results from inspection of coating - B.2.
Information
Installation year
Location of inspection (submerged/splash zone/marine atmospheric zone)
Type of coating
Results from inspection of coating offshore
Degree of blistering on yard (ISO 4628-2)
Degree of rust on yard (ISO 4628-3)
Degree of cracking on yard (ISO 4628-4)
Degree of flaking on yard (ISO 4628-5)
Actual operating life of coating system
Coating thickness
Pull off strength
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 41 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Table 9-9 Results from inspection of coating repair - B.3.
Information
Installation year
Location of repaired coating
Type and method of coating repair
Multiple repairs? If yes, how long time between repairs.
Results from inspection of coating repair offshore
Degree of blistering on yard (ISO 4628-2)
Degree of rust on yard (ISO 4628-3)
Degree of cracking on yard (ISO 4628-4)
Degree of flaking on yard (ISO 4628-5)
Actual operating life of coating repair system
Repair system acceptable (Yes/No)
Table 9-10 Results from inspection in splash zone (corrosion) - B.4.
Information
Installation year
Design corrosion allowance in splash zone on structure
Actual operating life of structure in splash zone inspected (note subsidence may reduce lifetime)
Type of coating in splash zone
Results from inspection offshore (any known wall thickness reduction, condition of coating)
Condition of coating on yard (Poor/Fair/Good)
Wall thickness reduction in splash zone above lower astronomical tide
Table 9-11 Results from inspection of riser and riser clamps - B.5.
Information
Installation year
Type of riser material/clamp material
Type of coating riser/clamp
Actual operating life of riser/clamp
Results from inspection offshore (any known wall thickness reduction, condition of coating)
Condition of coating on yard (Poor/Fair/Good)
Wall thickness reduction
Table 9-12 Results from inspection of waterfilled closed compartment - B.6.
Information
Installation year
Type of closed compartment (leg/brace/pile etc)
Type of water treatment
Actual operating life
Results from inspection (no corrosion, severe corrosion, pitting corrosion)
Wall thickness reduction
Water treatment acceptable (Yes/No)
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 42 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
9.3 Group C Inspection Technology
Table 9-13 list the parameters that should be stored regarding the inspection of findings.
Table 9-13 Results from inspection technology - C.1, C2, C.3
Information
Method/Technique for detection offshore
Method/Technique for detection on yard
Type of finding
Location of finding
Size of finding offshore (length, width, depth)
Size of finding on yard (length, width, depth)
Confirmation of reason for finding (yes/no)
Secondary effects of finding not detected previously (e.g. FMD- condition inside)
9.4 Group D Other
Table 9-14 list the parameters that should be stored regarding the inspection of bolts.
Table 9-14 Results from inspection of bolts - D.1.
Information
Installation year
Type of bolts
Coating type
Application
Environment (submerged, splash zone, atmospheric zone)
Temperature
Corrosion damage (Yes/No)
Description of type of corrosion (crevice, pitting, general)
Condition of coating (description)
Photo documentation
Table 9-15 Results from inspection of repair clamps - D.2.
Information
Installation year
Location for repair clamp
Reason for repair clamp
Type of repair clamp
Type of grout
Installation procedure
Degree of filling and grout quality (colour, consistency) after opening of clamp
Results from inspection of areas underneath clamp.
Photo documentation
Were the damage underneath clamp as expected (Yes/No)
Was the repair clamp working as intended (Yes/No)
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 43 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
Table 9-16 Results from inspection of marine growth - D.3.
Information
Location of marine growth measurement (water depth)
Type of marine growth
Thickness of marine growth offshore
Thickness deviation from NORSOK N-003
10 REFERENCES
/1/
Gerhard Ersdal (PSA), PSA View and Expectation of Activities Regulation 50
October 6th 2011 in Sandnes (JIP Steering committee meeting).
/2/
University of Stavanger, Material testing of decommissioned offshore structures
A report prepared for the PSA programme on Ageing and Life Extension. 13.12.2007
/3/
Gerhard Ersdal (PSA) and John Sharp (Cranfield University), Priorities for Testing
Components/Steelwork from Decommissioned Structures
June 2007
/4/
Gerhard Ersdal (PSA) and John Sharp (Cranfield University), Proposed Best Practice
for Testing Recovered Steelwork/Components from Decommissioned Offshore
Platforms, Draft 1.June 2007.
/5/
Inspection of Frigg jackets DP1, DP2 and QP (2009)
/6/
Inspection of Ekofisk 2/4 R (2010)
/7/
Inspection of Ekofisk 2/4 W (2011)
/8/
Inge Lotsberg et al,Fatigue Testing and S-N Data for Fatigue Analysis of Piles
OMAE 2008-57250, June 15-20 2008, Estoril, Portugal
/9/
Det Norske Veritas, Appendix A Fatigue Analysis of Jacket Structures
Appendix to the report 2011-066 Use of Probabilistic Methods for Planning of
Inspection for Fatigue Cracks in Offshore Structures.
