You might also like
- ISPE - SFC Pharma Water SysDocument18 pagesISPE - SFC Pharma Water SyskrunaljjNo ratings yet
- Validation of Sterilization of AutoclavesDocument15 pagesValidation of Sterilization of AutoclavesErich Hermann Günther Molina100% (3)
- 12 Sterile ProductionDocument140 pages12 Sterile ProductionsamirneseemNo ratings yet
- 1426kW BG Specs - Avus Biogas PDFDocument12 pages1426kW BG Specs - Avus Biogas PDFnavas1972100% (2)
- House Designs, QHC, 1950Document50 pagesHouse Designs, QHC, 1950House Histories100% (8)
- PDA Journal SeptemberDocument19 pagesPDA Journal SeptemberZia100% (1)
- A Risk Matrix Approach For Media Simulation TrialsDocument11 pagesA Risk Matrix Approach For Media Simulation Trialsschumon100% (2)
- Purified Water Installation QualificationDocument112 pagesPurified Water Installation Qualificationankur_haldarNo ratings yet
- Facility and AHU ValidationDocument63 pagesFacility and AHU ValidationShankar kumar roy100% (3)
- ISPE CTU Evaluation PresentationDocument25 pagesISPE CTU Evaluation PresentationOscar HoyosNo ratings yet
- Water Alert Action Limits PramodthDocument12 pagesWater Alert Action Limits Pramodthvenkat_du2000100% (2)
- Validation of Sterilizing Grade Filters Bacterial Challenge TestsDocument52 pagesValidation of Sterilizing Grade Filters Bacterial Challenge TestsAjay KumarNo ratings yet
- Validation of Water SystemDocument25 pagesValidation of Water Systemsukanya100% (2)
- Compressed Gases in Pharmaceutical FacilitiesDocument7 pagesCompressed Gases in Pharmaceutical Facilitiesraju1559405No ratings yet
- 15702, Maintenance and Facilities OutsourDocument6 pages15702, Maintenance and Facilities OutsournabilbyNo ratings yet
- Process Validation of Sterile Liquid Products - 23aug06Document36 pagesProcess Validation of Sterile Liquid Products - 23aug06Franck BureNo ratings yet
- Utilities QualificationDocument162 pagesUtilities QualificationDoan Chi ThienNo ratings yet
- A Review Article On Visual Inspection Program For Sterile Injectable Product 2018Document38 pagesA Review Article On Visual Inspection Program For Sterile Injectable Product 2018Marcelo Sousa SilvaNo ratings yet
- IVT Network - API Pharmaceutical Water Systems Part I - Water System Design - 2014-06-13Document5 pagesIVT Network - API Pharmaceutical Water Systems Part I - Water System Design - 2014-06-13davincicode888No ratings yet
- Sampling Water Table ContentsDocument2 pagesSampling Water Table Contentsraju1559405No ratings yet
- Sradham ChecklistDocument9 pagesSradham ChecklistpswaminathanNo ratings yet
- Microbial Aspects in Cleaning ValidationDocument15 pagesMicrobial Aspects in Cleaning ValidationPharmacistNo ratings yet
- Aseptic ProcessingDocument63 pagesAseptic ProcessingAmir Ilyas100% (1)
- AGALLOCO Aseptic-Processing-Validation PDFDocument13 pagesAGALLOCO Aseptic-Processing-Validation PDFJOHN CARO100% (1)
- Good Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsFrom EverandGood Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsNo ratings yet
- Analytical Method TransferDocument36 pagesAnalytical Method Transferimawan_wast100% (1)
- NDE Procedure - Radiographic TestingDocument43 pagesNDE Procedure - Radiographic TestingJeganeswaranNo ratings yet
- Design of Pharmaceutical Water SystemsDocument19 pagesDesign of Pharmaceutical Water SystemsAndreaVargasNo ratings yet
- Recommended Changes to Withdrawn FDA Stratified Sampling GuidanceDocument26 pagesRecommended Changes to Withdrawn FDA Stratified Sampling GuidanceRui PiresNo ratings yet
