You might also like
- Simulación de moldes de inyección con CAEDocument5 pagesSimulación de moldes de inyección con CAEJ Andres CedilloNo ratings yet
- 002 Metodo Plan Progresivo EssDocument62 pages002 Metodo Plan Progresivo EssPablo StapsNo ratings yet
- Desarrollo y Manufactura de Un Herramental para CorteDocument64 pagesDesarrollo y Manufactura de Un Herramental para CorteArmando SánchezNo ratings yet
- Troqueles progresivos para altas produccionesDocument49 pagesTroqueles progresivos para altas produccionesgiovannihurtadoNo ratings yet
- Construccion de MatricesDocument10 pagesConstruccion de MatricesDaniel SaenzNo ratings yet
- Cola de PescadoDocument14 pagesCola de PescadoGiovany Alberto MonsalveNo ratings yet
- Calculos y Condiciones Requeridos para El Diseño de Un TroquelDocument7 pagesCalculos y Condiciones Requeridos para El Diseño de Un TroquelVazz MNo ratings yet
- PlacasDocument6 pagesPlacasbernardoNo ratings yet
- Proceso de Moldeo Por SopladoDocument14 pagesProceso de Moldeo Por SopladoMarlon Andres Cajamarca VegaNo ratings yet
- 03.2diseno Del Sistema de Expulsion Completo PDFDocument27 pages03.2diseno Del Sistema de Expulsion Completo PDFadilo94No ratings yet
- Moldwizard BasicoDocument277 pagesMoldwizard Basicoismael100% (1)
- Diseño Matriz ProgresivaDocument164 pagesDiseño Matriz ProgresivaRafael FernandezNo ratings yet
- Cálculo de Cantidad de Cavidades en Moldes de Inyección (PVC)Document5 pagesCálculo de Cantidad de Cavidades en Moldes de Inyección (PVC)Juan Carlos Acuña SalazarNo ratings yet
- 3 Metodo PlanDocument27 pages3 Metodo PlanVictor HugoNo ratings yet
- Conformación de piezas en matriceríaDocument22 pagesConformación de piezas en matriceríaRuben MondragonNo ratings yet
- 02 Molde de InyecciónDocument20 pages02 Molde de InyecciónDaniel VelasquezNo ratings yet
- Embutición y Diseño Constructivo de MatricesDocument9 pagesEmbutición y Diseño Constructivo de MatricesKitman Achahui MartinezNo ratings yet
- 10 Mantenimiento Troqueles - PPDocument60 pages10 Mantenimiento Troqueles - PPelmerNo ratings yet
- Ejemplo Calculo de Muelles para TroquelesDocument4 pagesEjemplo Calculo de Muelles para TroquelesjdcarvajalNo ratings yet
- ASCAMM - Desarrollo y Estudios de Moldes de PlásticoDocument127 pagesASCAMM - Desarrollo y Estudios de Moldes de PlásticoJosep BadiaNo ratings yet
- Teoría de la embutición: procesos, fuerzas y tipos de embutición en fríoDocument26 pagesTeoría de la embutición: procesos, fuerzas y tipos de embutición en fríoGerbercp Condori PalaciosNo ratings yet
- Reglas de MoldesDocument55 pagesReglas de Moldesgtrevi_oNo ratings yet
- ElectroerocionDocument16 pagesElectroerocionalexanderNo ratings yet
- Diseño de Matrices para La Fabricacion de Piezas de Una EngrampadoraDocument46 pagesDiseño de Matrices para La Fabricacion de Piezas de Una EngrampadoraKriz Huanca Valero0% (1)
- Modelos y MoldesDocument14 pagesModelos y MoldesrobertoNo ratings yet