/10/
Ridley, J. A., A Study of Some Aspects of Slamming. NMI Report R 158 OT-82113,
1982. Department of Energy, NMI Project 302025.
/11/
Det Norske Veritas, DNV-RP-C203: Fatigue Design of Offshore Steel Structures
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 44 of 44
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
APPENDIX
1
EXAMPLE FORMAT FOR WORKSHOP
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 1 of 1
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Topic
Group A - Structural Strength
A.1 Low fatigue lives and/or reported
cracks
A.2 Grout connection between leg and
pile
A.3 Pile/sleeve connections
A.4 Piles
A.5 Members with unintended
flooding
A.6 Splash zone (fatigue)
A.7 Mechanical damaged structural
members
A.8 Grout reinforced structural
components
A.9 Pile to topside
connection/condition of splice
connections
A.10 Ring stiffened joints
A.11 Single sided welds
A.12 Closure welds
A.13 Conductors, risers, caissons
structural condition
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Inspection
Category1)
1
2
Location of inspection
(Tag.no, ref. drawing)
X
X
X
X
X
X
X
X
X
X
Page 1 of 2
Reason for selecting/not
selecting optional
inspections
Comments
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Topic
Group B - Corrosion
B.1
CP system
B.2
Coating
B.3
Coating repairs
B.4
Splash zone (corrosion)
B.5
Riser and riser clamps (corrosion)
B.6
Waterfilled closed compartments
Group C Inspection Technology
C.1
Details that have inspection
findings from operation
C.2
Areas of difficult/challenging
underwater inspection
C.3
Verification of new inspection
techniques
Group D - Other
D.1 Bolts
D.2 Repair clamps
D.3 Marine growth
Inspection
Category1)
Location of inspection
(Tag.no, ref. drawing)
Reason for selecting/not
selecting optional
Comments
X
X
X
X
X
X
X
X
X
X
X
X
1) Code 1 (green): Minimum recommended requirement; i.e. should be performed on all structures.
Code 2 (yellow): Supplementary inspection; up to project to decide if inspection should be performed based on checklists given in Section 7 and engineering judgement.
- o0o -
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 2 of 2
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
APPENDIX
2
CHECK LIST FOR WORKSHOP
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 1 of 1
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Code
A.1
Low fatigue
lives and/or reported
cracks
Purpose
Comment
Check list
Improve understanding
of the fatigue
phenomenon to improve
fatigue analysis
methods.
We often observe that some joint connections have very
low theoretical fatigue lives, while no cracks have been
observed in 30-40 years in service. NDT inspections of
such joints are of interest. Typical areas: horizontal
frames.
Numerous analysis methods exist to predict fatigue life,
with large spread in the results. Inspection of joints
onshore (under better controlled conditions than
offshore) gives us the opportunity to validate modern
refined fatigue analysis methodologies. It is crucial to
have confidence to these methods in life extension work.
A.2
Grout connection between leg and pile
Document performance
of piles; a key element
in demonstrating life
extension.
Remove uncertainty
about joint behaviour for
joints on composite
members.
There is significant lack of data on the condition of
grouted piles after installation, lack of NDE data.
How well grouted, corrosion of steelwork, condition of
circumferential welds (any cracking), evidence of effect
of pile driving.
The stiffness modelling of the leg members in all jacket
analyses assumes a fully composite action between leg
and pile.
The static and fatigue strength of leg joints assume a
fully composite action between leg and pile.
Possible areas with lack of shear load capacity. (voids?)
Measurements of grout compressive shear strength.
A part of a leg from an installation that has experienced
large hydrodynamic loads may be tested in the
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 1 of 8
Modern fatigue analysis carried out ?
Fundamental natural period ?
Any exceptional low calculated fatigue life (< 10 years) ?
Low calculated fatigue life in any major joints?
Low calculated fatigue life in conductor frame areas?
Low calculated fatigue life in riser connections?
Low calculated fatigue life in upper horizontal jacket frame?
Operating platforms with similar joint geometries?
Platform exposed to any subsidence/fatigue in upper hor. frame?
Low fatigue life in the piles from pile driving/waves?
Any complex joints for which par. formulae might not be valid?
Other joint configurations for which par. formulae might not be valid?
Any joint with ring stiffeners? Assess if such joints should be examined.
Any areas with (serious) crack development observed in service?
Any areas with (serious) crack development observed in-service, and
which have long life from analyses?
(cracks may originate from other sources such as poor workmanship and
transportation).
Any defects registered during fabrication?
Fabrication site ? (sign. fat. damage may have originated from transport).
Evaluate if one or more joints should examined closer, either at the
decommissioning yard or send part(s) of the joint to laboratory for detailed
testing (material strength, toughness, fatigue behaviour).
Grout specification available?
Reports from grout testing available?
Reports from grout operation offshore available? (Any incidents?)
Piles through the legs for this jacket?
Pile groups?
Any high utilisations in joints with respect to joint capacity?
Any low fatigue life in any of the leg joints or pile sleeve joints?
Any incidents related to piles during removal of jacket offshore?
Any abnormal platform behaviour registered in-service?
Keep samples of grout material for later tests in laboratory?
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Code
Purpose
Comment
Check list
laboratory to document that this assumption is valid.
A.3
Pile/sleeve connections
Check how grout has
behaved.
New design formulas for ULS and FLS checks of
grouted pile/sleeve connections have been developed
(2011), and may be verified through close examination
onshore.
See also comment to A.2
Water depth ?
Deck weight ? Any tension in jacket legs ?
Any dynamic amplification ?
Reanalysed for ULS and FLS according to new design formulas ?
Inspected during in-service ?
Platform exposed to any extreme storms ? Hs, max ?
Any abnormal platform behaviour registered in-service ?
Keep samples of grout material for later tests in laboratory?
A.4
Piles
Check that piles below
mud-line have no
damage or cracks to
increase the confidence
to the analyses.
