Professional Documents
Culture Documents
Tuberias y Accesorios en Industria
Uploaded by
Felicia GlassCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Tuberias y Accesorios en Industria
Uploaded by
Felicia GlassCopyright:
Available Formats
Caeras Industriales (Piping)
TEMA 1
Materiales y accesorios
CONTENIDO
Definiciones ______________________________________________________________________________ 3
Materiales________________________________________________________________________________ 3
Mtodos De Fabricacin ____________________________________________________________________ 4
Fundicin______________________________________________________________________________ 4
Forja__________________________________________________________________________________ 5
Extrusin ______________________________________________________________________________ 5
Laminacin ____________________________________________________________________________ 5
Caos con Costura ______________________________________________________________________ 6
Caos y Tubos ____________________________________________________________________________ 8
Aceros al Carbono ______________________________________________________________________ 9
Tipos de aceros al Carbono con o sin costura para conduccin. _________________________________ 9
Caos de aceros aleados e inoxidables. _____________________________________________________ 11
Medios De Unin _________________________________________________________________________ 12
Uniones Roscadas ______________________________________________________________________ 13
Uniones Soldadas ______________________________________________________________________ 13
Soldadura a Tope ______________________________________________________________________ 14
Soldadura de Enchufe (socket weld) _______________________________________________________ 14
Soldadura Solapada ____________________________________________________________________ 15
Bridas (Flanges) _______________________________________________________________________ 15
Otros Medios De Unin ____________________________________________________________________ 16
De Compresin ________________________________________________________________________ 16
Uniones Patentadas (Juntas Dresser, Victaulic, etc) __________________________________________ 16
Derivaciones especiales__________________________________________________________________ 17
Temperatura y Presin ____________________________________________________________________ 18
Materiales y Accesorios
Tema 1 Pgina 2
Caeras Industriales (Piping)
Definiciones
Llmase caera a un conjunto de caos, conductos cerrados destinados al transporte de fluidos, y sus
accesorios.
La gran mayora de las caeras acta como conductos a presin es decir, sin superficie libre,
con el fluido mojando toda su rea transversal, a excepcin de los desages o alcantarillado donde el
fluido trabaja con superficie libre, como canales.
La necesidad del uso de caeras surge del hecho de que el punto de almacenamiento o
generacin de los fluidos se encuentra generalmente distante de los puntos de utilizacin.
Se usan para el transporte de todos los fluidos conocidos lquidos o gaseosos, para materiales
pastosos o pulpa y para los fluidos en suspensin, en toda la gama de presiones que se usan en la
industria, desde el vaco absoluto hasta presiones de hasta 4000 kg/cm2(400MPa) y desde cero
absoluto hasta las temperaturas de fusin de los metales.
Su empleo se remonta a la antigedad, pero su aplicacin industrial y fabricacin comercial
recin se desarrolla a fines del siglo XIX por la necesidad de que los materiales resistieran las
crecientes presiones motivadas por la utilizacin del vapor.
La importancia de las caeras es muy grande y son, de los equipos industriales, los ms
usados. El costo puede llegar al 50% o 70% de los equipos de una planta de proceso y el 15% a 20%
del total de la instalacin. En complejos mineros estas cifras se reducen por la incidencia de costo de
las instalaciones del tratamiento del mineral, pero representa un 6% a 8% de las HH de ingeniera y del
10% al 12% del costo total.
Estas son obviamente dependientes de la naturaleza de la instalacin industrial, ya que en
caso de una Refinera electroltica de cobre, stas cifras son superadas ampliamente.
Materiales
Se emplean en la actualidad gran variedad de materiales para la fabricacin de caeras. Las
normas ASTM, por ejemplo, especifica ms de 150 diferentes tipos. Podemos resumirlos en el
siguiente cuadro :
Ferrosos
Caos Metlicos
No Ferrosos
Materiales y Accesorios
Acero al Carbono (Carbon Steel)
Acero de baja aleacin(Low alloy steel)
Acero inoxidable (Stainless steel)
Hierro fundido (Cast Steel)
Hierro forjado (Wrough Iron)
Cobre
Latn (Brass)
Bronce
Monel
Cupro-niquel
Niquel
Plomo
Aluminio
Titanio, Zirconio etc.
Tema 1 Pgina 3
Caeras Industriales (Piping)
Materiales Plsticos
Vidrio
Cermica
Barro vidriado
Porcelana
Hormign armado
Caucho
Cemento - amianto etc.
Plomo, estao
Caeras No
Metlicas
Caeras
Metlicas con
Revestimiento
Anticorrosivo
Cloruro de Polivinilo PVC
Politetrafluoroetileno (Teflon)
Poliestireno, Polietileno
Epoxi, Poliester etc
Caos de acero
o hierro con
revestimiento
de
Materiales Plsticos
Caucho
Vidrio
Porcelana
Cemento, etc.
La eleccin del material adecuado para una determinada aplicacin es siempre un problema
complejo, cuya solucin depende principalmente de la presin y temperatura de trabajo, del fluido
conducido (aspectos de corrosin y contaminacin), el costo, grado de seguridad requerida,
sobrecargas externas, y en algunos casos, la resistencia al escurrimiento o prdida de carga.
Mtodos De Fabricacin
Existen seis procesos de fabricacin de caos.
Caos sin costura (seamless pipe)
Fundicin (casting)
Forja (forging)
Extrusin (extrusion)
Laminacin (rolling)
Los procesos de laminacin y de fabricacin por soldadura son los ms importantes y
constituyen los 2/3 de todos los caos utilizados por la industria.