- 4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFDocument3 pages4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFGreg Javier SaavedraNo ratings yet
- DiseñoMoldeDocument8 pagesDiseñoMoldeDaniel VilchesNo ratings yet
- 5 SimulaDocument15 pages5 SimulaDeidaraNo ratings yet
- Documento Guia para Seleccion de AcerosDocument26 pagesDocumento Guia para Seleccion de Acerosalex100preNo ratings yet
- Curso MCIPIOnline Septiembre 2020Document167 pagesCurso MCIPIOnline Septiembre 2020Lucio Mallqui PizarroNo ratings yet
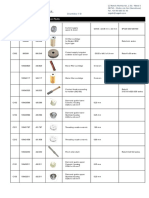
- Charmilles consumables and wear parts for EDM machinesDocument9 pagesCharmilles consumables and wear parts for EDM machinesJosep Vinyes ÀvilaNo ratings yet
- Paper Final-Diseño de Troquel de EmbutidoDocument19 pagesPaper Final-Diseño de Troquel de EmbutidolufefoNo ratings yet
- 1 Nacimiento de Un Barreno en EspanolDocument54 pages1 Nacimiento de Un Barreno en EspanolDavid Rodriguez100% (1)
- Hilo FIKUS PDFDocument98 pagesHilo FIKUS PDFJosep Vinyes ÀvilaNo ratings yet
- Ciclo 2 PDFDocument148 pagesCiclo 2 PDFDiego Andres Diaz CuervoNo ratings yet
- Laboratorios SecuencialesDocument8 pagesLaboratorios SecuencialesYeseniaSuarezNo ratings yet
- LIBROModeladoProcesosManufactura PDFDocument279 pagesLIBROModeladoProcesosManufactura PDFSaúl VázquezNo ratings yet
- IFC Family Business Governance Handbook - SpanishDocument62 pagesIFC Family Business Governance Handbook - SpanishIFC SustainabilityNo ratings yet
- Analisis de Circuitos Electricos - Ing MecatronicaDocument8 pagesAnalisis de Circuitos Electricos - Ing MecatronicaasmedmirandaNo ratings yet
- Conceptos Basicos en Diseño de Piezas de Plástico para InyecciónDocument17 pagesConceptos Basicos en Diseño de Piezas de Plástico para Inyeccióngarci333No ratings yet
- Moldeo Por SopladoDocument19 pagesMoldeo Por SopladoRoyner Castro PerezNo ratings yet
- DanlyIEM Postes Bujes PulgadasDocument40 pagesDanlyIEM Postes Bujes PulgadasLeo VillagránNo ratings yet
- MolInyPlasDocument27 pagesMolInyPlasmaloga_1No ratings yet
- Velocidades de CorteDocument28 pagesVelocidades de CorteOrlandoLGodosNo ratings yet
- Ejemplos de Uso de La Aplicación Del CPPLASTDocument25 pagesEjemplos de Uso de La Aplicación Del CPPLASTJohn SuperdetalleNo ratings yet
- Procesamiento plásticosDocument14 pagesProcesamiento plásticosElmer VásquezNo ratings yet
- Proceso de Embutido de Chapas MetálicasDocument6 pagesProceso de Embutido de Chapas MetálicasbfalcaldeNo ratings yet
- PartesDeUnaTroqueladora2 MFTODocument4 pagesPartesDeUnaTroqueladora2 MFTOFernanda Trinidad OrnelasNo ratings yet
- Manual para El RectificadoDocument54 pagesManual para El RectificadoJOSE ABRAHAM CARDONA LOZOYANo ratings yet
- Procesos de Manufactura Resumen RapidoDocument9 pagesProcesos de Manufactura Resumen RapidoHenry SebastianNo ratings yet
- TECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Document6 pagesTECNOLOGIA DE LAS MAQUINAS HERRAMIENTA Unidad 4Julio C. Camargo Santos100% (2)
