You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Air Insulated Ring Main Unit:, United KingdomDocument4 pagesAir Insulated Ring Main Unit:, United KingdomAyan BanerjeeNo ratings yet
- Thin Film Deposition MethodsDocument14 pagesThin Film Deposition MethodsoktavNo ratings yet
- Thermal Pr0perties of CeramicsDocument5 pagesThermal Pr0perties of CeramicsaufaNo ratings yet
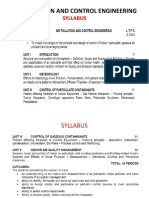
- APCE-Oce551 Unit 1Document36 pagesAPCE-Oce551 Unit 1Bhuvanapriyan S100% (1)
- 20146501.pdf Ga75vsdDocument34 pages20146501.pdf Ga75vsdCHATEAUVIEUX Patrick100% (1)
- Catalog Series 212 Composite Asco Global en 3674082Document5 pagesCatalog Series 212 Composite Asco Global en 3674082LuisNo ratings yet
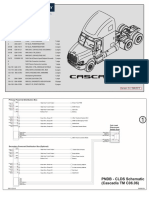
- Cascadia PrtPak 09AUG13Document44 pagesCascadia PrtPak 09AUG13Raul LunaNo ratings yet
- Original PDF Physical Geology Today by Damian Nance PDFDocument41 pagesOriginal PDF Physical Geology Today by Damian Nance PDFnoe.simons469100% (24)
- Fuel Cell or Battery Electric Cars Are The Future-07Document9 pagesFuel Cell or Battery Electric Cars Are The Future-07jshreya100% (1)
- Electric Operacion RENR3037!03!01 - ALLDocument60 pagesElectric Operacion RENR3037!03!01 - ALLRaúl Alberto Zang100% (1)
- HPCL-02 - Hvac Piping LayoutDocument1 pageHPCL-02 - Hvac Piping LayoutBN YADAVNo ratings yet
- Alkylation PDFDocument7 pagesAlkylation PDFVasthadu Vasu Khanan DLNo ratings yet
- LPG Co-MinglingDocument17 pagesLPG Co-MinglingderhgawenrahulNo ratings yet
- ABB - OPR Lightning - p31-p31Document1 pageABB - OPR Lightning - p31-p31Indra WanNo ratings yet
- Ott 999 0063 17 00Document9 pagesOtt 999 0063 17 00cristidonaNo ratings yet
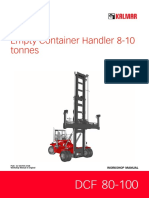
- Workshop DCF80-100 3B GB PDFDocument868 pagesWorkshop DCF80-100 3B GB PDFsubhan.ubaedillahNo ratings yet
- Vimp Question Chem: A) 8,8 B) 4,4 C) 6,6 D) 8,4Document3 pagesVimp Question Chem: A) 8,8 B) 4,4 C) 6,6 D) 8,4Ankit SinghNo ratings yet
- Manual-4 6 7Document412 pagesManual-4 6 7Nina Brown100% (1)
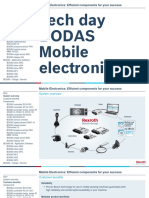
- Bodas Service FullDocument21 pagesBodas Service Fullvivs100% (1)
- ICD Brookfield Place Brochure 05.05.2021Document24 pagesICD Brookfield Place Brochure 05.05.2021Febin ShakibNo ratings yet
- Nichrome Wire Data SheetDocument1 pageNichrome Wire Data SheetchowdareiNo ratings yet
- TwingoDocument26 pagesTwingoDumitru-Lucian PurcaruNo ratings yet
- 09 MaschinenfabrikReinhausen On LoadTap ChangerDocument28 pages09 MaschinenfabrikReinhausen On LoadTap Changerhardian syaputraNo ratings yet
- Astava Interlocking SolutionsDocument11 pagesAstava Interlocking SolutionsatrevinomNo ratings yet
- 092 M-002 Mechanical Symbols and LegendsDocument1 page092 M-002 Mechanical Symbols and Legendseuri08No ratings yet
- Electrical Field Test Procedures TPD2006 v6 PDFDocument38 pagesElectrical Field Test Procedures TPD2006 v6 PDFbaljeetjatNo ratings yet
- Samsung MH080FXCA4A Service ManualDocument108 pagesSamsung MH080FXCA4A Service ManualKYAW SAN OO100% (5)
- Turret & Installation Challenges: Espirito Santo FPSODocument26 pagesTurret & Installation Challenges: Espirito Santo FPSOUthanmalliah NagarajanNo ratings yet
- Engine Oil CoolerDocument2 pagesEngine Oil Coolerma.powersourceNo ratings yet
- DPI - Jul-Aug 16Document59 pagesDPI - Jul-Aug 16ratninp9368No ratings yet