You might also like
- Predicting The Locations and Thicknesses of Silica Deposition at MGPF Site CDocument21 pagesPredicting The Locations and Thicknesses of Silica Deposition at MGPF Site CAllan Troy SalazarNo ratings yet
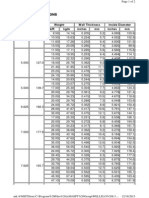
- API Casing Dimensions For DrillingDocument2 pagesAPI Casing Dimensions For DrillingAllan Troy SalazarNo ratings yet
- Ubd Application in WellfloDocument3 pagesUbd Application in WellfloAllan Troy SalazarNo ratings yet
- Rigging TechniquesDocument184 pagesRigging TechniquesAAlmeidas86% (7)
- Infohost - Nmt.edu Petro Faculty Kelly IPRDocument6 pagesInfohost - Nmt.edu Petro Faculty Kelly IPREvence ChenNo ratings yet
- Create Your Own Trading Robot in 6 Steps! - MQL5 ArticlesDocument16 pagesCreate Your Own Trading Robot in 6 Steps! - MQL5 ArticlesAllan Troy SalazarNo ratings yet
- Erosional Velocity Limitations For Oil and Gas Wells - Extracted From Neotec Wellflow ManualDocument7 pagesErosional Velocity Limitations For Oil and Gas Wells - Extracted From Neotec Wellflow ManualAllan Troy Salazar100% (3)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Frontinus - Water Management of RomeDocument68 pagesFrontinus - Water Management of RomezElfmanNo ratings yet
- LJ-V7080 DatasheetDocument2 pagesLJ-V7080 DatasheetOrhan DenizliNo ratings yet
- Manual Nice9000v A04Document151 pagesManual Nice9000v A04hoang tamNo ratings yet
- A Textual Introduction To Acarya Vasuvan PDFDocument3 pagesA Textual Introduction To Acarya Vasuvan PDFJim LeeNo ratings yet
- Food Biotechnology in Ethical PerspectiveDocument340 pagesFood Biotechnology in Ethical Perspectivemojtaba2500100% (2)
- Psychology 114: Chapters 3 & 4Document18 pagesPsychology 114: Chapters 3 & 4Grace AndersonNo ratings yet
- Pharmd CurriculumDocument18 pagesPharmd Curriculum5377773No ratings yet
- Maha Shivratri: (Shiv Avtaran, Incarnation of God)Document4 pagesMaha Shivratri: (Shiv Avtaran, Incarnation of God)Varsha RoyNo ratings yet
- Leadership Games and ActivitiesDocument38 pagesLeadership Games and ActivitiesWilliam Oliss100% (1)
- iPQ-Center Webvideo Star TTB MA R1 42 en PDFDocument32 pagesiPQ-Center Webvideo Star TTB MA R1 42 en PDFHamid KharazmiNo ratings yet
- QuantAssay Software Manual 11-Mar-2019Document51 pagesQuantAssay Software Manual 11-Mar-2019LykasNo ratings yet
- Tsel Manual ThermoselDocument25 pagesTsel Manual ThermoselPedro AlvelaisNo ratings yet
- Report - IvatanDocument28 pagesReport - IvatanJohara Winel PerezNo ratings yet
- CAC Bubble DiagramsDocument12 pagesCAC Bubble Diagramsangst6250No ratings yet
- Ii 2015 1Document266 pagesIi 2015 1tuni santeNo ratings yet
- Communication Models in Internet of Things: A SurveyDocument5 pagesCommunication Models in Internet of Things: A SurveyIJSTENo ratings yet
- BTK Implant Guide SurgeryDocument48 pagesBTK Implant Guide SurgeryMaria VolvinaNo ratings yet
- ASCE Snow Loads On Solar-Paneled RoofsDocument61 pagesASCE Snow Loads On Solar-Paneled RoofsBen100% (1)
- Generalized Anxiety DisorderDocument24 pagesGeneralized Anxiety DisorderEula Angelica OcoNo ratings yet
- Orofacial Complex: Form and FunctionDocument34 pagesOrofacial Complex: Form and FunctionAyushi Goel100% (1)
- Industrial Internet of Things: Presented To-Presented byDocument18 pagesIndustrial Internet of Things: Presented To-Presented byGaurav RaturiNo ratings yet
- GLP BmsDocument18 pagesGLP BmsDr.Subhashish TripathyNo ratings yet
- Texto CuritibaDocument1 pageTexto CuritibaMargarida GuimaraesNo ratings yet
- Illuminati TruthsDocument27 pagesIlluminati TruthsDonnaveo ShermanNo ratings yet
- ChipmunkDocument19 pagesChipmunkema.nemec13No ratings yet
- Salem RPGDocument16 pagesSalem RPGabstockingNo ratings yet
- Tuesday, 16 November 2021 - Afternoon Discovering ElectronicsDocument20 pagesTuesday, 16 November 2021 - Afternoon Discovering Electronicsnvmalt070No ratings yet
- 9701 w09 QP 21Document12 pages9701 w09 QP 21Hubbak KhanNo ratings yet
- Electrical Design Project (Three Bedroom House)Document13 pagesElectrical Design Project (Three Bedroom House)Sufi Shah Hamid Jalali100% (2)