You might also like
- CV ENGR Khurram Masood AutosavedDocument4 pagesCV ENGR Khurram Masood AutosavedKhurramramayNo ratings yet
- 646w PHMD TB ZC 00oo001 D PDFDocument56 pages646w PHMD TB ZC 00oo001 D PDFalvaroNo ratings yet
- EXAMPLE CALCULATION - Seismic Actions To BC3: 2013 EXAMPLE CALCULATION - Seismic Actions To BC3: 2013Document6 pagesEXAMPLE CALCULATION - Seismic Actions To BC3: 2013 EXAMPLE CALCULATION - Seismic Actions To BC3: 2013tailieuxaydung2019No ratings yet
- To Do ListDocument2 pagesTo Do ListSachinNo ratings yet
- NBCC 2015 Seismic DataDocument18 pagesNBCC 2015 Seismic DataRick HenbidNo ratings yet
- Annexure A PDFDocument8 pagesAnnexure A PDFSUBIR KARMAKARNo ratings yet
- COMPRESS Saddle DesignDocument2 pagesCOMPRESS Saddle Designarif99pakNo ratings yet
- Plate Heat Exchnager PDFDocument3 pagesPlate Heat Exchnager PDFnagarajhebbarNo ratings yet
- Material Report 01Document10 pagesMaterial Report 01Piyal MendisNo ratings yet
- Wind Pressure Calculation: HyderabadDocument8 pagesWind Pressure Calculation: HyderabadsaiNo ratings yet
- Master Foods 12 MDocument16 pagesMaster Foods 12 MSarfarazNo ratings yet
- Saar Books Publications Pvt. Ltd.Document10 pagesSaar Books Publications Pvt. Ltd.Saar BooksNo ratings yet
- Asce-7 98Document2 pagesAsce-7 98whngomjNo ratings yet
- Muhammad Umair: ObjectiveDocument1 pageMuhammad Umair: Objectivearif99pakNo ratings yet
- NCSE English PDFDocument65 pagesNCSE English PDFShamik GhoshNo ratings yet
- QA For PV 2010Document5 pagesQA For PV 2010Alok DasNo ratings yet
- Wind LoadsDocument12 pagesWind LoadsPrabhumk07No ratings yet
- HE ProcessDocument6 pagesHE ProcessEmrahCayboyluNo ratings yet
- External Nozzle Loads Nozzle To Shells: Type of Loading Symbol Formula UnitDocument1 pageExternal Nozzle Loads Nozzle To Shells: Type of Loading Symbol Formula UnitSachinNo ratings yet
- Foundation For Horizontal VesselDocument8 pagesFoundation For Horizontal VesselSrutha KeerthiNo ratings yet
- Eq Base Shear CalculationsDocument9 pagesEq Base Shear Calculationsirshad313No ratings yet
- Date: Project:: Calculation of Wind LoadDocument2 pagesDate: Project:: Calculation of Wind LoadprabhuNo ratings yet
- Earthquake Load Calculations As Per IS1893-2002.-: Building Xyz at Mumbai. Rev - Mar2003 HSVDocument9 pagesEarthquake Load Calculations As Per IS1893-2002.-: Building Xyz at Mumbai. Rev - Mar2003 HSVeco protectionNo ratings yet
- Intermediate Head Weld StressDocument1 pageIntermediate Head Weld StressMichael HaiseNo ratings yet
- Pages From Oman WindDocument1 pagePages From Oman Windapuhapuh_153349No ratings yet
- 40 Seismic ASCE 7-02-05Document2 pages40 Seismic ASCE 7-02-05mohamedabdelalNo ratings yet
- I-Beam Properties (Old)Document5 pagesI-Beam Properties (Old)vinit soodNo ratings yet
- Mechanical Engineer-Syed Zain AliDocument5 pagesMechanical Engineer-Syed Zain AliSyedZainAliNo ratings yet
- Wind Speed Calculation As Per SP-1275Document7 pagesWind Speed Calculation As Per SP-1275Siva baalanNo ratings yet
