You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ADM-Physical Science Q2 Module 5Document24 pagesADM-Physical Science Q2 Module 5ArnoldNo ratings yet
- Boiler Book PDFDocument44 pagesBoiler Book PDFmpgzyah100% (5)
- Activated Carbon, Silica-Gel and Calcium Chloride Composite Adsorbents For Energy Efficient Adsorption Cooling SystemsDocument136 pagesActivated Carbon, Silica-Gel and Calcium Chloride Composite Adsorbents For Energy Efficient Adsorption Cooling SystemsAlexander Vova100% (1)
- Nature Milestone Complete EbookDocument145 pagesNature Milestone Complete Ebookvishal040393_9824775No ratings yet
- Design of A Continuous Distillation Column For A Multi Component MixtureDocument45 pagesDesign of A Continuous Distillation Column For A Multi Component MixtureSerkan73% (11)
- HDPE-LLDPE Notes For MTechDocument4 pagesHDPE-LLDPE Notes For MTechSdkmega HhNo ratings yet
- MBR-C3 Fouling & CleaningDocument31 pagesMBR-C3 Fouling & CleaningAlfonso José García Laguna100% (1)
- Group 2-Enthalpy Concentration DiagramDocument16 pagesGroup 2-Enthalpy Concentration DiagramAngel Baranwal Dept of CHNo ratings yet
- Synthesis of Ibuprofen From BenzeneDocument11 pagesSynthesis of Ibuprofen From BenzeneEriika SaucdoNo ratings yet
- Recovered PDF 3 PDFDocument7 pagesRecovered PDF 3 PDFeid elsayedNo ratings yet
- Acta 2004 52 14 4121 PDFDocument11 pagesActa 2004 52 14 4121 PDFeid elsayedNo ratings yet
- Recovered PDF 7 PDFDocument6 pagesRecovered PDF 7 PDFeid elsayedNo ratings yet
- Recovered PDF 3 PDFDocument7 pagesRecovered PDF 3 PDFeid elsayedNo ratings yet
- Ab-Initio Investigation of Electronic Properties and Magnetism of Half-Heusler Alloys XCrAl (X Fe, Co, Ni) PDFDocument7 pagesAb-Initio Investigation of Electronic Properties and Magnetism of Half-Heusler Alloys XCrAl (X Fe, Co, Ni) PDFEidelsayedNo ratings yet
- Effect of ZnO Nanoparticles Addition PDFDocument11 pagesEffect of ZnO Nanoparticles Addition PDFeid elsayedNo ratings yet
- Recovered PDF 1 PDFDocument15 pagesRecovered PDF 1 PDFeid elsayedNo ratings yet
- Recovered PDF 10 PDFDocument9 pagesRecovered PDF 10 PDFeid elsayedNo ratings yet
- 1 s2.0 S0921509300013514 Main1 PDFDocument9 pages1 s2.0 S0921509300013514 Main1 PDFEidelsayedNo ratings yet
- Elastic Properties of Au5Sn and AuSn from Ab Initio CalculationsDocument7 pagesElastic Properties of Au5Sn and AuSn from Ab Initio Calculationseid elsayedNo ratings yet
- 1 s2.0 S1226086X13003912 Main PDFDocument15 pages1 s2.0 S1226086X13003912 Main PDFeid elsayedNo ratings yet
- A Thermodynamic Theory of Short-Term and Creep RuptureDocument6 pagesA Thermodynamic Theory of Short-Term and Creep Ruptureeid elsayedNo ratings yet
- A Metal-Metal Bonding Process Using Metallic Copper PDFDocument8 pagesA Metal-Metal Bonding Process Using Metallic Copper PDFeid elsayedNo ratings yet
- Mechanical Properties of Lead Free Solder Alloys PDFDocument100 pagesMechanical Properties of Lead Free Solder Alloys PDFeid elsayedNo ratings yet
- Comparative PDFDocument6 pagesComparative PDFeid elsayedNo ratings yet
- Cluster Algorithms of The Monte Carlo Method, Finite-Size PDFDocument8 pagesCluster Algorithms of The Monte Carlo Method, Finite-Size PDFeid elsayedNo ratings yet
- 195-Ahn - Mat Sci A PDFDocument6 pages195-Ahn - Mat Sci A PDFeid elsayedNo ratings yet
- Acta 2007 55 9 3059 PDFDocument13 pagesActa 2007 55 9 3059 PDFeid elsayedNo ratings yet
- 150-Paper (DRS) PDFDocument16 pages150-Paper (DRS) PDFeid elsayedNo ratings yet
- 182-Grain Geometry Induced Reversal Behaviour Alteration PDFDocument6 pages182-Grain Geometry Induced Reversal Behaviour Alteration PDFeid elsayedNo ratings yet
- Magnetic Characteristics of Ferromagnetic Nanotube PDFDocument3 pagesMagnetic Characteristics of Ferromagnetic Nanotube PDFeid elsayedNo ratings yet
- 1 s2.0 S0167577X08006988 Main PDFDocument3 pages1 s2.0 S0167577X08006988 Main PDFEidelsayedNo ratings yet
- 215-cbh 2011 PDFDocument9 pages215-cbh 2011 PDFeid elsayedNo ratings yet
- Characterization of The Crystallographic Microstructure of The Stress-Induced Void in Cu InterconnectsDocument3 pagesCharacterization of The Crystallographic Microstructure of The Stress-Induced Void in Cu Interconnectseid elsayedNo ratings yet