Fundicin
En este proceso, el material en estado lquido se moldea tomando su forma final.
Se fabrican mediante este proceso los caos de hierro fundido, algunos aceros especiales no
forjables y la mayora de los no metlicos como vidrio, porcelana, barro vidriado, hormign, cemento amianto, cauchos, etc.
Para caos de hierro fundido y de hormign de buena calidad se usa el procedimiento de centrifugado
en el que el material lquido es colado en un molde rotativo que da como resultado una composicin
ms homognea de las paredes.
Para caos de hormign se procede a controlar estrictamente la granulometra de los cidos y la
relacin agua - cemento procediendo a vibrar los moldes en el hormigonado y desmoldando de
inmediato.
Materiales y Accesorios
Tema 1 Pgina 4
Caeras Industriales (Piping)
Forja
Es el menos usado. Slo se utiliza para caos de paredes gruesas, para muy altas presiones.
El lingote de acero es previamente perforado en el centro con una broca, en fro. Luego la pieza es
calentada en un horno y las paredes son forjadas con un martinete contra una mandril central. El
lingote sufre durante la forja un notable aumento de longitud.
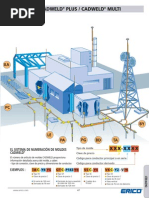
Extrusin
En la fabricacin por extrusin, una pieza cilndrica de acero en estado pastoso es colocado en
un recipiente de acero debajo de una poderosa prensa. En una nica operacin, que dura pocos
segundos se produce :
1)
2)
3)
El mbolo de la prensa, cuyo dimetro es el mismo que el de la pieza, se apoya sobre la
misma.
El mandril accionado por la prensa agujerea completamente el centro de la pieza.
De inmediato, el mbolo de la prensa empuja la pieza obligando al material a pasar por
una matriz calibrada con el dimetro exterior de cao.
Para caos de acero, la temperatura de calentamiento de la pieza es de 1200 grados C. Las
prensas son verticales y pueden alcanzar un esfuerzo de 1500t. Los caos salen de la operacin con
paredes gruesas. De all son llevados an calientes, a un laminador de cilindros o rolos para reducir
su dimetro. Finalmente van a otros laminadores para lograr un dimetro final normalizado y
reduccin mayor del espesor. Con este proceso se fabrican caos de dimetro nominal de hasta 3" en
acero y tambin de aluminio, cobre, latn, bronce, plomo y materiales plsticos.
Fig. 1 Formacin de caos por extrusin.
Laminacin
Los procesos de laminacin son los ms importantes para la fabricacin de caos sin costura. Se
emplean para caos de acero al carbono, de baja aleacin e inoxidables.
Uno de los ms difundidos, el proceso "Mannesmann" es el siguiente :
1.
Un lingote de acero con dimetro aproximado del cao que se quiere fabricar, se calienta a
una temperatura de aproximadamente 1200 grados C y llevado al denominado " laminador
oblicuo".
Materiales y Accesorios
Tema 1 Pgina 5
Caeras Industriales (Piping)
2.
El laminador oblicuo est formado por rolos de doble cono, con ngulos muy pequeos. El
lingote es colocado entre dos rolos que giran, lo prensan y a la vez le imprimen un
movimiento de rotacin y otro de traslacin.
3.
A consecuencia del movimiento de traslacin el lingote es presionado contra un mandril
cnico que se encuentra entre los rolos. El mandril abre un agujero en el centro del lingote,
transformndolo en un cao y alisando continuamente la superficie interior del mismo. El
mandril est fijo y su longitud es mayor que la del cao a formar(FIG. 2).
4.
El cao formado en la primera operacin tiene an paredes muy gruesas. Es llevado
entonces a un segundo laminador oblicuo, luego de haber sido retirado el mandril y
estando an caliente, que adelgaza las paredes ajustando el dimetro externo y
aumentando su longitud.
5.
Al pasar por los laminadores oblicuos el cao se curva. Se le hace pasar de inmediato por
un tren enderezador consistente en rodillos con la curva del dimetro exterior del cao,
dispuestos para ejercer fuerzas laterales que finalmente dejan el cao recto.
6.
Finalmente el cao sufre una serie de calibraciones y alisado de las superficies interna y
externa(FIG. 3). Este proceso se usa en caos de 3" a 12" y en Estados Unidos hasta 24".
Caos con Costura
Todos los caos con costura son fabricados a partir de flejes de acero laminado (bobinas).
El tipo de unin es el de soldadura
FWP (Furnace Welded Pipe)
1)
Un fleje continuo es empujado por cilindros que giran, introducindolo en un horno que
lo lleva a una temperatura de aproximadamente 1200 grados Celsius (en la salida del
horno).
2)
Un grupo de cilindros colocado a la salida del horno deforman el fleje hasta cerrar un
cilindro presionando fuertemente los bordes que a esa temperatura se sueldan.
Materiales y Accesorios
Tema 1 Pgina 6
Caeras Industriales (Piping)
3)
Luego el cao es cortado por una sierra cada 6, 9 12m segn sea la longitud
requerida.
4)
Los caos pasan por una calibradora y por un chorro continuo de agua que al mismo
tiempo de enfriarlo le quita el laminillo o escamas que se forman en el proceso de
enfriamiento.
5)
Ms tarde se los transporta a travs de mesas de transferencia donde son sometidos a
una lluvia continua de agua y una vez enfriado se los pasa por juegos de cilindros
enderezadores. Finalmente se los frentea con tornos y cuando es requerido se procede
a roscar los extremos.
6)
Este proceso se usa para caos de hasta 3" de dimetro nominal.
