You might also like
- ReviewofWearandGallingCharacteristicsofStainlessSteel 9006Document0 pagesReviewofWearandGallingCharacteristicsofStainlessSteel 9006fahreezNo ratings yet
- How To Make A 3d Printed Model RocketDocument12 pagesHow To Make A 3d Printed Model Rocketapi-354933597100% (1)
- SAP Movement TypesDocument8 pagesSAP Movement TypesEdmond ThamNo ratings yet
- Bill of Quantity For Silo FoundationDocument6 pagesBill of Quantity For Silo Foundationlaxmi sunder libiNo ratings yet
- Six Sigma For Medical Device Design PDFDocument129 pagesSix Sigma For Medical Device Design PDFstylish eagle100% (2)
- Picture: Buyer Name ItochuDocument5 pagesPicture: Buyer Name ItochuSharif0721No ratings yet
- WeldingDocument15 pagesWeldingAnkit KumarNo ratings yet
- Pipe Welding ProceduresDocument257 pagesPipe Welding ProceduresKhaeril Anwar100% (1)
- Apurba Das, R Alagirusamy - Science in Clothing Comfort (Woodhead Publishing India) - Woodhead Publishing (2011)Document185 pagesApurba Das, R Alagirusamy - Science in Clothing Comfort (Woodhead Publishing India) - Woodhead Publishing (2011)VenkyNo ratings yet
- Research Technology and Market For Non-Woven and FlamesDocument39 pagesResearch Technology and Market For Non-Woven and FlamesujangekiNo ratings yet
- Sizing (Slashing)Document46 pagesSizing (Slashing)Nikhil Nani100% (1)
- MachinaryDocument116 pagesMachinarydeva nesanNo ratings yet
- ME ProductCatalogDocument20 pagesME ProductCatalogNoman Abu-FarhaNo ratings yet
- Cleaning Primary Reformer's Convection Section and Combustion Chamber's Firebrick CoatingDocument7 pagesCleaning Primary Reformer's Convection Section and Combustion Chamber's Firebrick CoatingakjayaNo ratings yet
- Nonwovens - PresentationDocument110 pagesNonwovens - PresentationRajesh Dwivedi100% (1)
- Non Woven FabricsDocument47 pagesNon Woven FabricsshivaniftNo ratings yet
- Non Woven Products and ProductionDocument69 pagesNon Woven Products and ProductionDr Muhammad Mushtaq Mangat60% (5)
- Knitted Fabric: Sardar Vallabhbhai Patel Institute of Textile Management, Coimbatore - 641004Document5 pagesKnitted Fabric: Sardar Vallabhbhai Patel Institute of Textile Management, Coimbatore - 641004Pradeep AhireNo ratings yet
- FusingDocument6 pagesFusingsift_50100% (1)
- Fabric CoveringDocument32 pagesFabric CoveringQayyum KhairinNo ratings yet
- AB-513 Repair and Alteration RequirementsDocument26 pagesAB-513 Repair and Alteration RequirementsgasketheadNo ratings yet
- Easom Product CatalogDocument36 pagesEasom Product Catalogkaniappan sakthivel50% (2)
- Filament Yarn Sizing Why We Need To Size Filament Yarn?Document3 pagesFilament Yarn Sizing Why We Need To Size Filament Yarn?RAHEEL JAVEDNo ratings yet
- Technical Knitted Fabric StructuresDocument32 pagesTechnical Knitted Fabric StructuresSujit GulhaneNo ratings yet
- Plastics Joining Technologies GuideDocument12 pagesPlastics Joining Technologies Guideaditya chouhanNo ratings yet
- Nonwovens HandoutsDocument9 pagesNonwovens HandoutsTamer Farouk KhalifaNo ratings yet
- News 2013 12Document12 pagesNews 2013 12leekiangyen100% (1)
- Coating Substrates and Textiles A Practical Guide To Coating and Laminating TechnologiesDocument248 pagesCoating Substrates and Textiles A Practical Guide To Coating and Laminating TechnologiesramzibtrNo ratings yet
- Non WovenDocument9 pagesNon WovenIbrahim Khalil100% (1)
- Filament Yarn Sizing PDFDocument3 pagesFilament Yarn Sizing PDFamar9247No ratings yet
- Medical TextilesDocument38 pagesMedical TextilesSharif0721No ratings yet
- Nonvwovens PPTDocument49 pagesNonvwovens PPTSagar Khan100% (1)
- Presentacion Edward MerrowDocument53 pagesPresentacion Edward MerrowDaniel HuacoNo ratings yet
- 10 Tasma-V2Document7 pages10 Tasma-V2Soham Dasgupta100% (1)
- Non WovenDocument28 pagesNon WovenAl AminNo ratings yet
- Alternative Methods of JoiningDocument24 pagesAlternative Methods of JoiningNirob Abrar Nishat100% (1)