Inspection of the piles is difficult/impossible during inservice. It is crucial that the foundation works properly
when planning for life extension.
Any pile highly utilised (ULS/FLS) from design or reassessment analyses ?
Scour ? Any inspection made during in-service ?
Possibility for tension in the piles ? (deck weight?)
Evaluate if a part of the pile should be tested in laboratory.
(material strength, toughness, fatigue behaviour).
A part of the pile is available onshore, and should be
inspected.
Welds in the pile should be examined.
A.5
A.6
Members with unintended flooding
Detect cause of
flooding.
Some braces have been reported as water filled inservice, but the cause of water filling may not have been
identified and explained. Inspection onshore may reveal
the reason for water filling, which can be of value for
similar situations for existing installations.
Any member unintentionally flooded in jacket?
Cause found?/any cracks detected?
Splash zone (fatigue)
Detect sign of fatigue in
the horizontal frame in
order to calibrate
analyse procedures, and
in-service inspection
methods in order to
reduce uncertainties in
future assessments.
These areas may be difficult to inspect without use of
special expensive equipment/climbers.
It is crucial for the global integrity that main connections
in these areas are intact and function according to
expectations. As inspections of these areas may be
difficult and infrequent due to limited access and high
expenses, it is particular important to increase our
knowledge on how joint connections in these areas resist
the fatigue loads.
In case of subsidence and/or higher design waves (or
increased water level), structural members in this area
will be exposed to additional loads not originally
designed for, i.e. local Morison loads, wave slamming
loads, variable buoyancy due to continuous variable
submergence, loads due to wave exit etc.
A.7
Mechanical damaged structural members
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Obtain data on capacity
Mechanical damages due to boat impacts, dropped
Page 2 of 8
Platform exposed to subsidence?
Any cracks observed in this area in-service?
Conductor frame in upper horizontal jacket frame?
Fatigue analyses performed in terms of subsidence?
Assess if inspection should be done in order to validate/calibrate the recipe
for fatigue damage calculation caused by wave slam and variable
buoyancy (e.g. the Ridley method).
Evaluate if one or more joints should examined closer, either at the
decommissioning yard or send part(s) of the joint to laboratory for detailed
testing (material strength, toughness, fatigue behaviour).
Evaluate if a fracture mechanics analysis should be done to assess the
remaining fatigue life under out-of-plane bending.
Inspection/examination of value for life extension?
Any known damages caused by a boat impact or a dropped object?
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Code
Purpose
Comment
Check list
of damaged structural
elements.
objects etc. can reduce the strength of a structural
component.
Any incidents occurred during operation? (any hit by submarine, whales ?)
Evaluate if the structural component(s) should be tested in the laboratory?
(size and shape of damage, material properties).
Inspection/examination of value for life extension?
With detailed inspections and mechanical testing the
size/shape of the damage and material properties will be
determined, which will give valuable data for ultimate
capacity analyses.
Full scale capacity tests can be performed in laboratory
to validate analytical/numerical capacity analyses, which
will give valuable knowledge and increase the
confidence to the theoretical analyses.
A.8
Grout reinforced structural components
Check the quality of
grout and degree of
filling to gain
experience for selection
of grout material and
testing for later grout
operations.
Grout filling is a common method to i) reinforce a jacket
to increase the global ultimate capacity, ii) increase the
static or fatigue strength of a joint, iii) increase the
member strength of a brace or leg to resist boat impact
and iv) reinforce repair clamps.
As the structural analyses assume good quality of the
grout as well as complete filling, it is crucial that the
grout functions as intended. Several examinations made
onshore of grout reinforced braces, legs and clamps have
revealed that this is not always fulfilled.
Any structural component grouted during in-service? (leg, brace, joint,
clamp,..)
Why was the structural component grouted?
What type of grout was used?
What type of testing was done onshore prior to grouting offshore?
Specifications available?
Any findings in grouted components offshore?
Inspection/examination of value for life extension?
Experience feedback will be of value for future grouting
operations.
A.9
Pile to topside connections/condition of
splice connections
Check condition. How
have these connections
worked?
Examine damages in the pile to topsides connections.
Cracks in the shim plate welds have been observed in
the past.
Any damage observed in these areas during in-service?
Previous reassessments revealed high utilisation in these areas?
Subsidence/wave-in-deck during in-service?
Deck elevated?
Inspection/examination of value for life extension?
A.10
Ring stiffened joints
Check the condition of
the inner ring stiffeners,
with the objective to
verify that we can trust
our simplified fatigue
checks of the stiffener
and the weld between
stiffener and joint.
Ring stiffeners are key components for confirming joint
strength and fatigue performance in life extension. The
analysis procedures for calculation of fatigue life in the
weld to the chord wall and the ring inner edge are old,
and rather simplified for the weld connection to the
chord wall.
Any ring stiffeners in the jacket?
Purpose of the ring stiffener? (fatigue, transport/launch, static strength..)
Fatigue life of the stiffener itself?
Basis for the fatigue calculations original?
Any Finite Element analysis done in design or in reassessment work?
Any crack indications observed in-service?
Dimension of ring stiffeners?
NDT of inner ring stiffeners is very difficult during
platform operation.
It will therefore be of value to check the condition of the
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 3 of 8
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Code
Purpose
Comment
Check list
inner ring stiffeners, and to investigate if cracking at
welds between stiffeners and joint has taken place.
Confirmation of the validity/goodness of the parametric
SCF equations used in design of ring stiffened joints is
needed.