ERW (Electric Resistance Welding)
1)
En este caso la operacin de formacin del cao se realiza en fro, haciendo pasar el
fleje continuo por rolos que gradualmente lo doblan hasta su forma cilndrica.
2)
Luego de formado el cao se cierra por soldadura continua ejecutada por mquina (arco
sumergido en gas inerte).
3)
El proceso se termina pasando el cao por enderezadores y si as fuere requerido por
un tratamiento trmico en horno, para alivio de tensiones producidas en el rea de la
soldadura. Luego son frenteados y si es requerido, roscados.
4)
En el caso antes descrito la soldadura es longitudinal y se utiliza para caos de hasta 4"
de dimetro nominal.
Para dimetros mayores (hasta 24") es comn utilizar soldadura helicoidal con arco
sumergido. Segn sea el espesor del material pueden ser requeridas dos o ms pasadas externas y
una
interna.
Estos caos son de mejor calidad que los de soldadura por presin (en caliente).
La ventaja del cao formado a partir del fleje es que su espesor es uniforme, ya que se logra a
partir de un tren de laminacin, y el acomodamiento de la microestructura es conveniente
desde el punto de vista tensional.
En cambio, la soldadura deber ser inspeccionada por rayos X u otros procedimientos para que el
mismo no incida sobre el espesor calculado.
Materiales y Accesorios
Tema 1 Pgina 7
Caeras Industriales (Piping)
Fig. 4 Formacin de Caos en fro
El cao sin costura no tiene este problema, pero la tolerancia de fabricacin es del 12,5%, valor que
deber restarse del espesor nominal cuando se lo compara con el calculado.
Caos y Tubos
La denominacin de "cao"(pipe) identifica a estos materiales por dos caractersticas fundamentales :
1)
Sus dimetros nominales en pulgadas NO coinciden con los exteriores hasta 12"
inclusive. De 14" en adelante el dimetro nominal coincide con el dimetro exterior.
2)
Sus espesores son clasificados en series (schedules) que se obtienen por una frmula
de aproximacin emprica :
1000 P
Sch. =
S
donde P = presin interna en psi
S = tensin admisible del material en psi
En cambio los "tubos" (tubes) se caracterizan por :
3)
Sus dimetros nominales COINCIDEN con los dimetros exteriores.
4)
Sus espesores se definen por un nmero de calibre o gage BWG (Birmingham Wire
Gage).
Para identificar un cao, basta pedir, por ejemplo 2" Sch. 40
significa un cao de 2,375" de dimetro exterior y 0,154" de espesor.
Para identificar un tubo, basta pedir, por ejemplo 2" BWG 12
significa un tubo de 2" de dimetro exterior y 0,109" de espesor.
Como se ve, son dos productos totalmente diferentes, aunque puedan ser usados para
servicios idnticos.
Materiales y Accesorios
Tema 1 Pgina 8
Caeras Industriales (Piping)
Aparte de las diferencias en denominacin, dimensiones y materiales, los tubos y caos se
aplican para usos totalmente distintos.
Cuando la conduccin constituye en si misma un elemento estructural se debern utilizar
caos, por su resistencia como tal. Del mismo modo, los dimetros de fabricacin de los caos son
mucho ms amplias que la de los tubos que rara vez pasan las 6", siendo su uso ms difundido hasta
2". Por otra parte, los requerimientos de fabricacin de los tubos son ms exigentes que los de los
caos.
As, rara vez se usan caos para un intercambiador de calor, donde el sellado se efecta por
mandrilado. El calibrado de los tubos y un menor espesor uniforme garantiza un mejor intercambio
trmico sin que aumente rpidamente el ensuciamiento del equipo.
Aceros al Carbono
Representan los 2/3 de todos los materiales usados en caeras.
Los lmites de temperatura son -30 C a +400 C por sobre la cual no se usa por la precipitacin
de carburos en grafito que provoca una rpida disminucin de la resistencia mecnica. Algunos
aceros al carbono se revisten con una capa de ZINC de 0,1 mm aproximadamente, por inmersin a
una temperatura de 500 C, llamado galvanizado, que provee mayor resistencia a la corrosin.
Tambin, por sobre los 450 C se producen en los aceros al carbono deformaciones lentas por
fluencia (creep) que son ms acentuadas cuanto mayor es la temperatura y la variacin de signos de
las tensiones a que est sometido. En general, cuanto mayor es el porcentaje de carbono, mayor es la
dureza y mayores los lmites de fluencia y ruptura, pero menor ser su soldabilidad y menor su
capacidad de doblarse.
Los aceros tienen pequeos porcentajes de Mn(hasta 0,9%) que produce un incremento en los
lmites de fluencia y ruptura y de Si (hasta 0,1%) que aumenta la resistencia a la oxidacin en altas
temperaturas y resistencia al impacto a baja temperatura.
Los aceros al carbono con Silicio son tambin llamados "calmados" (Killed Steel) para
distinguirlos de los "efervescentes" (rimed Steel) que no tienen Silicio. Los aceros al Carbono con Si
tienen una estructura ms fina y uniforme y son de mejor calidad que los "efervescentes", por lo que se
recomienda su uso en altas temperaturas, an siendo ocasionales ( 480 C).
Para aceros al Carbono a bajas temperaturas (hasta -50 C) ANSI B.31 permite su uso,
exigiendo que se realicen ensayos de impacto (Charpy) para cada pieza.
Tipos de aceros al Carbono con o sin costura para conduccin.
ASTM A-106
Caos de acero al Carbono sin costura, de 1/8" a 24" de alta calidad para
temperaturas elevadas.
