You might also like
- Soal UjianDocument10 pagesSoal UjianHary SasmayaNo ratings yet
- 16 - SGU - RT - ASME - 16 - Radiographic - REV - 00Document53 pages16 - SGU - RT - ASME - 16 - Radiographic - REV - 00pankrasius herbudiNo ratings yet
- Api 1104-20.07Document61 pagesApi 1104-20.07Andy Chong100% (1)
- Procedure Fabrikasi TankiDocument10 pagesProcedure Fabrikasi TankiMuhammad Yunus NurdinNo ratings yet
- Tabel Kekuatan BautDocument94 pagesTabel Kekuatan BautJuweni 65100% (2)
- Welder Diameter Limitation ASME SEC IXDocument1 pageWelder Diameter Limitation ASME SEC IXkumarNo ratings yet
- API 1104 Acceptance CriteriaDocument10 pagesAPI 1104 Acceptance Criteriaasim alok swain100% (1)
- ITP Boiler PDFDocument13 pagesITP Boiler PDFMúhámmád ÁbrorNo ratings yet
- Asme Sec Ix, Wps-Welding Variables and Data (Smaw-Saw-Gtaw)Document7 pagesAsme Sec Ix, Wps-Welding Variables and Data (Smaw-Saw-Gtaw)Saran Kumar100% (1)
- Asme, Api, AwsDocument5 pagesAsme, Api, AwsRohit KambleNo ratings yet
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDocument2 pagesWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (1)
- Pressure Vessel RT TestDocument4 pagesPressure Vessel RT TestalokbdasNo ratings yet
- Pengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMDocument15 pagesPengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMMulYadi100% (1)
- Soal Ujian - Kode BDocument9 pagesSoal Ujian - Kode BrockyNo ratings yet
- Liquid Penetrant Examination ReportDocument7 pagesLiquid Penetrant Examination ReportmizanNo ratings yet
- Welding Procedure Specification (WPS) Welding Procedure Specification No Supporting PQR Welding Process Preheat Applicable CodeDocument5 pagesWelding Procedure Specification (WPS) Welding Procedure Specification No Supporting PQR Welding Process Preheat Applicable Codeanon_499770No ratings yet
- Mpi Acceptance Criteria Aws D1.1ziuhjhdsbhdebhdbdDocument2 pagesMpi Acceptance Criteria Aws D1.1ziuhjhdsbhdebhdbdsandeep100% (1)
- NDT Request FormDocument1 pageNDT Request FormSHANENo ratings yet
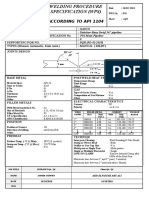
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- BKI Vol VI Rules For Welding (2019)Document348 pagesBKI Vol VI Rules For Welding (2019)Anonymous EdfJOH100% (1)
- Storage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFDocument1 pageStorage Tank Hydrostatic Test Quality Control and Inspection Report Form PDFAdhi PrihastomoNo ratings yet
- TangkiDocument61 pagesTangkiCarey RichNo ratings yet
- NDT Request Form: Project Quality Assurance & ControlDocument1 pageNDT Request Form: Project Quality Assurance & ControlIzar Irhamni, ST100% (1)
- WPS B-U2a-GF - GMAWDocument1 pageWPS B-U2a-GF - GMAWwentropremNo ratings yet
- MPI Report FormatDocument4 pagesMPI Report Formatpankaj ranaNo ratings yet
- Mpi Report SampleDocument6 pagesMpi Report SampleGowrisanthosh PalikaNo ratings yet
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- PENETRANT TEST REPORT - ContohDocument2 pagesPENETRANT TEST REPORT - ContohSmksore Pas100% (1)
- Ut PQRDocument10 pagesUt PQRArvind Sahani100% (1)
