You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Paranoia XP - Gamemaster Screen Booklet - Mandatory Fun Enforcement PackDocument24 pagesParanoia XP - Gamemaster Screen Booklet - Mandatory Fun Enforcement PackStBash100% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ST 36Document4 pagesST 36ray72roNo ratings yet
- Electrical Design Project (Three Bedroom House)Document13 pagesElectrical Design Project (Three Bedroom House)Sufi Shah Hamid Jalali100% (2)
- Reloved - October 2015Document116 pagesReloved - October 2015Barron Fields67% (3)
- Aluminium Alloy - Wikipedia, The Free EncyclopediaDocument12 pagesAluminium Alloy - Wikipedia, The Free EncyclopediaAshishJoshi100% (1)
- RUKUS April 2011Document40 pagesRUKUS April 2011RUKUS Magazine100% (2)
- Siemens Internship ReportDocument84 pagesSiemens Internship Reportujjawalbhojawala100% (1)
- Meet The Profesor 2021Document398 pagesMeet The Profesor 2021Raúl AssadNo ratings yet
- Graph Configuration Model Based Evaluation of The Education-Occupation MatchDocument19 pagesGraph Configuration Model Based Evaluation of The Education-Occupation MatchAbonyi JanosNo ratings yet
- Minimization of Off-Grade Production in Multi-Site Multi-Product Plants by Solving Multiple Traveling Salesman ProblemDocument19 pagesMinimization of Off-Grade Production in Multi-Site Multi-Product Plants by Solving Multiple Traveling Salesman ProblemAbonyi JanosNo ratings yet
- ClosedPatternMining ESWA AK AL JA AG 2014 PDFDocument11 pagesClosedPatternMining ESWA AK AL JA AG 2014 PDFAbonyi JanosNo ratings yet
- EconomicOptTaguchi AK LD JA 2013Document17 pagesEconomicOptTaguchi AK LD JA 2013Abonyi JanosNo ratings yet
- University of Pannonia 2010-2011Document40 pagesUniversity of Pannonia 2010-2011Abonyi JanosNo ratings yet
- Correlation Based Dynamic Time Warping of Multivariate Time SeriesDocument28 pagesCorrelation Based Dynamic Time Warping of Multivariate Time SeriesAbonyi JanosNo ratings yet
- Monitoring Process Transitions by Kalman Filtering and Time-Series SegmentationDocument9 pagesMonitoring Process Transitions by Kalman Filtering and Time-Series SegmentationAbonyi JanosNo ratings yet
- Abonyi SAMI 2010 v2Document30 pagesAbonyi SAMI 2010 v2Abonyi JanosNo ratings yet
- Complete Processing Lines For Extruded Pet FoodDocument13 pagesComplete Processing Lines For Extruded Pet FoodденисNo ratings yet
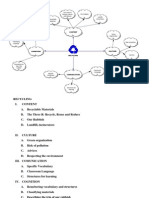
- Recycling Mind MapDocument2 pagesRecycling Mind Mapmsole124100% (1)
- BECO UACE Chem2Document6 pagesBECO UACE Chem2EMMANUEL BIRUNGINo ratings yet
- Angewandte: ChemieDocument13 pagesAngewandte: ChemiemilicaNo ratings yet
- S590 Machine SpecsDocument6 pagesS590 Machine SpecsdilanNo ratings yet
- Apcotide 1000 pc2782Document1 pageApcotide 1000 pc2782hellmanyaNo ratings yet
- Thermoplastic Tubing: Catalogue 5210/UKDocument15 pagesThermoplastic Tubing: Catalogue 5210/UKGeo BuzatuNo ratings yet
- Rankine-Hugoniot Curve: CJ: Chapman JouguetDocument6 pagesRankine-Hugoniot Curve: CJ: Chapman Jouguetrattan5No ratings yet
- Approved Project 25 StandardsDocument5 pagesApproved Project 25 StandardsepidavriosNo ratings yet
- Multiple Choice Enzymes Plant and Animal NutritionDocument44 pagesMultiple Choice Enzymes Plant and Animal Nutritionliufanjing07No ratings yet
- Is 4031 Part 4 - ConsistencyDocument4 pagesIs 4031 Part 4 - ConsistencyCrypto AbhishekNo ratings yet
- TS SR Chemistry Imp Questions PDFDocument5 pagesTS SR Chemistry Imp Questions PDFUnknown Khan100% (3)
- Chemical Bonds WorksheetDocument2 pagesChemical Bonds WorksheetJewel Mae MercadoNo ratings yet
- A Textual Introduction To Acarya Vasuvan PDFDocument3 pagesA Textual Introduction To Acarya Vasuvan PDFJim LeeNo ratings yet
- 412 X 7 Va CJ CSDocument1 page412 X 7 Va CJ CSRajesh KumarNo ratings yet
- Cac de Luyen ThiDocument18 pagesCac de Luyen ThiVinh Dao CongNo ratings yet
- Unit 2 - Presentations (Image, Impact and Making An Impression) 2Document25 pagesUnit 2 - Presentations (Image, Impact and Making An Impression) 2LK Chiarra Panaligan100% (1)
- Psychology 114: Chapters 3 & 4Document18 pagesPsychology 114: Chapters 3 & 4Grace AndersonNo ratings yet
- Of The Month Is Live. 100+ Subjects. Participate Now!: Sanfoundry Certification ContestDocument4 pagesOf The Month Is Live. 100+ Subjects. Participate Now!: Sanfoundry Certification ContestBaydaa QaidyNo ratings yet
- 4 5803133100506483687Document245 pages4 5803133100506483687Malik HamidNo ratings yet
- Tran-Effects of Assisted JumpingDocument5 pagesTran-Effects of Assisted JumpingyoungjessNo ratings yet
- (Eng) Zx890lch 5a Ks En316Document13 pages(Eng) Zx890lch 5a Ks En316MC TAK LEENo ratings yet