C % max.
Gr.A (bajo Carbono)
Gr.B (medio Carbono)
Gr.C (alto Carbono)
Materiales y Accesorios
0,25
0,30
0,35
Mn %
0,27-0,93
0,29-1,06
0,29-1,06
Si %
0,10
0,10
0,10
Ruptura
(Kg/mm2)
34
41
48
Fluencia
(Kg/mm2)
20
24
27
Tema 1 Pgina 9
Caeras Industriales (Piping)
Los caos grado C son fabricados slo por encargo. Los grados A y B son usados para
temperaturas sobre 400 C por largos perodos de tiempo.
ASTM A 53
Caos de acero al Carbono con o sin costura de calidad media 1/8" a 24"
para uso general, negro o galvanizado.
La especificacin distingue 4 grados; para curvado en fro debe usarse el Gr.
A.
Aunque los lmites de temperatura son similares que para el A106 no deben
usarse por encima de los 400 C. El ASTM A53 es el ms usado por ser de
menor precio que el A109.
ASTM A 120
Caos de acero al Carbono, con o sin costura de baja calidad 1/8" o 12" sin
garanta de calidad, negro o galvanizado.
No deben ser doblados en fro ni sobrepasar temperaturas de 200 C. No
presenta exigencias de composicin qumica.
API 5L
Especificacin del "American Petroleum Institute" de calidad media. Dimetro
1/8" a 36" negros, con o sin costura. Los grados y requisitos de composicin
qumica son similares al ASTM A53.
API 5LX
Especificacin para caos con o sin costura, de acero al Carbono de alta
resistencia empleados en oleoductos. No deben ser utilizados por sobre los
200 C.
Aceros al Carbono con costura (Welded Pipes) :
ASTM A-134
Para caos fabricados con soldadura de arco protegido para dimetros sobre
16" y espesores hasta 3/4" con soldadura longitudinal o en espiral.
ASTM A-135
Para caos fabricados con soldadura de arco protegido para dimetros de
hasta 30".
ASTM A-155
Para caos fabricados con soldadura de arco protegido para dimetros de
hasta 30".
ASTM A-211
Para caos con soldadura en espiral. En dimetros de 4" a 48".
Tubos de acero al Carbono.
ASTM A-83
Para tubos sin costura para calderas en dimetros de 1/2" a 6".
ASTM A-178
Especificacin para tubos fabricados por soldadura de resistencia elctrica,
para calderas de media y baja presin, en dimetros de 1/2" a 6".
ASTM A-179
Para tubos sin costura, trefilados en fro para intercambiadores de calor en
dimetros de 1/2" a 2".
ASTM A-214
Para tubos con costura, soldados por arco protegido, para intercambiadores
de calor en dimetros de 1/2" a 2".
ASTM A-192
Para tubos sin costura, para calderas de alta presin, de acero al Carbono
calmado (con Si) en dimetros de 1/2" a 7".
Materiales y Accesorios
Tema 1 Pgina 10
Caeras Industriales (Piping)
Caos de aceros aleados e inoxidables.
Podemos clasificar los aceros de baja aleacin en:
Aceros de baja aleacin (low alloy steel), cuando tienen hasta 5% de elementos adicionales.
Aceros de media aleacin (imtermediate alloy steel), cuando tienen de 5% a 10% de elementos
adicionales.
Aceros de alta aleacin (high alloy steel), ms de 10% de elementos adicionales.
De todos estos materiales, los de mayor utilizacin son los de baja aleacin, compuestos
ferrticos (magnticos) con agregado de cromo, molibdeno, y a veces, niquel.
Desde el punto de vista econmico, no es conveniente usar aceros aleados para prolongar la
vida de las caeras, ya que las instalaciones industriales tienen una duracin limitada y su costo es
varias veces mayor que los del acero al Carbono.
Los casos en que se justifica usar aceros aleados o inoxidables son los siguientes :
a)
Altas temperaturas.
b)
Bajas temperaturas (inferiores a -30 C) donde los aceros al Carbono se tornan quebradizos.
c)
Alta corrosin. En servicios corrosivos aun dentro de los recomendados para acero al
Carbono, el comportamiento de los inoxidables es mejor para resistencia a la erosin o severa
corrosin.
d)
Servicios de fluidos letales.
seguridad.
e)
Para evitar contaminacin : Industria de la alimentacin o farmacutica, donde los xidos o
residuos de las caeras de acero al Carbono pueden deteriorar la calidad de los productos.
Para caso de fluidos de alta peligrosidad y por razones de
Deben hacerse consideraciones de proceso y costo de mantenimiento, comparando cunto
cuesta la reposicin o reparacin de una caera de acero al Carbono en comparacin con el elevado
costo inicial de una de acero inoxidable.
Los aceros inoxidables no slo tienen mejor comportamiento frente a los problemas de
corrosin y erosin sino que adems poseen mayores tensiones de fluencia y rotura. El costo del
montaje y soldadura de las aleaciones tambin es mucho mayor que en el acero al Carbono.
La resistencia a la oxidacin es proporcional (aprox) al contenido de Cr; siendo ste superior al
1% no se produce grafitizacin en la soldadura.
La temperatura mxima de trabajo puede llegar en algunos casos a 650 C.
El agregado de Ni contribuye a combatir la tendencia de los aceros al Carbono a volverse
quebradizos a bajas temperaturas. Por esa razn es usado en servicios criognicos.
El Mo es el elemento ms eficiente para mejorar el comportamiento a altas temperaturas,
aumentando mucho al resistencia a la fluencia.