- ASME - B31.3 - Table 341.3.2Document2 pagesASME - B31.3 - Table 341.3.2Biju_PottayilNo ratings yet
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocument1 pageAws D1.1 - WPS - Smaw-Fcaw PDFBernathTurnipNo ratings yet
- NDT Penetran ProcedureDocument15 pagesNDT Penetran ProcedureBayu PutraNo ratings yet
- Tabel Toleransi Poros & LubangDocument3 pagesTabel Toleransi Poros & Lubang-Syakhru Yoe-Yoe Ramadhan-50% (2)
- Pad Eye ACS 10Document10 pagesPad Eye ACS 10irnaldi yoza wijayaNo ratings yet
- F-Liquid Penetran Exam ReportDocument24 pagesF-Liquid Penetran Exam Reportzat572000No ratings yet
- Soal Ujian MT - GeneralDocument10 pagesSoal Ujian MT - GeneralHary Sasmaya100% (1)
- MI Barite Tank 2 Mpi RepDocument7 pagesMI Barite Tank 2 Mpi RepChristopher Jones100% (1)
- RT Acceptance CriteriaDocument9 pagesRT Acceptance CriteriaNguyễn Giang Nam100% (1)
- WPS Api 1104Document3 pagesWPS Api 1104miguelNo ratings yet
- SMS-602-RT-003 Radiographic API 1104 - B31.8 - Rev 3Document27 pagesSMS-602-RT-003 Radiographic API 1104 - B31.8 - Rev 3Cak Nhass100% (1)
- Materi Pressure VesselDocument87 pagesMateri Pressure VesselIndra Harapan100% (1)
- Tabel Standart PullyDocument1 pageTabel Standart Pully213eknoNo ratings yet
- Storage Tank Shell Banding Quality Control and Inspection Report FormDocument1 pageStorage Tank Shell Banding Quality Control and Inspection Report FormAlif Rahmat FebriantoNo ratings yet
- Plumbness Check ReportDocument50 pagesPlumbness Check ReportMuhammad Fitransyah Syamsuar Putra88% (8)
- MPT Report FormatDocument1 pageMPT Report FormatvalararumugamsNo ratings yet
- Design of Cylindrical Shell Part 2Document14 pagesDesign of Cylindrical Shell Part 2Tito FebriantoNo ratings yet
- Welder ListDocument2 pagesWelder ListYulian AdhriansyahNo ratings yet
- P Number, F Number and A Number in Welding (ASME Section IX) - Welding and NDTDocument3 pagesP Number, F Number and A Number in Welding (ASME Section IX) - Welding and NDTAshish Ghadiya100% (1)
- Penetrant (NDT SOP)Document14 pagesPenetrant (NDT SOP)aditya apriana100% (1)
- Repair API 1104Document1 pageRepair API 1104محمد أزها نو الدين67% (3)
- GTAWDocument4 pagesGTAWABHI THAKKARNo ratings yet
- LEEA Correspondence Courses: Assignment 1.3Document3 pagesLEEA Correspondence Courses: Assignment 1.3alexedamalaNo ratings yet
- 3 - RPD - RT - B31.3 - 03 - Radiographic, Rev 00Document25 pages3 - RPD - RT - B31.3 - 03 - Radiographic, Rev 00Abdul KharisNo ratings yet
- Table 6.1 AWS D1.1 D1.1M-2010Document1 pageTable 6.1 AWS D1.1 D1.1M-2010gigiphi75% (8)
- SUBTEXT On Weld Defect For AWS Standard.Document2 pagesSUBTEXT On Weld Defect For AWS Standard.fammacat100% (1)
- AWS D1.1-D1.1M-2015 (WeldingWorld) 250Document1 pageAWS D1.1-D1.1M-2015 (WeldingWorld) 250Ali Clubist100% (1)
- Weld Acceptance StandardDocument2 pagesWeld Acceptance StandardLalit Bom Malla100% (2)
- API 1104 Defects-Acceptance-Criteria FinalDocument4 pagesAPI 1104 Defects-Acceptance-Criteria Finaljegathesmsjs86% (44)
- Aws d1.1 2010 Table 6.1 VT PT MTDocument1 pageAws d1.1 2010 Table 6.1 VT PT MTRonel John Rodriguez Custodio0% (1)