- ISPE CCChRiskAssessUseAppPharmaBiotechMfgOpsDocument42 pagesISPE CCChRiskAssessUseAppPharmaBiotechMfgOpsrodcam1No ratings yet
- TocDocument7 pagesTocIlayaraja Boopathy0% (1)
- Radiopharmaceutical Production: Process ValidationDocument13 pagesRadiopharmaceutical Production: Process ValidationVinay PathakNo ratings yet
- Equipment Qualification ToolkitDocument26 pagesEquipment Qualification ToolkitMuqeet7683% (6)
- Retrofitting Existing Lines with RABSDocument28 pagesRetrofitting Existing Lines with RABSsteven correaNo ratings yet
- Aseptic Processing The New GuidanceDocument56 pagesAseptic Processing The New Guidanceipatoff100% (1)
- BMW Motronic CodesDocument6 pagesBMW Motronic CodesxLibelle100% (3)
- Validation of Process Gas SystemsDocument6 pagesValidation of Process Gas SystemsJuan Manuel Valdez Von FürthNo ratings yet
- Manufacturer Qualification in JakartaDocument15 pagesManufacturer Qualification in JakartaMillicent SongsterNo ratings yet
- Article Book - DecisiveDocument23 pagesArticle Book - DecisiveJoe EllieNo ratings yet
- Visual Inspection of Inject Able Products More Than Just Sorting Good From BadDocument44 pagesVisual Inspection of Inject Able Products More Than Just Sorting Good From BadEngy Hany Moustafa50% (2)
- Continuing Process Verification - 1Document106 pagesContinuing Process Verification - 1Noemi100% (1)
- KINETIC THEORY OF GASES TUTORIALDocument6 pagesKINETIC THEORY OF GASES TUTORIALMat SyafiqNo ratings yet
- CP 343-1Document23 pagesCP 343-1Yahya AdamNo ratings yet
- Texwipe PDA Cleaning and Cleaning Validation Chapter19Document26 pagesTexwipe PDA Cleaning and Cleaning Validation Chapter19davincicode888100% (1)
- Sanitization of Pharmaceutical FacilitiesDocument14 pagesSanitization of Pharmaceutical FacilitiesTim Sandle100% (1)
- Validation For Automated Washing Systems: Aaron Mertens, Paul Lopolito, Olivier Van Houtte, and Marcel Dion, SterisDocument2 pagesValidation For Automated Washing Systems: Aaron Mertens, Paul Lopolito, Olivier Van Houtte, and Marcel Dion, SterisVenkatraj CNo ratings yet
- Cleaning Validation-Maurice-Module - 1 - Regulations and GuidesDocument15 pagesCleaning Validation-Maurice-Module - 1 - Regulations and GuidesRahmat DennyNo ratings yet
- Interactive Architecture Adaptive WorldDocument177 pagesInteractive Architecture Adaptive Worldhoma massihaNo ratings yet
- Pharmaceutical Utility QualificationDocument92 pagesPharmaceutical Utility QualificationSangram Kendre100% (1)
- Quality Risk Management GuideDocument48 pagesQuality Risk Management GuideEdy TeranNo ratings yet
- How To Reduce Energy Water Consumption in A Cooling Tower April 2019Document73 pagesHow To Reduce Energy Water Consumption in A Cooling Tower April 2019navas1972No ratings yet
- Fertilizer Guide 170418 508Document162 pagesFertilizer Guide 170418 508Job MateusNo ratings yet
- Pharmaceutical Cleaning A Comprehensive Approach - 0Document15 pagesPharmaceutical Cleaning A Comprehensive Approach - 0Mina Maher MikhailNo ratings yet
- Bhattacharya J.-Generation of Pharmaceutical WaterDocument134 pagesBhattacharya J.-Generation of Pharmaceutical WaterJosé Luis Ortega RamírezNo ratings yet
- PQ and Monitoring Water SystemsDocument18 pagesPQ and Monitoring Water SystemsRama KrishnaNo ratings yet
- Compressed AirDocument7 pagesCompressed Airpradeep281001No ratings yet
- Cross Contamination Control Facility DesignDocument22 pagesCross Contamination Control Facility DesignAlok Kumar SharmaNo ratings yet