- Thermal BondingDocument27 pagesThermal BondingRıdvan ÇıngarNo ratings yet
- Alternative Methods of Joining by Asif IqbalDocument18 pagesAlternative Methods of Joining by Asif IqbalAsif Iqbal100% (1)
- Non Woven FabricsDocument3 pagesNon Woven Fabricskhushi savlaNo ratings yet
- Welding - An Alternative To Sewing?Document12 pagesWelding - An Alternative To Sewing?elisaNo ratings yet
- SPME2Document6 pagesSPME2Photos BackupNo ratings yet
- Overhead Production System for Apparel IndustriesDocument5 pagesOverhead Production System for Apparel IndustrieschocolateNo ratings yet
- Nonwoven Web Formation MethodsDocument40 pagesNonwoven Web Formation MethodsMurugan GaneshNo ratings yet
- Ov Ov Ov Ov OvDocument6 pagesOv Ov Ov Ov Ovkasun148No ratings yet
- Background: The Duct Tape BookDocument5 pagesBackground: The Duct Tape BookCloudine IzonNo ratings yet
- Sew-Free Seaming Technology in Garment Manufacturing: What Is Seam Sealing or Sew Free Seam?Document3 pagesSew-Free Seaming Technology in Garment Manufacturing: What Is Seam Sealing or Sew Free Seam?ranjann349No ratings yet
- Nonwoven Finishing Processes ExplainedDocument14 pagesNonwoven Finishing Processes ExplainedGoutham RiyanNo ratings yet
- Drawing, Texturing, Intermingling and Heat Setting Process: ObjectDocument11 pagesDrawing, Texturing, Intermingling and Heat Setting Process: ObjectPRIYANSHUNo ratings yet
- Manufacture of Composites: Submitted To - S.S GodaraDocument37 pagesManufacture of Composites: Submitted To - S.S GodaraRais Alfiansyah TaufiqNo ratings yet
- Mechanical FinishingDocument28 pagesMechanical FinishingRahulKumbhareNo ratings yet
- Multicomponent Quilted FabricDocument31 pagesMulticomponent Quilted FabricEstihak Bhuiyan EftiNo ratings yet
- PMC Manufacturing ProcessesDocument6 pagesPMC Manufacturing ProcessesHasham AhmadNo ratings yet
- Nonwoven fabrics: Types, manufacturing processes, and usesDocument4 pagesNonwoven fabrics: Types, manufacturing processes, and usesSohail ZamaniNo ratings yet
- Fastening White Paper SMDocument10 pagesFastening White Paper SMxitta00No ratings yet
- Study On Different Types of Card Clothing Used in Carding MachineDocument6 pagesStudy On Different Types of Card Clothing Used in Carding MachineAbhishek BiswasNo ratings yet
- Welding Techniques for Plastic ProductsDocument3 pagesWelding Techniques for Plastic Productszidaaan100% (1)
- Fusing Machine 2018Document42 pagesFusing Machine 2018vani jainNo ratings yet
- Nonwoven Fabric - Wikipedia, The Free EncyclopediaDocument5 pagesNonwoven Fabric - Wikipedia, The Free EncyclopediasangareeeNo ratings yet
- Non Woven Manufacturing ProcessesDocument2 pagesNon Woven Manufacturing ProcessesBuntyNo ratings yet
- Filament Winding Process and ApplicationsDocument6 pagesFilament Winding Process and Applications林丽莹No ratings yet
- Manufacture of Composites: Submitted To - S.S GodaraDocument37 pagesManufacture of Composites: Submitted To - S.S GodaraRais Alfiansyah TaufiqNo ratings yet
- Spmejury FusingDocument13 pagesSpmejury FusingSuman Kumar100% (2)
- Fusing Equipments and Technologies GuideDocument27 pagesFusing Equipments and Technologies GuideTanavi Khandpur100% (1)
- Fabric structures advantagesDocument9 pagesFabric structures advantagesa_j_sanyal259No ratings yet
- Dry FinishingDocument3 pagesDry FinishingRonik JNo ratings yet
- Non Wovens - FinalDocument43 pagesNon Wovens - FinalBijal DedhianGosarNo ratings yet
- Overview on Distance Fabrics Weaving ProcessDocument7 pagesOverview on Distance Fabrics Weaving ProcessdeeptextileNo ratings yet
- Tensile Fabric Structure Design Terminology: Art - Architecture - EngineeringDocument4 pagesTensile Fabric Structure Design Terminology: Art - Architecture - EngineeringHitesh ParmarNo ratings yet
- TrosDocument14 pagesTrosyeabsira getachewNo ratings yet
- 02 DefinitionsDocument5 pages02 DefinitionsGayathri NNo ratings yet