A.11
Single sided welds
Check the condition of
the root area in single
sided welds, with the
objective to verify that
we can trust our
simplified fatigue
checks of the root area.
Cracks may develop from the root of single sided welds.
This is the case when braces are welded directly to the
legs without stubs. Such cracks may be difficult to
observe during in-service inspection.
The root area of single-sided welded tubular joints may
be more critical with respect to fatigue cracks than the
outside region connecting the brace to the chord. It is
normally recommended that stubs are provided for
tubular joints where high fatigue strength is required,
such that welding from the backside can be performed.
Any single sided welds in the jacket?
Any braces welded directly to the leg without stubs?
Any anomalies made during inspections offshore?
Quality of workmanship?
Fatigue analysis procedure used in design?
Failure from the root has been observed at the saddle
position of tubular joints where the brace diameter is
equal.
A.12
Closure welds
Check welds made
under difficult
conditions in the yard.
Welds made under difficult conditions in the yard, with
limited NDT. Possible sites for fatigue cracking in life
extension.
Weld quality, any cracking present etc.
Any closure welds in structure?
Any anomalies/cracks found in closure welds?
Weld quality/workmanship?
A.13
Inspection of risers and riser supports
structural condition (ref. also B.5).
To get an overview of
how riser and riser
supports have performed
over time to possible
improve design and
assessment methods.
The riser is a safety critical item on a platform. A visual
inspection of most of the risers and riser connections for
cracks and damages is recommended.
Confer any reassessment reports on risers made during operation.
Any risers/riser clamps with heavy corrosion (see B.5)
To get an overview of
how caissons and
Damages to caissons and caisson supports have been
observed during offshore inspections. Caissons have
A.14
Inspection of caissons and caisson supports
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Suggest to take a look at some risers and clamps and
look at how the bolts and bolt coatings have performed
(any brittleness developed, corrosion (general or
dissimilar metal) and loss of coatings, fatigue damage).
We can also look at how well the clamp lining materials
have performed, have they become hard or brittle, have
they degraded or decomposed?
Examine corrosion (internal and external) and other
signs of damages in the risers, esp. the bottom ends.
Page 4 of 8
Any cracks/damages in caisson supports registered in-service?
Any incidents, e.g. caisson loosened and fell down?
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Code
Purpose
Comment
Check list
caisson supports have
performed over time to
possible improve design
and assessment
methods.
even loosened, fell down and damaged members
beneath.
Any damages in case of dropped caisson? Ref. A.6.
A.15
Cast Joints
Confirm quality of cast
joints.
Early cast materials had limited performance data.
Condition of casting, fracture toughness, quality of any
repair welding and any associated cracking.
A.16
Materials and welding
Knowledge about the
steel quality and quality
of welding is needed for
life extension.
Lack of knowledge of the specification and performance
of steels used in early platforms and of the quality of
welding. Steel quality and properties are necessary input
for life extension.
Life extension of any similar platforms with same designer/same
fabrication yard?
Consider laboratory test of piles with respect to residual stresses and
fatigue.
It should (over time) be built up a database to increase our confidence to
the steel and weld quality of old installations planned for life extension.
(ref. the extensive tests of joints by Total from the decommissioned Frigg
platforms). It should be considered to supplement this information in the
database.
Fracture toughness of early steels, weld quality and any
cracking evident, residual stresses.
It should be considered to select some structural
components for laboratory testing to check if material
and welding quality is according to the design
specifications. Such tests may involve tensile tests,
charpy tests, cross section examination, micro structure
examination, chemistry, hysteresis tests, fatigue tests,
residual stress measurements.
Any cast nodes in the structure?
Any reports from fabrication available?
Any cracks during casting?
If so, any fracture mechanics analysis done?
A.17
Material test of highly loaded parts
Establish stress/ strain
curves to assess possible
ageing.
Laboratory tests:
Establish stress/ strain curves to assess possible ageing.
It is of most interest toward parts that have been highly
loaded.
Any areas which have been particular highly loaded?
Test part of pile brought onshore?
A.18
Measurement of residual stresses
Improve the
understanding of the
residual stresses in a
structure that has served
for several years in order
to remove possible
conservatism in the
assessment methods.
The magnitude of the residual stresses is of importance
for failure modes such as buckling and fatigue. It is
uncertain how the residual stress levels develop over
time in a dynamically loaded structure.
Consider to test a part of pile.
See Ref. Error! Reference source not found. for motivation to measure
residual stresses in pile.
For example, residual stresses have been measured in a
pile from an Ekofisk installation and the results from the
laboratory results are reported in Error! Reference
source not found.. The findings have direct relevance
for how to assess the fatigue damage accumulation in
piles.
It would be of interest to extend the experience database
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 5 of 8
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Code
Purpose
Comment
Check list
with more measurements of residual stresses in piles.
A.19
Test of corroded material
Group B - Corrosion
B.1
1
CP system
Establish mechanical
data for corroded
material to be able to
determine capacity of
such structures.
Static strength of naturally corroded material requires
input that should be based on tests. For fatigue it may be
of interest to check SN-curves for structures with free
corrosion.
Knowledge of
contingency of the CPsystem can be utilised
for lifetime extension of
other structures.
Confirm if the corrosion
protection systems have
functioned according to
the assumptions.
Confirm the design
assumptions for anode
supports.
Detailed inspection of anodes in order to establish
remaining capacity of the CP-system and coating
condition, and to compare with the input parameters
used in design.