- Tema Vii Costo Minimo y OportunidadDocument22 pagesTema Vii Costo Minimo y OportunidadLuis PintoNo ratings yet
- Tarea 2 - Mary Ponce - Sistema de CostosDocument8 pagesTarea 2 - Mary Ponce - Sistema de CostosElizabeth Ponce PogoNo ratings yet
- Su Objetivo Es DobleDocument6 pagesSu Objetivo Es DobleAndrywPinaNo ratings yet
- Unidad Ii Costo EstimadoDocument16 pagesUnidad Ii Costo Estimadoanon_67449345No ratings yet
- Tutorial Solidworks Costing y Solidworks SustainabilityDocument16 pagesTutorial Solidworks Costing y Solidworks SustainabilitySergio Cantillo Luna100% (1)
- Aplicación Docente para El Cálculo de Sistemas de Alimentación deDocument9 pagesAplicación Docente para El Cálculo de Sistemas de Alimentación demarcotulio123No ratings yet
- TFM - Gardel - Ga Mez - Daniel - PDFDocument145 pagesTFM - Gardel - Ga Mez - Daniel - PDFIrvinNo ratings yet
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109From EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Rating: 3.5 out of 5 stars3.5/5 (2)
- 3671Oliveros-La Enseñanza de La Matemática para Los Docentes de EducaciónDocument3 pages3671Oliveros-La Enseñanza de La Matemática para Los Docentes de EducaciónJOHNMOR41No ratings yet
- Capitulo 3 Estudio de Tiempos Con CronometroDocument51 pagesCapitulo 3 Estudio de Tiempos Con CronometroIngCarolinaFernandezGuzmanNo ratings yet
- 3200Soguero-Una Experiencia de Investigación y Comunicación en Las AulasDocument6 pages3200Soguero-Una Experiencia de Investigación y Comunicación en Las AulasJOHNMOR41No ratings yet
- Una Experiencia Utilizando Calculadoras en La Enseñanza Del CálculoDocument3 pagesUna Experiencia Utilizando Calculadoras en La Enseñanza Del CálculoJOHNMOR41No ratings yet
- Aplicación de Los Tipos de Cambio para Efectos Contables y TributariosDocument1 pageAplicación de Los Tipos de Cambio para Efectos Contables y TributariosJOHNMOR41No ratings yet
- Estudio de CasoDocument16 pagesEstudio de CasoanayaerikNo ratings yet
- ASIENTOSDEIMPORTACIONDocument4 pagesASIENTOSDEIMPORTACIONLuis Enrique RomaniNo ratings yet
- 3671Oliveros-La Enseñanza de La Matemática para Los Docentes de EducaciónDocument3 pages3671Oliveros-La Enseñanza de La Matemática para Los Docentes de EducaciónJOHNMOR41No ratings yet
- Costo Dereproduccion de Documentos Ley 20285Document2 pagesCosto Dereproduccion de Documentos Ley 20285JOHNMOR41No ratings yet
- 313 Metodos EstadisticosDocument7 pages313 Metodos EstadisticosJOHNMOR41No ratings yet
- Distribución de Costos de ImportaciónDocument41 pagesDistribución de Costos de ImportaciónJOHNMOR41No ratings yet
- Procedimiento Correcto para Un Cierre ContableDocument2 pagesProcedimiento Correcto para Un Cierre ContableJOHNMOR41No ratings yet
- Calcule Sus Costos de ImporacionDocument63 pagesCalcule Sus Costos de ImporacionJOHNMOR41No ratings yet
- Contabilización de Las Importaciones Al Amparo de Las NIFF para Las PYMESDocument13 pagesContabilización de Las Importaciones Al Amparo de Las NIFF para Las PYMESJOHNMOR41No ratings yet