- 163-Leejh Jap PDFDocument3 pages163-Leejh Jap PDFeid elsayedNo ratings yet
- 165-Bang-Study of Fracture Mechanics in Testing Interfacial Fracture of Solder Joints PDFDocument12 pages165-Bang-Study of Fracture Mechanics in Testing Interfacial Fracture of Solder Joints PDFeid elsayedNo ratings yet
- Microstructure, Mechanical Properties, and Deformation Behavior 2 PDFDocument10 pagesMicrostructure, Mechanical Properties, and Deformation Behavior 2 PDFeid elsayedNo ratings yet
- Thermal Diffusivity of Sn-Ag-Cu-based, Pb-Free, Micro - and Nano-Sized Solder PDFDocument4 pagesThermal Diffusivity of Sn-Ag-Cu-based, Pb-Free, Micro - and Nano-Sized Solder PDFeid elsayedNo ratings yet
- Wear Resistant Electrically Conductive Au-ZnO Nanocomposite PDFDocument8 pagesWear Resistant Electrically Conductive Au-ZnO Nanocomposite PDFeid elsayedNo ratings yet
- Thermal Conductivity Variation With Temperature For Lead-Free PDFDocument9 pagesThermal Conductivity Variation With Temperature For Lead-Free PDFeid elsayedNo ratings yet
- Essential Ions of Our Body For Sustaining Life: Friday, November 21, 2008Document3 pagesEssential Ions of Our Body For Sustaining Life: Friday, November 21, 2008CharlieChanNo ratings yet
- Project Report On Continuous Contact EquipmentDocument16 pagesProject Report On Continuous Contact EquipmentSavan LadaniNo ratings yet
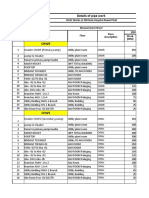
- Details of Pipe Work: Header CHWR (Primary Pump) Pump To HeaderDocument15 pagesDetails of Pipe Work: Header CHWR (Primary Pump) Pump To Headermurshid badshahNo ratings yet
- Modeling and Simulation of Inhomogeneities in A 18650 Nickel-Rich, Silicongraphite Lithium-Ion Cell During Fast ChargingDocument20 pagesModeling and Simulation of Inhomogeneities in A 18650 Nickel-Rich, Silicongraphite Lithium-Ion Cell During Fast Chargingruonan liNo ratings yet
- Halogenalkanes: Unit 2 Chemistry C. Bailey PolackDocument23 pagesHalogenalkanes: Unit 2 Chemistry C. Bailey PolackBritney PattersonNo ratings yet
- Solarban 60 Short Form Specs Final 11 23 20Document10 pagesSolarban 60 Short Form Specs Final 11 23 20Jesse TarrNo ratings yet
- Understanding the Molecular Geometry of Acetylene (C2H2Document3 pagesUnderstanding the Molecular Geometry of Acetylene (C2H2sssNo ratings yet
- Assignment Topic: HPLC M.D & ApplicationDocument7 pagesAssignment Topic: HPLC M.D & ApplicationUsman GhaniNo ratings yet
- CLS Aipmt 18 19 XII Che Study Package 5 SET 1 Chapter 5Document10 pagesCLS Aipmt 18 19 XII Che Study Package 5 SET 1 Chapter 5Ûdây RäjpütNo ratings yet
- Unit 1 Question Bank Welding EngineeringDocument5 pagesUnit 1 Question Bank Welding EngineeringSayiram GNo ratings yet
- Numerical Modelling of A Direct Contact Condensation Experiment Using The AIAD FrameworkDocument25 pagesNumerical Modelling of A Direct Contact Condensation Experiment Using The AIAD FrameworkAmin AlAhmadyNo ratings yet
- AP Thermodynamics Study GuideDocument2 pagesAP Thermodynamics Study Guideevil twinNo ratings yet
- Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocument45 pagesProf. K.K.Pant Department of Chemical Engineering IIT DelhiApaar MudgalNo ratings yet
- Humayun 2016Document6 pagesHumayun 2016elang revyNo ratings yet
- Antibacterial Polymers - A Mini Review: SciencedirectDocument6 pagesAntibacterial Polymers - A Mini Review: SciencedirectLe Quynh AnhNo ratings yet
- Mechanical Engineering Heat Transfer ChapterDocument30 pagesMechanical Engineering Heat Transfer ChapterFira tubeNo ratings yet
- Section 3.1 Solids, Liquids, and Gases: Reading StrategyDocument2 pagesSection 3.1 Solids, Liquids, and Gases: Reading StrategyensentisNo ratings yet
- Anti-Freeze Device: Main FeaturesDocument2 pagesAnti-Freeze Device: Main FeatureshamedNo ratings yet
- Assignment 1Document9 pagesAssignment 1Arif TajulNo ratings yet
- An Interceu Busbar Topology To Improve Resilience To Anomalies of Copper Electrorefining ProcessDocument6 pagesAn Interceu Busbar Topology To Improve Resilience To Anomalies of Copper Electrorefining ProcessPablo ParraguezNo ratings yet
- Multiple Choice: Intermolecular ForcesDocument4 pagesMultiple Choice: Intermolecular ForcesCardio LogyNo ratings yet