Original CP design code?
Any areas with more consumption of anodes? Reason for that?
Results from potential measurements? Any indications of limited protection?
Define representative area for detailed investigation of CP system.
Number, location and type of anodes (weight, dimensions) in this area?
Results from visual inspection consumption of anodes in this area?
Are there both results from visual inspection and potential measurements in
this area or is there a need for gathering some data before offshore removal?
How many anodes shall be cut down, cleaned and measured? Where are they
located?
What type of coating is applied on the structure in submerged zone, splash
zone and marine atmospheric zone?
Lifetime of the coating systems installed?
Any areas with known damages on coating?
Select representative areas for detailed inspection (both poor and good quality
is of interest).
Have there been any coating repairs or mainteinances? Location?
Need for any multiple repairs on some locations?
Repair procedure and type of repair coating system?
B.2
Coating
Improve knowledge of
coating quality.
It is a presumption that coating system is known in order
to learn from the inspection.
B.3
Coating repairs
Evaluate if repair
methods are good/poor.
Can be used as input on
other existing structures.
It is a presumption that coating repair system and
procedure is known in order to learn from the
inspection.
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 6 of 8
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Code
B.4
Splash zone (corrosion)
Purpose
Comment
Check list
Establish corrosion rates
to be able to document
longer life and larger
capacity for existing
structures.
Corrosion allowance is accounted for in design. An
investigation to check if the extent of corrosion
(utilisation of the design corrosion allowance) and
coating degradation to establish if the corrosion
allowance and the coating degradation taken place can
justify a lifetime extension (compare with design
calculations).
What is the design corrosion allowance in the splash zone?
What is the coating type and thickness in the splash zone?
Any areas with known wall thickness reduction?
Thickness measurements can be made more efficient
onshore.
B.5
Risers and riser clamps (corrosion)
Establish data on how
risers perform with
respect to corrosion in
order to improve
assessment/inspection
methods.
Internal corrosion:
Establish loss of wall thickness by external ultrasonic
measurements and cut out of pipe sections subjected to
extensive corrosion for laboratory examination in order
to establish the cause of the corrosion (e.g. CO2corrosion, MIC etc.).
Riser material and materials selection in riser clamps?
Type of riser coating? Any coating underneath riser clamp?
Any locations of riser clamps in the splash zone?
Any locations of field joint of riser coating in the splash zone?
Any known areas with wall thickness reduction underneath riser clamps or
riser coating?
B.6
Waterfilled closed compartments
Establish what type of
corrosion mitigation that
is required internally
Is there a risk for MIC and what type of corrosion
mitigation should be carried out in waterfilled legs,
braces, piles etc.
What type of water is filled in the closed compartment?
Has there been any treatment of the water (e.g. biocide, O2-scavenger etc.)?
Any indication of corrosion?
Confirm finding and
determine cause of
defect
It will be beneficial to inspect details that have been
reported with inspection findings to better determine the
cause of the defect.
It is also noted that some findings reported offshore are
false; no finding found onshore.
Confirm size of finding
Where are the findings located?
Is any of the finding located in non-predicted areas (should be considered
interesting)?
What is the size of all the findings?
What type of inspection method has been used?
Time of first finding? Development of defect?
Any areas where findings has been detected and repaired? What type of
repair? Any development after repair?
Group C Inspection Technology
C.1
1
Details that have inspection findings from
operation
C.2
Areas of difficult/challenging underwater
inspection
Verification of
underwater inspection
capability
In-service inspection underwater is difficult and limited
because of cost and diver time.
Location of challenging underwater inspection?
Has any techniques with limited experience been applied?
What type of technique? Any findings? Size and location if finding?
C.3
Verification of new inspection techniques
New inspection
techniques may be
tested offshore and
verified with onshore
inspection
Examples are:
- high quality digital photos and videos.
- EC inspections with use of ROV
Any new techniques that should be tested?
Location with finding where the technique may be tested? Size and locating of
finding?
Location with no finding where the technique may be tested?
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 7 of 8
DET NORSKE VERITAS
Report for Norsk Olje og Gass
Guideline for inspection of decommissioned offshore structures
MANAGING RISK
ID
Code
Group D - Other
D.1
1
Bolts
Purpose
Comment
Check list
Determine how bolts
and other fasteners
perform over time to
improve future
specifications.
Fasteners are critical components, and the condition of
the bolts is not always possible to establish without
dismounting with subsequent inspection. In order to
evaluate the integrity of the bolted connection, the
following areas are of interest:
Coating degradation (if coating has been applied).
Corrosion due to water ingress in the e.g. thread
area (dimensional measurements).
Extent of crevice corrosion beneath bolt heads/nuts
(determination of extent of corrosion).
Evaluation of materials selection/combinations and
selection of coating method, if applicable.
What types of bolts are installed on the structure in the different operating
conditions (submerged with CP, in splash zone, marine atmospheric zone)?
Materials selection?
Type of coating (if applicable)?
Any bolts with findings?
Any locations where bolts have been replaces (how many times)?
Any bolts located in especially highly utilised areas and/or critical
components?
Any bolts located in unfavourable design?
This to give an estimate of the life time of bolted
connections, durability of coating applied; identify areas
with high risk for corrosion; identify areas with high
fatigue load etc.
Critical bolts identified with extensive damage (e.g.
cracks, galling) may be subjected to a more detailed
inspection in the laboratory.
