You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Recovered PDF 7 PDFDocument6 pagesRecovered PDF 7 PDFeid elsayedNo ratings yet
- 1 s2.0 S0921509300013514 Main1 PDFDocument9 pages1 s2.0 S0921509300013514 Main1 PDFEidelsayedNo ratings yet
- Recovered PDF 10 PDFDocument9 pagesRecovered PDF 10 PDFeid elsayedNo ratings yet
- Recovered PDF 3 PDFDocument7 pagesRecovered PDF 3 PDFeid elsayedNo ratings yet
- Recovered PDF 3 PDFDocument7 pagesRecovered PDF 3 PDFeid elsayedNo ratings yet
- Recovered PDF 1 PDFDocument15 pagesRecovered PDF 1 PDFeid elsayedNo ratings yet
- A Metal-Metal Bonding Process Using Metallic Copper PDFDocument8 pagesA Metal-Metal Bonding Process Using Metallic Copper PDFeid elsayedNo ratings yet
- Cluster Algorithms of The Monte Carlo Method, Finite-Size PDFDocument8 pagesCluster Algorithms of The Monte Carlo Method, Finite-Size PDFeid elsayedNo ratings yet
- Mechanical Properties of Lead Free Solder Alloys PDFDocument100 pagesMechanical Properties of Lead Free Solder Alloys PDFeid elsayedNo ratings yet
- 1 s2.0 S1226086X13003912 Main PDFDocument15 pages1 s2.0 S1226086X13003912 Main PDFeid elsayedNo ratings yet
- Determination of The Elastic Properties of Au5Sn and AuSn PDFDocument7 pagesDetermination of The Elastic Properties of Au5Sn and AuSn PDFeid elsayedNo ratings yet
- Comparative PDFDocument6 pagesComparative PDFeid elsayedNo ratings yet
- Effect of ZnO Nanoparticles Addition PDFDocument11 pagesEffect of ZnO Nanoparticles Addition PDFeid elsayedNo ratings yet
- Acta 2007 55 9 3059 PDFDocument13 pagesActa 2007 55 9 3059 PDFeid elsayedNo ratings yet
- Acta 2004 52 14 4121 PDFDocument11 pagesActa 2004 52 14 4121 PDFeid elsayedNo ratings yet
- 182-Grain Geometry Induced Reversal Behaviour Alteration PDFDocument6 pages182-Grain Geometry Induced Reversal Behaviour Alteration PDFeid elsayedNo ratings yet
- A Thermodynamic Theory of Short-Term and Creep RuptureDocument6 pagesA Thermodynamic Theory of Short-Term and Creep Ruptureeid elsayedNo ratings yet
- 215-cbh 2011 PDFDocument9 pages215-cbh 2011 PDFeid elsayedNo ratings yet
- Ab-Initio Investigation of Electronic Properties and Magnetism of Half-Heusler Alloys XCrAl (X Fe, Co, Ni) PDFDocument7 pagesAb-Initio Investigation of Electronic Properties and Magnetism of Half-Heusler Alloys XCrAl (X Fe, Co, Ni) PDFEidelsayedNo ratings yet
- Magnetic Characteristics of Ferromagnetic Nanotube PDFDocument3 pagesMagnetic Characteristics of Ferromagnetic Nanotube PDFeid elsayedNo ratings yet
- 1 s2.0 S0167577X08006988 Main PDFDocument3 pages1 s2.0 S0167577X08006988 Main PDFEidelsayedNo ratings yet
- 195-Ahn - Mat Sci A PDFDocument6 pages195-Ahn - Mat Sci A PDFeid elsayedNo ratings yet
- 163-Leejh Jap PDFDocument3 pages163-Leejh Jap PDFeid elsayedNo ratings yet
- 150-Paper (DRS) PDFDocument16 pages150-Paper (DRS) PDFeid elsayedNo ratings yet
- Characterization of The Crystallographic Microstructure of The Stress-Induced Void in Cu InterconnectsDocument3 pagesCharacterization of The Crystallographic Microstructure of The Stress-Induced Void in Cu Interconnectseid elsayedNo ratings yet
- 165-Bang-Study of Fracture Mechanics in Testing Interfacial Fracture of Solder Joints PDFDocument12 pages165-Bang-Study of Fracture Mechanics in Testing Interfacial Fracture of Solder Joints PDFeid elsayedNo ratings yet
- Thermal Diffusivity of Sn-Ag-Cu-based, Pb-Free, Micro - and Nano-Sized Solder PDFDocument4 pagesThermal Diffusivity of Sn-Ag-Cu-based, Pb-Free, Micro - and Nano-Sized Solder PDFeid elsayedNo ratings yet
- Wear Resistant Electrically Conductive Au-ZnO Nanocomposite PDFDocument8 pagesWear Resistant Electrically Conductive Au-ZnO Nanocomposite PDFeid elsayedNo ratings yet