La resistencia de los aceros aleados a la accin atmosfrica y al agua dulce es mejor que la de
los aceros al Carbono, aunque tambin se oxidan.
Frente a los cidos, lcalis calientes y agua salada el comportamiento de los aceros aleados
es semejante al de los aceros al Carbono.
Los aceros con mayor cantidad de Cr resisten muy bien a los hidrocarburos calientes con
impurezas sulfurosas, y resisten muy bien las modificaciones de la estructura cristalina producida por
el Hidrgeno, en alta presin y temperatura (comportamiento quebradizo).
Materiales y Accesorios
Tema 1 Pgina 11
Caeras Industriales (Piping)
La especificacin ms importante para caos de baja aleacin es la ASTM A 335 para alta
temperatura y la A333 para baja temperatura , cuyos grados principales son :
Cr
A 335
A 335
A 335
A 335
P-1
P-5
P-11
P-3
5
1-1/4
-
Elementos %
Mo
Ni
1/2
1/2
1/2
-
Lmites de temp.
C(Serv. Cont.)
590
650
620
- 100
El agregado de Ni provee a las aleaciones que trabajan debajo de -30 C buena ductilidad y
resistencia al impacto.
Los aceros inoxidables son aquellos que contienen Cr por sobre 11% y que en exposicin
prolongada a la intemperie no se oxidan. Los ms usados son compuestos austenticos, no
magnticos, de alta aleacin (stainless steel) con 16% a 26% de Cr, 9 a 12% de Ni adems de otros
elementos. Son mucho ms costosos que los de baja aleacin y por eso menos usados.
Tienen gran resistencia a la rotura, especialmente a altas temperaturas y elevada resistencia a
la mayora de los fluidos industriales. Es resistente a los compuestos sulfurosos y a la prdida de
ductilidad debida al hidrgeno libre (hydrogen embrittlement). Es un buen inhibidor de la grafitizacin a
altas temperaturas.
Son inertes en relacin a la mayora de los compuestos orgnicos, pero estn sujetos a severa
corrosin alveolar (pitting) cuando estn en contacto con agua de mar y numerosos compuestos
clorados. La soldadura en los aceros inoxidables es ms costosa y complicada que en los aceros al
Carbono ya que deben hacerse con proteccin especial de gas inerte (argn), con electrodos de
tungsteno y material de aporte afn con las partes a soldar.
La especificacin ms importante de aceros inoxidables es la ASTM A-312 que abarca varios tipos de
materiales denominados "Aceros 18-8" de los cuales los ms usados son los siguientes :
Tipos
AISI
304
16
321
347
CROMO
NIQUEL
OTROS
18
18
18
18
8
8
8
8
2.5 Mo
0.4 Ti
0.8 (Cb * Ta)
CON TRATAMIENTOS TERMICOS
TENSION DE
TENSION DE
RUPTURA
FLUENCIA
58 Kg/mm2
24 Kg/mm2
58 Kg/mm2
24 Kg/mm2
58 Kg/mm2
24 Kg/mm2
58 Kg/mm2
24 Kg/mm2
Los aceros inoxidables pueden trabajar desde -270 C hasta 800 C en servicio continuo;
algunos pueden trabajar hasta 1100 C. El agregado de Ti o Cb (aceros inoxidables estabilizados)
tiene por finalidad evitar la precipitacin de carbono entre temperatura de 450 C a 850 C en ambientes
corrosivos, fenmeno que ocurre en los no estabilizados.
Medios de Unin
Los diversos medios de unin sirven no slo para vincular secciones de caos entre si, sino
tambin para conectarlos con diversos accesorios, vlvulas y equipos.
Los principales medios de unin son los siguientes :
Conexiones roscadas (Screwed joints)
Conexiones soldadas (Welded joints)
Conexiones bridadas (Flanged joints)
Conexiones de enchufe (Socket Welded joints).
Materiales y Accesorios
Tema 1 Pgina 12
Caeras Industriales (Piping)
Existen otros tipos de conexiones, entre ellas las del tipo Victaulic, juntas elsticas, de cierre
rpido, etc.
Muchos factores inciden en la eleccin del tipo de unin costo, operatividad, seguridad,
presin y temperatura de trabajo, fluido contenido, dimetro del cao, etc.
Uniones Roscadas
Son unos de los medios ms antiguos de conexin. Son de bajo costo y fcil ejecucin, pero
su uso est limitado a 4" (max) en general y se usan en instalaciones secundarias de baja presin,
(condensado, aire, agua), domiciliarias (agua, gas) debido al peligro de prdidas y la baja resistencia
mecnica de las mismas.
La norma ANSI B 31 exige que las roscas de los caos sean cnicas y recomienda que se
efecten soldaduras de sello para caeras que conduzcan fluidos inflamables, txicos y en otros
donde se debe tener absoluta seguridad que no se produzcan filtraciones o prdidas.
Son las nicas usadas para caos galvanizados. Se usan tambin en acero al Carbono, baja aleacin,
hierro fundido, plsticos, vidrio y porcelana, siempre limitadas a 4".
Para acero inoxidable y metales no ferrosos es muy raro el uso de roscas, debido a que son
comunes los espesores finos en dichos materiales.
Los tramos rectos son unidos por medio de cuplas o uniones roscadas. Las roscas cnicas
aseguran mejor sellado pero para asegurarlo se coloca una banda de tefln.
Antiguamente se usaban otros materiales, litargirio - glicerina, fibras vegetales, etc., pero en su mayor
parte dificultaban el desarme de las piezas y an contaminaban el fluido.