- Medicion y Mejoramiento de La ProductividadDocument55 pagesMedicion y Mejoramiento de La ProductividadMathias Leiva100% (7)
- 3.5 Ejemplos Estudio de TiemposDocument5 pages3.5 Ejemplos Estudio de TiemposElizeo Taylor VillanuevaNo ratings yet
- Macro VBA para Un Formato Condicional en ExcelDocument1 pageMacro VBA para Un Formato Condicional en ExcelJOHNMOR41No ratings yet
- Medición del trabajo enDocument5 pagesMedición del trabajo encandyromoNo ratings yet
- Macro Por Eventos para Buscar Una Dato y Coloca en La Columna Palomeado La Palabra Que Ud ElijaDocument2 pagesMacro Por Eventos para Buscar Una Dato y Coloca en La Columna Palomeado La Palabra Que Ud ElijaJOHNMOR41No ratings yet
- MACRO Que Busca Los Códigos de La Columna A en La Columna DDocument2 pagesMACRO Que Busca Los Códigos de La Columna A en La Columna DJOHNMOR41No ratings yet
- Macro para Buscar Coincidencias Entre Dos ColumnasDocument1 pageMacro para Buscar Coincidencias Entre Dos ColumnasJOHNMOR41No ratings yet
- NIC16ActivosFijosDocument104 pagesNIC16ActivosFijosMiguel Angel Morales ApazaNo ratings yet
- Macro Donde Encuentra Blanquear Deja La Celda VaciaDocument1 pageMacro Donde Encuentra Blanquear Deja La Celda VaciaJOHNMOR41No ratings yet
- Macro para Rellenar Las Celdas Vacias de Una Columna Con La Palabra VaciaDocument2 pagesMacro para Rellenar Las Celdas Vacias de Una Columna Con La Palabra VaciaJOHNMOR41No ratings yet
- Macro para Poner Apostrefe A Las Celdas de Una ColumnaDocument1 pageMacro para Poner Apostrefe A Las Celdas de Una ColumnaJOHNMOR41No ratings yet
- Macro Donde Encuentra Blanquear Deja La Celda VaciaDocument1 pageMacro Donde Encuentra Blanquear Deja La Celda VaciaJOHNMOR41No ratings yet
- Macro para Eliminar Filas de Cualquier Columna Segun CriterioDocument1 pageMacro para Eliminar Filas de Cualquier Columna Segun CriterioJOHNMOR41No ratings yet
- Comando EjecutarDocument5 pagesComando EjecutarSer AlBerNo ratings yet
- Macro Que Redondea Filas FiltradasDocument1 pageMacro Que Redondea Filas FiltradasJOHNMOR41No ratings yet
- Codigos AsciiDocument1 pageCodigos AsciiJOHNMOR41No ratings yet
- El Sello Del Espíritu SantoDocument4 pagesEl Sello Del Espíritu Santocarloaldfer777No ratings yet
- Habilidades sociales esencialesDocument18 pagesHabilidades sociales esencialesmariacillerNo ratings yet
- Traileres Permanencia Marca Kiter SimhaDocument4 pagesTraileres Permanencia Marca Kiter SimhaPaulo Fernando MarchánNo ratings yet
- Acta Acuerdo ATE Reg05Document3 pagesActa Acuerdo ATE Reg05MinutoYaNo ratings yet
- Apuntes Estrato y EstratificaciónDocument4 pagesApuntes Estrato y EstratificaciónKaricat_aideNo ratings yet
- NOCTURNAL Total La Distancia DetallesDocument5 pagesNOCTURNAL Total La Distancia DetallesDiarios camNo ratings yet
- Especificaciones TecnicasDocument26 pagesEspecificaciones TecnicasEvelio Rincon LozanoNo ratings yet
- Lecciones Aprendidas PDC Azero y Guadalquivir 040821Document23 pagesLecciones Aprendidas PDC Azero y Guadalquivir 040821Miguel ChNo ratings yet