- Process Validation - Practicle Aspects - ISPE PDFDocument25 pagesProcess Validation - Practicle Aspects - ISPE PDFvg_vvg100% (2)
- From Start To Finish: Pharmaceutical Grade WaterDocument6 pagesFrom Start To Finish: Pharmaceutical Grade Watervenki_bee100% (1)
- A New Approach to ValidationDocument60 pagesA New Approach to ValidationBhagesh Kumar100% (1)
- Desing Economics For USP Purified Water SystemsDocument4 pagesDesing Economics For USP Purified Water SystemsCarolina Calvache Luna100% (1)
- ISPE CAChapterStorageDistrPharmaH2ODocument37 pagesISPE CAChapterStorageDistrPharmaH2OAntony GamalNo ratings yet
- ASTM Standard E 2500 for Risk-Based Verification of Pharma Manufacturing SystemsDocument30 pagesASTM Standard E 2500 for Risk-Based Verification of Pharma Manufacturing SystemsMohsinShaikh100% (2)
- PDA Europe Microbiology Conference 2017Document18 pagesPDA Europe Microbiology Conference 2017Tim SandleNo ratings yet
- General Documentation and Specification for WFI SystemDocument90 pagesGeneral Documentation and Specification for WFI SystemBoedy Santoso0% (1)
- Biocontamination Control Techniques For Purified Water SystemDocument4 pagesBiocontamination Control Techniques For Purified Water SystemAli KureishiNo ratings yet
- Wfi UrsDocument44 pagesWfi UrsUroš ČampragNo ratings yet
- The Saudi Economy in 2023: February 2023Document24 pagesThe Saudi Economy in 2023: February 2023navas1972No ratings yet
- KS 2020 CO15 Can Cooperation Enhance Natural Gas Utilization in The GCCDocument24 pagesKS 2020 CO15 Can Cooperation Enhance Natural Gas Utilization in The GCCnavas1972No ratings yet
- Ice Breaker Speech OutlineDocument6 pagesIce Breaker Speech Outlinenavas1972No ratings yet
- Achieving Climate Goals by Closing The Loop in A Circular Carbon EconomyDocument13 pagesAchieving Climate Goals by Closing The Loop in A Circular Carbon Economynavas1972No ratings yet
- Applied Energy: A. Vaghefi, M.A. Jafari, Emmanuel Bisse, Y. Lu, J. BrouwerDocument11 pagesApplied Energy: A. Vaghefi, M.A. Jafari, Emmanuel Bisse, Y. Lu, J. Brouwernavas1972No ratings yet
- Saudi Chartbook: March 2023Document10 pagesSaudi Chartbook: March 2023navas1972No ratings yet
- KSA SASO QualityMarkRequirementsForSpecificProducts enDocument1 pageKSA SASO QualityMarkRequirementsForSpecificProducts ennavas1972No ratings yet
- Chartbook - April 2023Document14 pagesChartbook - April 2023navas1972No ratings yet
- Boiler Efficiency Guide PDFDocument24 pagesBoiler Efficiency Guide PDFAsnfiasnfd FenfeNo ratings yet
- Energy Conversion and ManagementDocument14 pagesEnergy Conversion and Managementnavas1972No ratings yet
- Absorption Water Chilling and Water Heating Packages: 2000 Standard ForDocument32 pagesAbsorption Water Chilling and Water Heating Packages: 2000 Standard Fornavas1972No ratings yet
- Manual SMC 100 mk4 PDFDocument342 pagesManual SMC 100 mk4 PDFLeo FrontelliNo ratings yet
- Boiler Efficiency Guide PDFDocument24 pagesBoiler Efficiency Guide PDFAsnfiasnfd FenfeNo ratings yet
- Cooling Tower Basics and Common Misconceptions PDFDocument6 pagesCooling Tower Basics and Common Misconceptions PDFjokishNo ratings yet
- 8) Copper & Copper Alloy SpecificationsDocument3 pages8) Copper & Copper Alloy Specificationsnavas1972No ratings yet
- VAL-030 Equipment Specification and Qualification SampleDocument2 pagesVAL-030 Equipment Specification and Qualification SampleVizit31No ratings yet
- Water ChemistryDocument1 pageWater Chemistrynavas1972No ratings yet
- ETANORM - Curves 100 080 160 - 3000RPMDocument1 pageETANORM - Curves 100 080 160 - 3000RPMnavas1972No ratings yet