- Safe OutputDocument49 pagesSafe Outputgon972001No ratings yet
- Toxicity PDFDocument8 pagesToxicity PDFnameyouNo ratings yet
- Fosroc Polyurea Brochure Low Res 011221Document7 pagesFosroc Polyurea Brochure Low Res 011221ahmedmido14No ratings yet
- ECE 3223 Separation Processes I: B. Eng (Hons.) Chemical EngineeringDocument19 pagesECE 3223 Separation Processes I: B. Eng (Hons.) Chemical EngineeringJosh VatomNo ratings yet
- GWS Pressure Tank BrochureDocument18 pagesGWS Pressure Tank BrochurePrashant Agrawal0% (1)
- Interconection Pipe RackDocument16 pagesInterconection Pipe RackPhucChuVanNo ratings yet
- NABERS Waste: List of Waste StreamsDocument8 pagesNABERS Waste: List of Waste StreamsChrina MalolotNo ratings yet
- Technical Information ASSET DOC LOC 1541021Document1 pageTechnical Information ASSET DOC LOC 1541021Henry PonceNo ratings yet
- NF EN 573 3 Aluminium and Aluminium Alloys PDFDocument37 pagesNF EN 573 3 Aluminium and Aluminium Alloys PDFStefan Stan50% (2)
- Durinox Product CatalogDocument6 pagesDurinox Product CatalogGlen DalyNo ratings yet
- Aquafilters LL-142 5Document4 pagesAquafilters LL-142 5Urea3 MaintenanceNo ratings yet
- Lesson 4.1 Answer SheetDocument3 pagesLesson 4.1 Answer SheetSam PunzalanNo ratings yet
- Ref SA 515Document5 pagesRef SA 515nachoircNo ratings yet
- Technical Specification of Hospital ProjectDocument623 pagesTechnical Specification of Hospital ProjectSalman Shah100% (1)
- 051223Document5 pages051223Lucas EmmanoelNo ratings yet
- OringmatDocument39 pagesOringmatRoby MastreNo ratings yet
- UNIT 5 LB For ScienceDocument38 pagesUNIT 5 LB For ScienceTeck TieNo ratings yet
- Polystone G BrochureDocument8 pagesPolystone G BrochurewickednessNo ratings yet
- Landfill and Digester Gas SpecificationsDocument6 pagesLandfill and Digester Gas Specificationssiyavash seifNo ratings yet
- Natural Gas DehydrationDocument12 pagesNatural Gas DehydrationSagar DadhichNo ratings yet
- Clay and Shale, Robert L VirtaDocument24 pagesClay and Shale, Robert L VirtaRifqi Brilyant AriefNo ratings yet
- Ampco Vs SteelDocument9 pagesAmpco Vs SteelCopper AmpcometalNo ratings yet
- 05a Qualitative Analysis For Organic CompoundsDocument5 pages05a Qualitative Analysis For Organic CompoundsReyo VillanuevaNo ratings yet
- Sylobloc® 44 - GraceDocument2 pagesSylobloc® 44 - Gracewhatever39100% (1)
- QQ-N-290A Nickel PlatingDocument17 pagesQQ-N-290A Nickel PlatingEliezer MendozaNo ratings yet
- Sandvik 253 Ma en v2017Document12 pagesSandvik 253 Ma en v2017Anonymous 3fTYXaW7WNo ratings yet
- Oxidation of Cyclohexanol To CyclohexanoneDocument5 pagesOxidation of Cyclohexanol To CyclohexanoneChandrani Chakraborti100% (1)
- Fundamentals of Mobile Heavy EquipmentDocument9 pagesFundamentals of Mobile Heavy Equipmentwin min soeNo ratings yet
- Advanced MaterialsDocument255 pagesAdvanced Materialsg10dra_g100% (3)
- Methods of Installation and Current-Carrying Capacities Based On IEC 60364-5-52 Ed.3Document31 pagesMethods of Installation and Current-Carrying Capacities Based On IEC 60364-5-52 Ed.3Din TcmNo ratings yet