En los caos es recomendable no usar espesores menores que Sch. 80 por el debilitamiento
de la pared que significa la rosca.
Uniones Soldadas
Las ms utilizadas son las soldaduras de arco protegido, que pueden ser :
- A tope (butt weld)
- De enchufe (socket weld)
VENTAJAS :
- Buena resistencia mecnica (casi siempre equivalente a la del cao)
- Estanqueidad perfecta y permanente
- Buena apariencia
- Facilidad en la aplicacin de aislacin y pintura
- Ninguna necesidad de mantenimiento.
DESVENTAJAS :
- Dificultad en desmontaje de las caeras
- Mano de obra especializada
Materiales y Accesorios
Tema 1 Pgina 13
Caeras Industriales (Piping)
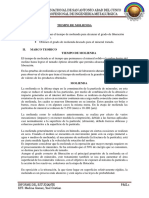
Soldadura a Tope
Es la ms usada en la unin de caos de 2" o mayores en aceros de cualquier clase. Se
aplica a toda la gama de presiones y temperaturas. Los caos y dems accesorios para soldadura a
tope, deben tener sus extremos preparados con biseles que dependen del espesor del cao.
Fig. 4 Soldaduras a tope
Para lograr ms estanqueidad y especialmente para alta presin se usan chapas de respaldo
que quedan incluidas en las soldaduras. Estos anillos tienen 1/8" de espesor y se usan en dimetros
grandes (20" o mayores). Ver ANSI 31.3 Fig 328.3.2.
Soldadura de Enchufe (socket weld)
Son empleados para dimetros de hasta 1 1/2" en caos de acero y hasta 4" para los no
ferrosos y plsticos.
Los extremos del cao se
encajan en una cavidad del
accesorio o acoplamiento y
se realiza una soldadura de
filete.
Ver ANSI B31.3 Par 328.5.2
y figura 328.5.2 A, B y C.
Fig. 5 Soldadura de enchufe
Materiales y Accesorios
Tema 1 Pgina 14
Caeras Industriales (Piping)
Soldadura Solapada
Se utiliza en caos de plomo o en algunos plsticos. Unos de los extremos, de mayor
dimetro, entra en el extremo del otro cao y se sella con una nica soldadura de filete.
Bridas (Flanges)
Estn compuestas por dos bridas, una junta, pernos con o sin cabeza roscados y tuercas. Son
fcilmente desmontables. Existen los siguientes tipos :
De cuello soldable (Welding Neck)
Deslizantes (Slip on)
Roscadas (Screwed)
De enchufe (Socket Weld)
Lap Joint
Ciegas.
Las caras de las bridas pueden se lisas (flat face), con resalto (Raise face), de anillo (Ring
Joint Type) y macho-hembra (male & female).
Las juntas pueden ser de materiales, diversos como caucho, resinas revestidas en inox, espiral
y metlicas. El asbestos ha sido desechado por su accin cancergena. Los materiales ms usados
son los aceros forjado y las bridas formadas a partir de chapa torneada, stas ltimas para bajas
presiones.
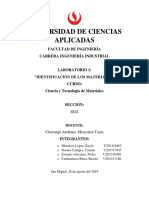
Una de las normas que regula la fabricacin de bridas (flanges) es la ANSI B16.5, que
establece las siguientes clases, segn sea el intervalo presin-temperatura de trabajo 150# ,300#
,400# ,600#, 900# ,1500# y 2500# . Para las bridas de acero al Carbono la temperatura mxima es de
260 C (500 F) para 150 y de 455 C (850 F) para las dems clases. La variacin de presintemperatura es de valores ms altos para acero inoxidable y aleados. Se pueden graficar de la
siguiente manera :
Fig. 6 Relacin Presin - Temperatura para algunas clases de accesorios
Materiales y Accesorios
Tema 1 Pgina 15
Caeras Industriales (Piping)
Otros Medios De Unin
De Compresin
Son sistemas muy usados en tubos de metales no ferrosos e inoxidables, todos de pequeo
dimetro. (hasta 1")
La unin se logra con el uso de accesorios especiales, que mediante el apriete de una tuerca
comprime las paredes del tubo contra una cupla hasta lograr un contacto metal - metal estanco. Hay
diferentes sistemas. Uno de ellos consiste en expandir el tubo en la punta, en forma cnica. Este
cono es comprimido contra una pieza de unin.
Otro sistema consiste en agregar una virola en el extremo del cao que, comprimida contra la
pieza de unin va reduciendo su dimetro abrazando al tubo, que logra as estanqueidad.
Fig. 7 - Unin para alta presin
Son usados para instrumentacin y conduccin de aceite hidrulico y resisten presiones de
hasta 2000 Kg/cm2.
Uniones Patentadas (Juntas Dresser, Victaulic, etc)
Todas ellas son del tipo no rgido, permitiendo siempre un pequeo movimiento angular y axial
entre los dos tramos de la caera. En el caso de las juntas Victaulic, los tramos de cao son
ranurados en los extremos del mismo modo que los accesorios (codos, reducciones, etc.) y los
acoplamientos son dos o ms arcos pivotados sobre pernos que abrazan a los elementos de unin y
son ajustados por uno o ms pernos.
Entre la unin metlica y el cao se coloca una junta flexible (caucho) que garantiza su
estanqueidad. El sistema es ms caro que la caera soldada tradicional pues requiere preparacin de
extremos y accesorios, pero aparte de la facilidad de montaje (sobre todo en zonas de gases
explosivos) tiene la gran ventaja de poder recuperar todos los elementos en caeras de uso por
tiempo limitado.