- Saudi Economy 2019 PDFDocument29 pagesSaudi Economy 2019 PDFnavas1972No ratings yet
- Process CoolingDocument8 pagesProcess Coolingnavas1972No ratings yet
- District cooling system design and componentsDocument19 pagesDistrict cooling system design and componentsnavas1972No ratings yet
- Copper Tube Federal and Astm SpecificationsDocument4 pagesCopper Tube Federal and Astm Specificationsnavas1972No ratings yet
- 3516LDDocument6 pages3516LDnavas1972No ratings yet
- A B C D: Inputs Are in Yellow Design Flow (GPM) : 1000 Design Pump Head (Feet) : 110 Control Head (Feet) : 10Document3 pagesA B C D: Inputs Are in Yellow Design Flow (GPM) : 1000 Design Pump Head (Feet) : 110 Control Head (Feet) : 10navas1972No ratings yet
- 1-4b HVACDocument28 pages1-4b HVACMadhu SagheeNo ratings yet
- 16 HarshMalhotraDocument10 pages16 HarshMalhotranavas1972No ratings yet
- Chapter 10 AP GP PDFDocument3 pagesChapter 10 AP GP PDFGeorge ChooNo ratings yet
- Material and Energy Balance: PN Husna Binti ZulkiflyDocument108 pagesMaterial and Energy Balance: PN Husna Binti ZulkiflyFiras 01No ratings yet
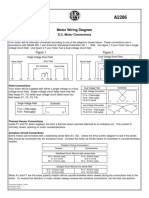
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 pageMotor Wiring Diagram: D.C. Motor Connectionsczds6594No ratings yet
- De Thi HSG Tinh Binh PhuocDocument9 pagesDe Thi HSG Tinh Binh PhuocDat Do TienNo ratings yet
- Effect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanDocument7 pagesEffect of Some Algal Filtrates and Chemical Inducers On Root-Rot Incidence of Faba BeanJuniper PublishersNo ratings yet
- FP-XH PGRG eDocument936 pagesFP-XH PGRG ebvladimirov85No ratings yet
- Phenomenological of in Church and TV WorshipDocument18 pagesPhenomenological of in Church and TV WorshipCindy TirtaNo ratings yet
- The Simple PendulumDocument5 pagesThe Simple PendulumDexter TorringtonNo ratings yet
- Soil LiquefactionDocument12 pagesSoil LiquefactionKikin Kikin PelukaNo ratings yet
- Madu Rash Tak AmDocument4 pagesMadu Rash Tak AmAdv. Govind S. TehareNo ratings yet
- Railway Airport Docks and HarbourDocument21 pagesRailway Airport Docks and HarbourvalarmathibalanNo ratings yet
- Basic First AidDocument31 pagesBasic First AidMark Anthony MaquilingNo ratings yet
- LKC CS Assignment2Document18 pagesLKC CS Assignment2Jackie LeongNo ratings yet
- A Fossil Hunting Guide To The Tertiary Formations of Qatar, Middle-EastDocument82 pagesA Fossil Hunting Guide To The Tertiary Formations of Qatar, Middle-EastJacques LeBlanc100% (18)
- Lec9-Rock Cutting ToolsDocument35 pagesLec9-Rock Cutting ToolsAmraha NoorNo ratings yet
- Digital Communication QuestionsDocument14 pagesDigital Communication QuestionsNilanjan BhattacharjeeNo ratings yet
- Baseline Program Rev 3A Presentation 25 July 2020Document24 pagesBaseline Program Rev 3A Presentation 25 July 2020Shakti Sourava RautrayaNo ratings yet
- Who will buy electric vehicles Segmenting the young Indian buyers using cluster analysisDocument12 pagesWho will buy electric vehicles Segmenting the young Indian buyers using cluster analysisbhasker sharmaNo ratings yet
- Pitch Manual SpecializedDocument20 pagesPitch Manual SpecializedRoberto Gomez100% (1)
- KoyoDocument4 pagesKoyovichitNo ratings yet
- What Is DSP BuilderDocument3 pagesWhat Is DSP BuilderĐỗ ToànNo ratings yet
- Transport of OxygenDocument13 pagesTransport of OxygenSiti Nurkhaulah JamaluddinNo ratings yet
- Cyclograph User ManualDocument15 pagesCyclograph User ManualPeter BateNo ratings yet