- Foundation ForcesDocument9 pagesFoundation ForcesHemant SonawadekarNo ratings yet
- Guydes: Cable Stiffne Ss Non-Linear RangeDocument3 pagesGuydes: Cable Stiffne Ss Non-Linear RangeAli AlomyNo ratings yet
- Earthquake Load Calculations As Per IS1893-2002.-: Building Xyz at Mumbai. Rev - Mar2003 HSVDocument9 pagesEarthquake Load Calculations As Per IS1893-2002.-: Building Xyz at Mumbai. Rev - Mar2003 HSVAnonymous HJ7hmihhNo ratings yet
- Wind LoadDocument45 pagesWind LoadglaydelleNo ratings yet
- API 650 Storage Tank HRD - SubDocument7 pagesAPI 650 Storage Tank HRD - SubBimal DeyNo ratings yet
- Seismic WindDocument8 pagesSeismic WindsushilkumarNo ratings yet
- PveliteDocument5 pagesPveliteprachi chauhanNo ratings yet
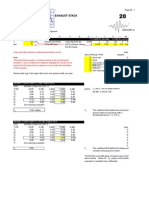
- Exhaust Stack: Engineering With The SpreadsheetDocument16 pagesExhaust Stack: Engineering With The SpreadsheetMakanjuola Ronald OlaitanNo ratings yet
- BlonditDocument5 pagesBlonditBlond MecinajNo ratings yet
- PWHT Specification References: 1 AWS D1.1/D1.1M:2010, 5.8.1, 2Document1 pagePWHT Specification References: 1 AWS D1.1/D1.1M:2010, 5.8.1, 2rustamriyadiNo ratings yet
- Wind LoadDocument5 pagesWind LoadPATEL JIGARNo ratings yet
- REF Calculations Output Code of PracticeDocument4 pagesREF Calculations Output Code of Practicekushal JeebodhunNo ratings yet
- Bolt Capacities: Grade 4.6 Bolts in S355Document3 pagesBolt Capacities: Grade 4.6 Bolts in S355Ah ChiaNo ratings yet
- ASCE 7-05 Seismic Loads - Puerto RicoDocument5 pagesASCE 7-05 Seismic Loads - Puerto Ricojrjdengineers100% (1)
- Tank 44M3Document15 pagesTank 44M3Tech DesignNo ratings yet
- Vapour Recovery Unit Foundation Loads: Mass T T Dist F1 F2 KG LB in KG MM MM N N Blower HP RPMDocument2 pagesVapour Recovery Unit Foundation Loads: Mass T T Dist F1 F2 KG LB in KG MM MM N N Blower HP RPMHomer SilvaNo ratings yet
- Daniel T. Li: Input Data Design SummaryDocument1 pageDaniel T. Li: Input Data Design SummarySELVA MUTHUKUMARANNo ratings yet
- Example On Is 1893Document27 pagesExample On Is 1893abhi6488No ratings yet
- EC3Document2 pagesEC3Bassem KhaledNo ratings yet
- Wind / Seismic Design For Horizontal Vessels: Longitudinal ForcesDocument2 pagesWind / Seismic Design For Horizontal Vessels: Longitudinal ForcesMasoodMiyanNo ratings yet
- Finite Element AnalysisDocument3 pagesFinite Element AnalysisAshley_RulzzzzzzzNo ratings yet
- Duo Pitch RoofDocument11 pagesDuo Pitch RoofAbel BerhanemeskelNo ratings yet
- CAL-ST-070!17!01 Rev01 Shipping Saddles CalculationDocument11 pagesCAL-ST-070!17!01 Rev01 Shipping Saddles CalculationgiubelloNo ratings yet
- l2cm 4 0202 RQ Tsos RaDocument16 pagesl2cm 4 0202 RQ Tsos RaidilfitriNo ratings yet
- Annexure Wind LoadDocument36 pagesAnnexure Wind LoadVijeswara RaoNo ratings yet
- Basic Wind Speed MapDocument1 pageBasic Wind Speed MapMunzuara AktherNo ratings yet
- Analysis of Corrugated Web Beam To Column Extended End Plate Connection UsingDocument75 pagesAnalysis of Corrugated Web Beam To Column Extended End Plate Connection UsingLina Lina LoulouNo ratings yet