Haciendo un balance final, es muy conveniente su aplicacin en muchos casos, en particular
en minera, donde le agotamiento de los minerales explotables en plazos previsibles hace necesario un
tendido de caeras secuencial a medida que se van agotando las zonas con alta ley de mineral y son
reemplazadas por otras nuevas.
Materiales y Accesorios
Tema 1 Pgina 16
Caeras Industriales (Piping)
Fig. 8 Uniones Dresser y Victaulic
Derivaciones especiales
Los ramales en las caeras suponen un debilitamiento en la caera principal por extraccin
de parte de su seccin. Cuando los espesores de pared estn calculados con cierta precisin y no hay
excedentes de pared disponible se refuerza la unin con una montura (saddle) o con un anillo que se
hace con el mismo cao u otra chapa de caractersticas similares.
La seccin necesaria se calcula por medio de la NORMA ANSI PAR. 304.3 en el caso de ANSI
B31.3 o sus similares en otras normas aplicables.
Este tipo de derivaciones se usa cuando la diferencia de dimetros entre la lnea principal y el
ramal es tan grande que su relacin est fuera de los accesorios (te) de fabricacin standard o en
dimetros grandes.
Cuando los ramales son de pequeo dimetro se utilizan los llamados Weldolet (soldado),
Elbolet (en un codo), Latrolet (en ngulo), Sweepolet (en montura), Sockolet (ramal socked) y
Thredolet (roscada), todas ellas conexiones de pared reforzada para las derivaciones desde una
caera principal.
Su uso evita la utilizacin de placas de refuerzo de pequeo dimetro que trae como
consecuencia una enorme cantidad de soldadura en reas reducidas y por tanto concentracin de
tensiones residuales en la zona del ramal.
Materiales y Accesorios
Tema 1 Pgina 17
Caeras Industriales (Piping)
Temperatura y Presin
El efecto de la temperatura sobre bridas (flanges) y vlvula determina algunas veces las
puntas de mnima resistencia de una caera al disminuir la tensin admisible del material. La presin
origina tensiones en todos los elementos componentes de la caera. En el caso de los elementos de
unin, bridas, vlvulas, cuplas etc., la combinacin de los dos factores de presin y temperatura
inciden en el clculo de dimensionamiento de estos elementos.
A fin de normalizar stas dimensiones las ANSI B16.5 , que regulan su fabricacin, han
establecido una relacin presin - temperatura que permite, sin necesidad de calcular cada accesorio o
vlvula, una eleccin correcta y que ayudar posteriormente a determinar la capacidad de trabajo de la
caera, comprobando cules son sus elementos de menor resistencia.
Esta relacin est tabulada en las PRESSURE - TEMPERATURE RATINGS, agrupadas para
cada clase de presin (150# ,300# ,600# ,etc.) y para cada tipo de accesorio (vlvulas, bridas, cuplas,
etc.).
Es de hacer notar que la relacin primaria (Primary Rating) definida como mxima temperatura
admisible para presiones "non shock", est resaltada en las tablas, se usa para altas temperaturas. La
relacin para trabajo en fro (Cold Working Pressure Rating CWP) es aquella referida a las
temperaturas de -20 F a 100 F y se aplica para hidrulica y refrigeracin.
La eleccin de juntas y pernos deber estar acorde con la presin y temperatura de servicio.
Materiales y Accesorios
Tema 1 Pgina 18
You might also like
- Contact or 1Document4 pagesContact or 1Felicia GlassNo ratings yet
- 2 Guia Sistem AsDocument192 pages2 Guia Sistem AsFelicia GlassNo ratings yet
- Precios 2015Document7 pagesPrecios 2015Felicia GlassNo ratings yet
- Generadores equipos 40Document10 pagesGeneradores equipos 40Felicia Glass0% (1)
- Aislacion de CañeriasDocument18 pagesAislacion de Cañeriasdanfu2003100% (1)
- Maquina Segura 1Document18 pagesMaquina Segura 1Felicia GlassNo ratings yet
- Maquina Segura 2 y 3Document78 pagesMaquina Segura 2 y 3Felicia GlassNo ratings yet
- Cañerias y AccesoriosDocument22 pagesCañerias y AccesoriosFelicia GlassNo ratings yet
- Manual de Instalación Lámina de FibrocementoDocument31 pagesManual de Instalación Lámina de FibrocementoRicardo Alfaro80% (5)
- PFC Jesus AlvarezDocument107 pagesPFC Jesus AlvarezslashsatchNo ratings yet
- Hoja de Datos Valvula AnticipadoraDocument3 pagesHoja de Datos Valvula AnticipadoraFelicia GlassNo ratings yet
- Accesorios Forjados Sockolets Thredolets Weldolets 2010 03-29-13!56!30Document2 pagesAccesorios Forjados Sockolets Thredolets Weldolets 2010 03-29-13!56!30Claudia Milena RuaNo ratings yet
- Manual de Campo de Tuberia Sub TerraneaDocument36 pagesManual de Campo de Tuberia Sub TerraneaFelicia GlassNo ratings yet
- Hoja de Datos Valvula de AireDocument13 pagesHoja de Datos Valvula de AireFelicia GlassNo ratings yet