D.2
D.3
Repair clamps
Marine growth
Increase understanding
of the performance of
repair clamps in order to
design efficient clamps
in the future and to
prolong the life of
existing clamps.
Significant lack of data on the condition of such repairs
after installation. Lack of NDE data. Continuing good
performance of repairs necessary for life extension.
Validate or revise the
recommendations given
in Norsok standard N003.
Measurements of marine growth have previously been
undertaken from installations brought onshore. Heavily
marine growth (hard) has been observed.
Overall condition of repair, extent of grouting (if any),
bond to steelwork, cracking at welds, if repair neoprene
lined condition of liner.
If marine growth is removed offshore, may be some
measurements can be made prior to removal.
- o0o -
DNV Reg. No.: 13XE6KG-4
Revision No.: 0
Date : 2013-07-03
Page 8 of 8
Method of repair clamp relevant for other structures?
Location of repair clamp?
Reason for installation of clamp?
Procedure for installation of clamp?
How is the expected condition of the clamp in order to ensure that it fulfilled
its intention?
Any areas where thickness of with marine growth is expected to be significant
different from NORSOK N-003? Location?
Det Norske Veritas:
DNV is a global provider of knowledge for managing risk. Today, safe and responsible business conduct is
both a license to operate and a competitive advantage. Our core competence is to identify, assess, and
advise on risk management, and so turn risks into rewards for our customers. From our leading position in
certification, classification, verification, and training, we develop and apply standards and best practices. This
helps our customers to safely and responsibly improve their business performance.
Our technology expertise, industry knowledge, and risk management approach, has been used to
successfully manage numerous high-profile projects around the world.
DNV is an independent organisation with dedicated risk professionals in more than 100 countries. Our
purpose is to safeguard life, property and the environment. DNV serves a range of industries, with a special
focus on the maritime and energy sectors. Since 1864, DNV has balanced the needs of business and society
based on our independence and integrity. Today, we have a global presence with a network of 300 offices in
100 countries, with headquarters in Oslo, Norway.
Global impact for a safe and sustainable future:
Learn more on www.dnv.com
You might also like
- API RP 2A Platform Inspection Procedure REV 0Document21 pagesAPI RP 2A Platform Inspection Procedure REV 0Putu Yusna Armita100% (3)
- Platform Inspection-General Report Template R001Document44 pagesPlatform Inspection-General Report Template R001St3fandragos4306100% (2)
- Riser Clamps SpecificationDocument36 pagesRiser Clamps Specificationmaxnokia100% (6)
- Jacket Weighing ProcedureDocument14 pagesJacket Weighing ProcedureBolarinwaNo ratings yet
- Pigging Head and Spool InstallationDocument38 pagesPigging Head and Spool InstallationWilliam O OkolotuNo ratings yet
- SPE - Emerging Decommissioning Trends in South East Asia - Local Interpretation and Implementation of Recently Updated Legislative Framework and GuidelinesDocument23 pagesSPE - Emerging Decommissioning Trends in South East Asia - Local Interpretation and Implementation of Recently Updated Legislative Framework and Guidelinesredevils86100% (1)
- Structural Integrity Management and Risk Based Inspection - Recent DevelopmentsDocument54 pagesStructural Integrity Management and Risk Based Inspection - Recent Developmentskarim_tomtom100% (3)
- RP E301 - 2012 05Document46 pagesRP E301 - 2012 05Kishor ShriyanNo ratings yet
- Weight Monitoring and WeighingDocument11 pagesWeight Monitoring and WeighingAr Da100% (1)
- Riser & Clamps LectureDocument104 pagesRiser & Clamps Lecturevenkiee100% (2)
- Under Water InspectionDocument87 pagesUnder Water InspectionFauzankalibataNo ratings yet
- Handbook-Riser-Design - Clamps PDFDocument46 pagesHandbook-Riser-Design - Clamps PDFanwarhas050% (1)
- Assessment Guide: BHO2259 Product & Services InnovationsDocument4 pagesAssessment Guide: BHO2259 Product & Services InnovationsBryan KhoNo ratings yet
- Assignment IndividualDocument4 pagesAssignment IndividualPrakhar SrivastavaNo ratings yet
- 5 Guidelines For Struct Integrity Assessment of Existing PlatformsDocument8 pages5 Guidelines For Struct Integrity Assessment of Existing Platformssreedevi gummadiNo ratings yet
- 0 - OLF Recommended Guidelines For The Assessment and Documentation of Service Life Extension of Facilities, Rev 1, 040612Document35 pages0 - OLF Recommended Guidelines For The Assessment and Documentation of Service Life Extension of Facilities, Rev 1, 040612Eyoma EtimNo ratings yet