- Microstructure, Mechanical Properties, and Deformation Behavior 2 PDFDocument10 pagesMicrostructure, Mechanical Properties, and Deformation Behavior 2 PDFeid elsayedNo ratings yet
- Thermal Conductivity Variation With Temperature For Lead-Free PDFDocument9 pagesThermal Conductivity Variation With Temperature For Lead-Free PDFeid elsayedNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
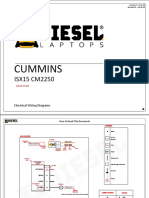
- Cummins: ISX15 CM2250Document17 pagesCummins: ISX15 CM2250haroun100% (4)
- GR 9 Eng CodebDocument6 pagesGR 9 Eng CodebSharmista WalterNo ratings yet
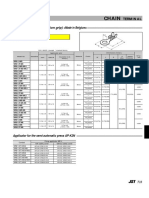
- Chain: SRB Series (With Insulation Grip)Document1 pageChain: SRB Series (With Insulation Grip)shankarNo ratings yet
- Introduction To Microelectronic Fabrication PDFDocument332 pagesIntroduction To Microelectronic Fabrication PDFChristy Moore92% (13)
- Half Yearly Examination, 2017-18: MathematicsDocument7 pagesHalf Yearly Examination, 2017-18: MathematicsSusanket DuttaNo ratings yet
- CrimDocument29 pagesCrimkeziahmae.bagacinaNo ratings yet
- Ortho TechnologyDocument196 pagesOrtho Technologyr3doc3No ratings yet
- Te-Chemical Sem5 CPNM-CBCGS Dec19Document2 pagesTe-Chemical Sem5 CPNM-CBCGS Dec19Mayank ShelarNo ratings yet
- Book Chapter 11 SubmissionDocument18 pagesBook Chapter 11 Submissioncristine_2006_g5590No ratings yet
- Anykycaccount Com Product Payoneer Bank Account PDFDocument2 pagesAnykycaccount Com Product Payoneer Bank Account PDFAnykycaccountNo ratings yet
- Chudamani Women Expecting ChangeDocument55 pagesChudamani Women Expecting ChangeMr AnantNo ratings yet
- 한국항만 (영문)Document38 pages한국항만 (영문)hiyeonNo ratings yet
- LP Pe 3Q - ShaynevillafuerteDocument3 pagesLP Pe 3Q - ShaynevillafuerteMa. Shayne Rose VillafuerteNo ratings yet
- Grua Grove 530e 2 Manual de PartesDocument713 pagesGrua Grove 530e 2 Manual de PartesGustavo100% (7)
- Chapter 5 IppDocument24 pagesChapter 5 IppRoseann EnriquezNo ratings yet
- Present Perfect Simp ContDocument14 pagesPresent Perfect Simp ContLauGalindo100% (1)
- Nails Care: Word Search: Name: - DateDocument1 pageNails Care: Word Search: Name: - DateDeverly Hernandez Balba-AmplayoNo ratings yet
- Maskote WB Zinc Stop-OffDocument7 pagesMaskote WB Zinc Stop-OffbondsivamaniNo ratings yet
- When SIBO & IBS-Constipation Are Just Unrecognized Thiamine DeficiencyDocument3 pagesWhen SIBO & IBS-Constipation Are Just Unrecognized Thiamine Deficiencyps piasNo ratings yet
- Pipe Freezing StudyDocument8 pagesPipe Freezing StudymirekwaznyNo ratings yet
- The Perception of Luxury Cars MA Thesis 25 03Document60 pagesThe Perception of Luxury Cars MA Thesis 25 03Quaxi1954No ratings yet
- DADTCO Presentation PDFDocument34 pagesDADTCO Presentation PDFIngeniería Industrias Alimentarias Itsm100% (1)
- NA ReadingStrategies U5M11L03Document1 pageNA ReadingStrategies U5M11L03Lila AlwaerNo ratings yet
- The Sandbox Approach and Its Potential For Use inDocument13 pagesThe Sandbox Approach and Its Potential For Use invalentina sekarNo ratings yet
- HAF350A User ManualDocument14 pagesHAF350A User ManualUEENo ratings yet
- All Nobel Prizes in LiteratureDocument16 pagesAll Nobel Prizes in LiteratureMohsin IftikharNo ratings yet
- Cella Di Carico Sartorius MP77 eDocument3 pagesCella Di Carico Sartorius MP77 eNCNo ratings yet
- Presentation LI: Prepared by Muhammad Zaim Ihtisham Bin Mohd Jamal A17KA5273 13 September 2022Document9 pagesPresentation LI: Prepared by Muhammad Zaim Ihtisham Bin Mohd Jamal A17KA5273 13 September 2022dakmts07No ratings yet
- IoT Security Checklist Web 10 17 r1Document39 pagesIoT Security Checklist Web 10 17 r1SubinNo ratings yet
- Support Vector Machine Master ThesisDocument7 pagesSupport Vector Machine Master Thesistammymajorsclarksville100% (2)