- Catalogo 7Document37 pagesCatalogo 7Felicia GlassNo ratings yet
- Discos de CorteDocument6 pagesDiscos de Corterafael18luisNo ratings yet
- Soldadura OxiacetilnicaDocument12 pagesSoldadura OxiacetilnicaFelicia GlassNo ratings yet
- Memoria 2012Document72 pagesMemoria 2012Felicia GlassNo ratings yet
- Baldeon Quispe Zoila Transporte Acarreo CIA MineraDocument103 pagesBaldeon Quispe Zoila Transporte Acarreo CIA MineraMarcio André Tovar CanoNo ratings yet
- Instalaciónes de Tubería PVCDocument44 pagesInstalaciónes de Tubería PVCCatalino Alcantar MotaNo ratings yet
- Juntas Industriales - 1 EdiciónDocument235 pagesJuntas Industriales - 1 Edicióne.vicente.caballero100% (1)
- LoctiteDocument26 pagesLoctiteioannissNo ratings yet
- Guía para Cementar PVCDocument24 pagesGuía para Cementar PVCCanoNo ratings yet
- Accesorios TuberiasDocument2 pagesAccesorios TuberiasFelicia GlassNo ratings yet
- Anexo Proveedores CocinasDocument9 pagesAnexo Proveedores CocinasFelicia GlassNo ratings yet
- Planilla Unitarios PeruDocument15 pagesPlanilla Unitarios PeruFelicia GlassNo ratings yet
- NRF 171 Pemex 2013Document27 pagesNRF 171 Pemex 2013acolin123No ratings yet
- Pendientes de TechoDocument7 pagesPendientes de TechoJm Privado100% (1)
- Fresado Integral WIDIADocument218 pagesFresado Integral WIDIADiego sarmientoNo ratings yet
- Catalogo PVP JUNIO 2020Document190 pagesCatalogo PVP JUNIO 2020alcuemarNo ratings yet
- Planta Concentradora Tiquillaca Informe de Visita TecnicaDocument24 pagesPlanta Concentradora Tiquillaca Informe de Visita TecnicaLuz Marina Mollinedo ChiqueNo ratings yet
- Control de Produccion de Una Mina SubterraneaDocument6 pagesControl de Produccion de Una Mina SubterraneaCaleb Adrian Valenzuela SalvatierraNo ratings yet
- 09 TechosDocument1 page09 TechosjgilzamoraNo ratings yet
- Clasificación de StrunzDocument3 pagesClasificación de Strunzcristhian guzman100% (1)
- Trabajo Semana 3Document21 pagesTrabajo Semana 3Ricardo AmadoNo ratings yet
- Teoria Del Afino ClaseDocument17 pagesTeoria Del Afino ClaseCarlosAntonioAguilarRamirezNo ratings yet
- Celdas CubicasDocument9 pagesCeldas CubicasCarlitos GonzalezNo ratings yet
- 002 Perfiles de Drywall-Precios SodimacDocument16 pages002 Perfiles de Drywall-Precios SodimacPaolo AlessandroNo ratings yet
- CargaDocument11 pagesCargaJose Luis ArochiNo ratings yet
- Tecnicas de Extraccion de Niquel en Suelos MinerosDocument3 pagesTecnicas de Extraccion de Niquel en Suelos MinerosGermán D AcostaNo ratings yet
- CemtecDocument5 pagesCemtecSimelemon TolomeoNo ratings yet
- Tantalio y Niobio: los metales refractarios detrás del mito del 'ColtánDocument8 pagesTantalio y Niobio: los metales refractarios detrás del mito del 'ColtánJuan Sebastian SalcedoNo ratings yet
- Edwin Mamani ChoquetaipeDocument28 pagesEdwin Mamani ChoquetaipeLesly ChNo ratings yet
- Pro Yec Totoro MochoDocument7 pagesPro Yec Totoro MochoGino LalupuNo ratings yet
- Catalogo de Herrajes para CristalDocument53 pagesCatalogo de Herrajes para CristalAnonymous RfgZxuJZrC50% (2)
- Tiempo de MoliendaDocument9 pagesTiempo de MoliendaChristian Yhoel Medina GomezNo ratings yet
- Minerales comunes: característicasDocument2 pagesMinerales comunes: característicasMarcioMrevNo ratings yet
- Curvas cineticas de flotacion y constantes K para pruebasDocument27 pagesCurvas cineticas de flotacion y constantes K para pruebasMetalurgia ProcesosNo ratings yet
- 100000M41N - Metalurgia ExtractivaDocument7 pages100000M41N - Metalurgia ExtractivaO&CC METALS IMPORTNo ratings yet
- No 4 QI 482 ALEACIONESDocument22 pagesNo 4 QI 482 ALEACIONESnisieNo ratings yet
- 2 Prueba de MineDocument8 pages2 Prueba de MineEmilio Araya VélizNo ratings yet
- DC-6.1-FF-01 Guia de Prácticas de Laboratorio - Ciencia - Materiales-27-38Document12 pagesDC-6.1-FF-01 Guia de Prácticas de Laboratorio - Ciencia - Materiales-27-38Darwin MoranNo ratings yet
- Laboratorio de Identificacion de MetalesDocument23 pagesLaboratorio de Identificacion de MetalesKayla MendozaNo ratings yet
- Características de Los MetalesDocument12 pagesCaracterísticas de Los MetalesBlanca de ArteagaNo ratings yet
- Tablas de RugosidadesDocument7 pagesTablas de RugosidadesEdwin LCNo ratings yet
- 2do ResumenDocument3 pages2do ResumenLindsey MonseNo ratings yet
- Tablas Rugosidad y MoodyDocument1 pageTablas Rugosidad y Moodykevwill1993No ratings yet
- Informe de Laboratorio ENSAYO JOMINY UNSADocument10 pagesInforme de Laboratorio ENSAYO JOMINY UNSAAbigail Sarmiento BenitoNo ratings yet