- 12 Structural Integrity Management - Ersdal - PtilDocument10 pages12 Structural Integrity Management - Ersdal - PtilEyoma EtimNo ratings yet
- Bureau Veritas Simss 624-Ni - 2017-04Document46 pagesBureau Veritas Simss 624-Ni - 2017-04neelcorNo ratings yet
- Structural Integrity Assessment of Offshore Conversions - ISE and TSADocument21 pagesStructural Integrity Assessment of Offshore Conversions - ISE and TSAAnonymous100% (2)
- Multiple Riser Configurations Top-Tensioned Risers Hybrid Riser SystemDocument103 pagesMultiple Riser Configurations Top-Tensioned Risers Hybrid Riser Systemsaeed ghafoori100% (4)
- Subsea PipelineDocument24 pagesSubsea Pipelinealta_ehNo ratings yet
- Mooring Analysis of A Subsea Pipelay Barge: Kamal Singh Yadav, Savin Viswanathan, Arunprasath PDocument12 pagesMooring Analysis of A Subsea Pipelay Barge: Kamal Singh Yadav, Savin Viswanathan, Arunprasath PaaNo ratings yet
- UK HSE rr444 PDFDocument313 pagesUK HSE rr444 PDFBernardo DrehenfussNo ratings yet
- Matterhorn Steel Catenary Risers Critical Issues and Lessons Learned For Reel-Layed SCRs To A TLPDocument16 pagesMatterhorn Steel Catenary Risers Critical Issues and Lessons Learned For Reel-Layed SCRs To A TLPTee Shi FengNo ratings yet
- 21008-BAE-79100-NA-RP-0009 - Rev02 Gas and Crude Oil Riser Platform Design ReportDocument55 pages21008-BAE-79100-NA-RP-0009 - Rev02 Gas and Crude Oil Riser Platform Design ReportAnonymousNo ratings yet
- The Safe Design of Hot On Bottom PipelinesDocument26 pagesThe Safe Design of Hot On Bottom PipelinesZadeh NormanNo ratings yet
- 4 Buckle TriggersDocument28 pages4 Buckle TriggersNguyen Hoai Phuong100% (1)
- Deepwater Riser InstallationDocument9 pagesDeepwater Riser InstallationekhwanhakimNo ratings yet
- Decommissioning of Offshore Platforms PDFDocument45 pagesDecommissioning of Offshore Platforms PDFWildan MessiNo ratings yet
- ABS Jacket Analysis ProcedureDocument8 pagesABS Jacket Analysis ProcedureJolly Jack100% (1)
- Subsea Riser Pipeline Visual Inspection ProcedureDocument13 pagesSubsea Riser Pipeline Visual Inspection ProcedureMy Osoef100% (1)
- Installation Procedures Offshore Jacket CompiledDocument62 pagesInstallation Procedures Offshore Jacket CompiledLucasNo ratings yet
- Navigational Aids For Offshore StructuresDocument35 pagesNavigational Aids For Offshore Structuresdebjit2001100% (1)
- SUT Flexibles - 6 Damage, Defects, Degradation, Failure Modes - Selected Case Studies - March 2011 Update - Compressed PDFDocument92 pagesSUT Flexibles - 6 Damage, Defects, Degradation, Failure Modes - Selected Case Studies - March 2011 Update - Compressed PDFfdoppelNo ratings yet
- Procedure Cum Check List: Gujarat State Petroleum Corporation LimitedDocument17 pagesProcedure Cum Check List: Gujarat State Petroleum Corporation LimitedDanny BoysieNo ratings yet
- Detail Engineering MethodologyDocument11 pagesDetail Engineering MethodologyKumarJR86100% (1)
- Decomission F Jacket PDFDocument40 pagesDecomission F Jacket PDFRicardo FigueiredoNo ratings yet
- On Bottom Stability Analysis and Mudmat DesignDocument9 pagesOn Bottom Stability Analysis and Mudmat DesignvenuNo ratings yet
- Mono PileDocument249 pagesMono PileMuralidhar YarakalaNo ratings yet
- 639 AaDocument350 pages639 Aarameshaarya99No ratings yet
- OTC-25134 Final - WatermarkDocument15 pagesOTC-25134 Final - WatermarkgenmikNo ratings yet
- Oil and Gas DecommissioningDocument3 pagesOil and Gas DecommissioningAkhtar QuddusNo ratings yet
- ES-L-60 REV2.1 Spec For Inspection of Subsea PipelinesDocument50 pagesES-L-60 REV2.1 Spec For Inspection of Subsea PipelinesVivek Patil100% (2)
- Repair TechniquesDocument193 pagesRepair TechniquesJose Manuel MatossNo ratings yet
- Existing Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3Document8 pagesExisting Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3MitchellgranyNo ratings yet
- EGP3-01.22 Transportation of Cargo by Barge or ShipDocument32 pagesEGP3-01.22 Transportation of Cargo by Barge or ShipMathias OnosemuodeNo ratings yet
- Update On The Design of Steel Catenary Riser Systems PDFDocument12 pagesUpdate On The Design of Steel Catenary Riser Systems PDFZylyn KuaNo ratings yet
- Structural Integrity Management For Fixed Offshore Platforms in MalaysiaDocument9 pagesStructural Integrity Management For Fixed Offshore Platforms in MalaysiaAzahari AbdullahNo ratings yet
- Installation of Anchors For Mooring System of Floating Wind TurbinesDocument134 pagesInstallation of Anchors For Mooring System of Floating Wind Turbines정재영100% (1)
- Technical Note - Insulation GasketsDocument3 pagesTechnical Note - Insulation Gasketssdk1978100% (1)
- PEP Onshore PipelineDocument76 pagesPEP Onshore PipelineYudha MaulanaNo ratings yet
- Mudmat Bearing CapacityDocument11 pagesMudmat Bearing CapacityMathew Simon100% (1)
- Otc 2001Document72 pagesOtc 2001talabizNo ratings yet