- TDR CuchisDocument3 pagesTDR CuchisRubenQZNo ratings yet
- Proyecto de Instalación Eléctrica en Baja Tensión Con SubestaciónDocument42 pagesProyecto de Instalación Eléctrica en Baja Tensión Con SubestaciónEmilioAntonioJimenezFloresNo ratings yet
- TS SHA 2018 Es Compartir Modelos y ArchivosDocument450 pagesTS SHA 2018 Es Compartir Modelos y ArchivosLuis Cristhoper Larios ChilonNo ratings yet
- Respuestas7B PDFDocument4 pagesRespuestas7B PDFRenato DonosoNo ratings yet
- Capitulo #3 NeutomarketingDocument22 pagesCapitulo #3 NeutomarketingLau SanttyNo ratings yet
- Examen Parcial - Semana 4 - Inv - Primer Bloque-Gestion de Inventarios y Almacenamiento - (Grupo2)Document9 pagesExamen Parcial - Semana 4 - Inv - Primer Bloque-Gestion de Inventarios y Almacenamiento - (Grupo2)Lozano Nelson Fabian0% (1)
- CUESTIONARIOS Etica Prof PDFDocument2 pagesCUESTIONARIOS Etica Prof PDFYue Huǒ MǎNo ratings yet
- Bitácora 1Document2 pagesBitácora 1Jose ParsonsNo ratings yet
- Tarea 4.1. Informe Sobre La Anatomía HumanaDocument9 pagesTarea 4.1. Informe Sobre La Anatomía HumanaSanty Ortiz100% (1)
- Valores Eticos SENA PDFDocument4 pagesValores Eticos SENA PDFMaryNo ratings yet
- Elaboración Del Plan de Mantenimiento para La Linea de Producción Del Ladrillo en La Empresa Ladrillera Arcillas LtdaDocument166 pagesElaboración Del Plan de Mantenimiento para La Linea de Producción Del Ladrillo en La Empresa Ladrillera Arcillas Ltdahumberto quamiNo ratings yet
- Practica Final de SeguridadDocument4 pagesPractica Final de Seguridadwerlintuwn bartoloNo ratings yet
- Mito y Verdades de La Violencia de GeneroDocument25 pagesMito y Verdades de La Violencia de GeneroDelina BaldNo ratings yet
- Ensayo Conceptos Basicos de La Legislacion DocumentalDocument2 pagesEnsayo Conceptos Basicos de La Legislacion DocumentalLUCY CONSTAIN100% (1)
- Informe Del Residente #02-CovidDocument12 pagesInforme Del Residente #02-CovidCOCING Ingenieros SACNo ratings yet
- En Busqueda de La FelicidadDocument7 pagesEn Busqueda de La FelicidadVanessa DagandNo ratings yet
- 1, 2, 3 Por Todos Los Derechos de Niñas, Niños y Adolescentes, Sin Discriminaciónactividad 4-10-10Document7 pages1, 2, 3 Por Todos Los Derechos de Niñas, Niños y Adolescentes, Sin Discriminaciónactividad 4-10-10SSPC OADPRS100% (1)
- Sist. Nerv. Ba Eapcb 2022 2Document35 pagesSist. Nerv. Ba Eapcb 2022 2ANGELA SILVANA ROBLES PACORANo ratings yet
- ANÁLISIS ESTRATÉGICO DE JUMBO: CLIENTES, COLABORADORES, PROVEEDORES Y COMUNIDADDocument4 pagesANÁLISIS ESTRATÉGICO DE JUMBO: CLIENTES, COLABORADORES, PROVEEDORES Y COMUNIDADYurani GuamangaNo ratings yet
- Perfil profesional Ingeniero MecánicoDocument4 pagesPerfil profesional Ingeniero MecánicoAndrea EspinoNo ratings yet
- Banco de Preguntas Cepru Oficial Primer Examen 2023 PDFDocument5 pagesBanco de Preguntas Cepru Oficial Primer Examen 2023 PDFEdgar Cordova OliveraNo ratings yet
- Partes de Una Publicacion EditorialDocument12 pagesPartes de Una Publicacion EditorialOrlando Moreno RamirezNo ratings yet