- Assignment On Processes Involved in Nonwoven Production: Department of Textile EngineeringDocument27 pagesAssignment On Processes Involved in Nonwoven Production: Department of Textile EngineeringNakib Ibna BasharNo ratings yet
- Dictionary ( Textile - S )Document21 pagesDictionary ( Textile - S )Raymond ChongNo ratings yet
- Guarding Against DangerDocument30 pagesGuarding Against DangerJexylon TenederoNo ratings yet
- R. Panigrahi: View Article AnalyticsDocument18 pagesR. Panigrahi: View Article AnalyticsNakib Ibna BasharNo ratings yet
- Lecture 9Document45 pagesLecture 9Kemal DemirNo ratings yet
- Assignment On Technical Textile... Sec..aDocument23 pagesAssignment On Technical Textile... Sec..aShamima akterNo ratings yet
- Non WovenDocument13 pagesNon Wovenmichelle_athukoralaNo ratings yet
- LKL Metal Detector PictureDocument1 pageLKL Metal Detector PictureSharif0721No ratings yet
- Style No. Style Fabrication: LKL Price (18/11/2021)Document2 pagesStyle No. Style Fabrication: LKL Price (18/11/2021)Sharif0721No ratings yet
- UntitledDocument1 pageUntitledSharif0721No ratings yet
- Itochu IntroductionDocument16 pagesItochu IntroductionSharif0721No ratings yet
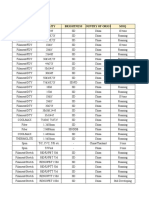
- Renu Yarn List: Type Quality Brightness Country of Origin MOQDocument4 pagesRenu Yarn List: Type Quality Brightness Country of Origin MOQSharif0721No ratings yet
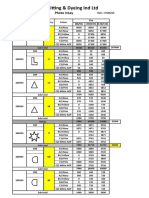
- Far East Knitting Dyeing Ind Ltd Photo InLay Date 07/06/16Document7 pagesFar East Knitting Dyeing Ind Ltd Photo InLay Date 07/06/16Sharif0721No ratings yet
- Lidl launches new cotton tracking systemDocument3 pagesLidl launches new cotton tracking systemSharif0721No ratings yet
- ProfileDocument28 pagesProfileSharif0721No ratings yet
- 15 SF Innovative Social ProjectDocument5 pages15 SF Innovative Social ProjectSharif0721No ratings yet
- 13 SF Strategy Social Streamlined Self AuditDocument18 pages13 SF Strategy Social Streamlined Self AuditSharif0721No ratings yet
- 11 WS Water Stewardship WorksheetDocument8 pages11 WS Water Stewardship WorksheetSharif0721No ratings yet
- TT NA Studying PLDocument27 pagesTT NA Studying PLSharif0721No ratings yet
- Economic Engineering - Task XI - Dinda AdinaprajaDocument4 pagesEconomic Engineering - Task XI - Dinda AdinaprajaAdinapraja DienNo ratings yet
- AccDocument183 pagesAccamitshresthaNo ratings yet
- STG Piping - Feed Water & Re-Heat Piping - 26.10.2011 Punch ListDocument3 pagesSTG Piping - Feed Water & Re-Heat Piping - 26.10.2011 Punch ListKartheek RamishettiNo ratings yet
- Thermal Control in ConcreteDocument14 pagesThermal Control in ConcreteDeshapriyaNo ratings yet
- V2 enDocument5 pagesV2 endharmeshkher7265No ratings yet
- Zara Vs BenettonDocument3 pagesZara Vs BenettonEmad RashidNo ratings yet
- 1202Document1 page1202Duddi DennisukNo ratings yet
- Foster 30-45 Ficha TecnicaDocument2 pagesFoster 30-45 Ficha TecnicaGloria LedezmaNo ratings yet
- Degradation of MaterialsDocument29 pagesDegradation of Materialstanzil10100% (1)
- Document Ns 50 Part BookDocument5 pagesDocument Ns 50 Part BookAchini MaheshikaNo ratings yet
- Mle 01Document2 pagesMle 01JâyëshChînchävãlëNo ratings yet
- B. List of Machinery, Equipment and Minimum Manufacturing Premises Required For The Manufacture of Various Categories of Unani System of MedicinesDocument3 pagesB. List of Machinery, Equipment and Minimum Manufacturing Premises Required For The Manufacture of Various Categories of Unani System of MedicineswasiuddinNo ratings yet
- Hw04 8thDocument4 pagesHw04 8thPhyo Min TunNo ratings yet
- 4 3 1Document3 pages4 3 1rahulmnm007No ratings yet
- Chapter 16 - Lean Systems Answers To Questions, Problems, and Case Problems Answers To QuestionsDocument13 pagesChapter 16 - Lean Systems Answers To Questions, Problems, and Case Problems Answers To QuestionsomkarNo ratings yet
- Oga 2019 Updated Participating Companies 16062019Document61 pagesOga 2019 Updated Participating Companies 16062019krishnakumarsistNo ratings yet