- Petronas Technical Standards: Offshore Metocean CriteriaDocument13 pagesPetronas Technical Standards: Offshore Metocean CriteriazamriNo ratings yet
- GSPC Pipeline AIM FormatDocument109 pagesGSPC Pipeline AIM Formatranjitpandey100% (2)
- Sda-E16618av018 - Sl-Af5 - Okog1-Aa-5759-00001-C02 Project Control Plan PDFDocument14 pagesSda-E16618av018 - Sl-Af5 - Okog1-Aa-5759-00001-C02 Project Control Plan PDFonutocsNo ratings yet
- 0041-00-BGST-15030 - SoW - FinalDocument74 pages0041-00-BGST-15030 - SoW - FinalEnrico CallegariNo ratings yet
- 0009ND - Self-Elevating Platforms Guidelines For Elevated OperationDocument16 pages0009ND - Self-Elevating Platforms Guidelines For Elevated OperationTomkel VoonNo ratings yet
- (2013.05.21) Loads On Offshore Structures Webinar: This Webinar Was Originally Presented On May 21st, 2013Document8 pages(2013.05.21) Loads On Offshore Structures Webinar: This Webinar Was Originally Presented On May 21st, 2013Nabigh NabiylNo ratings yet
- Risk Based Verification of Offshore Structures: DNV-OSS-304Document35 pagesRisk Based Verification of Offshore Structures: DNV-OSS-304Youn Seok ChoiNo ratings yet
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityFrom EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNo ratings yet
- Cathodic Protection Survey MethodDocument11 pagesCathodic Protection Survey MethodMohammad Heidary100% (1)
- Bad Good DesignDocument3 pagesBad Good DesignMohammad HeidaryNo ratings yet
- Pipeline VesselDocument58 pagesPipeline VesselMohammad Heidary100% (3)
- Abaqus Truss TutorialDocument20 pagesAbaqus Truss Tutorialjianglai2010No ratings yet
- Hyundai Research Methodology RaipurDocument4 pagesHyundai Research Methodology RaipurKulbeer Lucky AroraNo ratings yet
- Grain Size AnalysisDocument7 pagesGrain Size AnalysisMd. Asif HasanNo ratings yet
- Reserach DesighDocument88 pagesReserach Desighsahilsethi04No ratings yet
- Chi Square Test For IndependeceDocument40 pagesChi Square Test For IndependeceNaman Bansal100% (1)
- Political Culture - Bibl - Refer PDFDocument27 pagesPolitical Culture - Bibl - Refer PDFRamsis GhazzaouiNo ratings yet
- Action Research: Concepts and Pro-Cesses: Lauro R. Gacusana, PHDDocument88 pagesAction Research: Concepts and Pro-Cesses: Lauro R. Gacusana, PHDlauro gacusanaNo ratings yet
- Deflection Monitoring of Prestressed Concrete Bridges Retrofitted by External Post-TensioningDocument8 pagesDeflection Monitoring of Prestressed Concrete Bridges Retrofitted by External Post-TensioningIndra MishraNo ratings yet
- Test Bank For Introduction To Research in Education 9th EditionDocument24 pagesTest Bank For Introduction To Research in Education 9th EditionTommyPenackiq100% (29)
- Business Management - Reflective EssayDocument10 pagesBusiness Management - Reflective EssayvikkisukiNo ratings yet
- Delivering Hot Food On MotorcyclesDocument9 pagesDelivering Hot Food On MotorcyclesrennyNo ratings yet
- Stats - Lecture 1 - F2020 PDFDocument45 pagesStats - Lecture 1 - F2020 PDFHilmar Castro de GarciaNo ratings yet
- General Dentistry Regs June 2017Document2 pagesGeneral Dentistry Regs June 2017makesh gopalNo ratings yet
- Outline Comm 18Document6 pagesOutline Comm 18api-3718467No ratings yet
- Working Memory Assesment Psychometric PropertiesDocument2 pagesWorking Memory Assesment Psychometric PropertiesRafael MartinsNo ratings yet
- Employee EngagementDocument13 pagesEmployee EngagementManoj Ramachandran NairNo ratings yet
- Contemporary Evaluation of Teaching Challenges and PromisesDocument3 pagesContemporary Evaluation of Teaching Challenges and PromisesPaco CruzNo ratings yet
- Sampling Distribution Practice Problems SolutionsDocument3 pagesSampling Distribution Practice Problems SolutionsMichael Brian Torres100% (1)
- Tourism MeasurementsDocument17 pagesTourism MeasurementsMalik Mohamed100% (1)
- Chapter 06Document55 pagesChapter 06api-172580262No ratings yet
- Sustainability 14 12812 v2Document18 pagesSustainability 14 12812 v2antonytreesa8No ratings yet
- Sampling MethodsDocument34 pagesSampling MethodsJoie Marie Caballero33% (3)
- Study Guide 2 - Philosophical Background of Reseach ApproachesDocument9 pagesStudy Guide 2 - Philosophical Background of Reseach Approachestheresa balaticoNo ratings yet
- In A Large Lecture Class, The Professor Announced That The Scores On A Recent Exam Were NormallyDocument6 pagesIn A Large Lecture Class, The Professor Announced That The Scores On A Recent Exam Were NormallyMinh Anh HoangNo ratings yet
- CT Diagnostic PresentationDocument34 pagesCT Diagnostic PresentationAlfonso RobinsonNo ratings yet
- Methods To Estimate Stakeholder Views of SustainabDocument7 pagesMethods To Estimate Stakeholder Views of SustainabAlireza FatemiNo ratings yet
- Rubrics For DefenseDocument1 pageRubrics For DefenseORMINITA AL FRANCIS R.No ratings yet
- Sample 3 Research PaperDocument13 pagesSample 3 Research PaperMagda ChNo ratings yet