You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Yamaha Yzf-R15 CatalogueDocument59 pagesYamaha Yzf-R15 CatalogueAnonymous KoA00wXXD85% (60)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Yamaha Exciter 440 EX440 1980Document18 pagesYamaha Exciter 440 EX440 1980mkaukolaNo ratings yet
- Seminar Presentation Dual FuelDocument20 pagesSeminar Presentation Dual FuelRohan Patil100% (8)
- 4f50n CompleteDocument58 pages4f50n CompleteCarlos Treviño100% (1)
- Removal Procedure: NoticeDocument2 pagesRemoval Procedure: NoticeANo ratings yet
- Autopilot KFC200Document5 pagesAutopilot KFC200JuanOñateNo ratings yet
- Terra SV Digital BrochureDocument21 pagesTerra SV Digital BrochureJoselito Azarraga VNo ratings yet
- 50SG Gas Engine Technology BrochureDocument16 pages50SG Gas Engine Technology BrochureGusDrakeNo ratings yet
- BH 50M PDFDocument4 pagesBH 50M PDFAnbarasanNo ratings yet
- Lab Report 4Document6 pagesLab Report 4MALIK MUHAMMAD HAMZA FAROOQ MALIK MUHAMMAD FAROOQNo ratings yet
- Data-Tech 2013 Hyundai Santa Fe Sport 2.4L GDI-Engine and Transmission Assembly - Ensamble de Motor y TransmisionDocument17 pagesData-Tech 2013 Hyundai Santa Fe Sport 2.4L GDI-Engine and Transmission Assembly - Ensamble de Motor y TransmisionRubenNo ratings yet
- 2007 Honda CR-V Bearing (FRT) : Ref Req Your No. Qty. Price Part No. Part Description Qty. CartDocument2 pages2007 Honda CR-V Bearing (FRT) : Ref Req Your No. Qty. Price Part No. Part Description Qty. CartBrumeNo ratings yet
- Defender V8 Supplement LRL0185ENGDocument295 pagesDefender V8 Supplement LRL0185ENGPieter SteenkampNo ratings yet
- Camshafts and Understanding The NumbersDocument5 pagesCamshafts and Understanding The NumbersMark ReadNo ratings yet
- SYMC Eu IV DTC Description V1 070307Document28 pagesSYMC Eu IV DTC Description V1 070307Sooziet RegmiNo ratings yet
- VC8 Brochure PDFDocument2 pagesVC8 Brochure PDFJosé GomesNo ratings yet
- Hantek 1008C USB 8CH Automotive Diagnostic Oscilloscope DAQ Program GeneratorDocument7 pagesHantek 1008C USB 8CH Automotive Diagnostic Oscilloscope DAQ Program GeneratorMohamed Wahieb100% (1)
- Petrol Engine: Working CyclesDocument7 pagesPetrol Engine: Working CyclesBrijesh Patel100% (1)
- Volvo Penta MD11C-17C WorkshopDocument48 pagesVolvo Penta MD11C-17C WorkshopBojan MrđaNo ratings yet
- Seminar (Cylinder Deactivation)Document3 pagesSeminar (Cylinder Deactivation)dinuNo ratings yet
- 5 - Supercharging and TurbochargingDocument21 pages5 - Supercharging and TurbochargingAshik HasanNo ratings yet
- Ecs 1KDDocument23 pagesEcs 1KDISAAC SIDIBENo ratings yet
- HG Metaris MA10V Cut-Sheet WebDocument4 pagesHG Metaris MA10V Cut-Sheet Webpiyush sharmaNo ratings yet
- A Technical Report On Student Industrial Work Experience Scheme (SIWES) Undertaken atDocument14 pagesA Technical Report On Student Industrial Work Experience Scheme (SIWES) Undertaken atEzeji George100% (1)
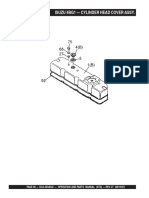
- Isuzu 4Bg1 - Cylinder Head Cover AssyDocument75 pagesIsuzu 4Bg1 - Cylinder Head Cover AssyTasha RozsokhaNo ratings yet
- Front AxleDocument15 pagesFront AxleJohn fredy cuervoNo ratings yet
- Description of The Bicycle Vocabulary WordsDocument5 pagesDescription of The Bicycle Vocabulary WordsAnderson xiaoNo ratings yet
- Agle UGS: Ve Hi Cle Type S: TT 4, TT 5, TT 6, & TT 8 Engine Type: Isuzu Diesel 4JB1 & 4JG1 Engine ModelsDocument85 pagesAgle UGS: Ve Hi Cle Type S: TT 4, TT 5, TT 6, & TT 8 Engine Type: Isuzu Diesel 4JB1 & 4JG1 Engine ModelsAhmat Yulianto100% (1)
- P 460 Motorkettensaege BJ 2008 AlpinaDocument6 pagesP 460 Motorkettensaege BJ 2008 AlpinaAntónio PedrosaNo ratings yet
- MAN D20 EngineDocument4 pagesMAN D20 EngineAleksey Reshin75% (4)