- Stage TNK Design API 620Document28 pagesStage TNK Design API 620owenh796100% (2)
- Technical Inquiries For API Standard 620, Design & Construction of Large, Welded, Low-Pressure Storage TanksDocument12 pagesTechnical Inquiries For API Standard 620, Design & Construction of Large, Welded, Low-Pressure Storage TanksPhượng NguyễnNo ratings yet
- Welded Tanks 650Document5 pagesWelded Tanks 650arif99pakNo ratings yet
- Astm A36-A36m-2004 PDFDocument4 pagesAstm A36-A36m-2004 PDFmsalinasaguilarNo ratings yet
- Beam Design Formulas With Shear and MomentDocument20 pagesBeam Design Formulas With Shear and MomentMuhammad Saqib Abrar100% (8)
- 01 Samss 005 PDFDocument5 pages01 Samss 005 PDFjojo_323No ratings yet
- Welding SymbolsDocument5 pagesWelding Symbolsjojo_323100% (3)
- Bro Pocket GuideDocument8 pagesBro Pocket GuidepremNo ratings yet
- Mathcad Prime Keyboard ShortcutsDocument8 pagesMathcad Prime Keyboard Shortcutsjojo_323No ratings yet
- Dome Roof TableDocument1 pageDome Roof Tablejojo_323No ratings yet
- API-620 Nde TestDocument3 pagesAPI-620 Nde Testjojo_323No ratings yet
- Material Groups API 650Document2 pagesMaterial Groups API 650jojo_323100% (2)
- Soil Bearing Capacity TableDocument1 pageSoil Bearing Capacity Tablejojo_323100% (1)
- Astm A20Document1 pageAstm A20jojo_32367% (3)
- Wind Girder Table API 650Document2 pagesWind Girder Table API 650jojo_323No ratings yet
- API-620 Nde TestDocument3 pagesAPI-620 Nde Testjojo_323No ratings yet
- Dome 1Document1 pageDome 1jojo_323No ratings yet
- Special Characters - Alt Keyboard SequencesDocument2 pagesSpecial Characters - Alt Keyboard Sequencesjojo_323No ratings yet
- Live LoadsDocument1 pageLive Loadsjojo_323No ratings yet
- X-Enp (Metal Deck Nail)Document10 pagesX-Enp (Metal Deck Nail)jojo_323No ratings yet
- Special Characters - Alt Keyboard SequencesDocument2 pagesSpecial Characters - Alt Keyboard Sequencesjojo_323No ratings yet
- SS FastenersDocument1 pageSS Fastenersjojo_323No ratings yet
- Allowable Stress API-650Document1 pageAllowable Stress API-650jojo_323100% (2)
- AWWA D100 Tension TableDocument1 pageAWWA D100 Tension Tablejojo_323No ratings yet
- Thickness Limit AwwaDocument1 pageThickness Limit Awwajojo_323No ratings yet
- Aramco Wind and Seismic Data (New)Document9 pagesAramco Wind and Seismic Data (New)jojo_323No ratings yet
- Min. Nozzles Spacing API-650Document1 pageMin. Nozzles Spacing API-650jojo_323No ratings yet
- Astm Equivalent ListDocument1 pageAstm Equivalent Listjojo_323No ratings yet
- Allowable Stress API 650Document1 pageAllowable Stress API 650jojo_323No ratings yet
- Varec Pro093 Api2350 WhitepaperDocument18 pagesVarec Pro093 Api2350 WhitepaperFernando LoayzaNo ratings yet
- Let FoodsDocument7 pagesLet Foodsjojo_323No ratings yet
- NG HeleDocument18 pagesNG Helejojo_323No ratings yet
- LET WVCST-Art Appreciation1Document5 pagesLET WVCST-Art Appreciation1jojo_323No ratings yet