You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MUMBAI ConsultantsDocument43 pagesMUMBAI ConsultantsER RaviNo ratings yet
- One Page Mistake ProofingDocument1 pageOne Page Mistake Proofingtuan mai vanNo ratings yet
- Remembering Thanu Padmanabhan - The HinduDocument3 pagesRemembering Thanu Padmanabhan - The HinduIucaa libraryNo ratings yet
- Philippine Ecd Checklist Class Summary (Post-Test) SY: 2022-2023Document5 pagesPhilippine Ecd Checklist Class Summary (Post-Test) SY: 2022-2023UltravioletHeartNo ratings yet
- Refrigeration and Air ConditioningDocument41 pagesRefrigeration and Air Conditioningrejeesh_rajendranNo ratings yet
- Teaching Profession Activities On Modules 1 2Document9 pagesTeaching Profession Activities On Modules 1 2Ana Lea AlmazanNo ratings yet
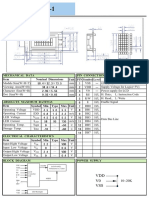
- V0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemDocument1 pageV0 VSS VDD: Unit PIN Symbol Level Nominal Dimensions Pin Connections Function Mechanical Data ItemBasir Ahmad NooriNo ratings yet
- Nursery Car Seat Supplement 2023Document40 pagesNursery Car Seat Supplement 2023doniNo ratings yet
- Form-1: Application Form For Gate Registration Fee Refund Under Teqip-IiiDocument1 pageForm-1: Application Form For Gate Registration Fee Refund Under Teqip-IiiWasim LaskarNo ratings yet
- DuffDocument44 pagesDuffNikolai_No ratings yet
- High Low MethodDocument4 pagesHigh Low MethodSamreen LodhiNo ratings yet
- Accenture United Nations Global Compact IndexDocument4 pagesAccenture United Nations Global Compact IndexBlasNo ratings yet
- B1+ Exam MappingDocument3 pagesB1+ Exam Mappingmonika krajewskaNo ratings yet
- Questionnaire Supply ChainDocument4 pagesQuestionnaire Supply ChainKshatriy'as ThigalaNo ratings yet
- Collimation of Binoculars With A LampDocument33 pagesCollimation of Binoculars With A LampchristianNo ratings yet
- The European Code of Conduct For Research IntegrityDocument24 pagesThe European Code of Conduct For Research Integritytajsis100% (1)
- Title DefenseDocument3 pagesTitle DefenseLiezl Sabado100% (1)
- Reports On TECHNICAL ASSISTANCE PROVIDED by The Teachers To The Learners / Learning FacilitatorsDocument2 pagesReports On TECHNICAL ASSISTANCE PROVIDED by The Teachers To The Learners / Learning FacilitatorsJerv AlferezNo ratings yet
- S&S PDFDocument224 pagesS&S PDFMohammed MateenNo ratings yet
- Ee - Lab ReportDocument36 pagesEe - Lab ReportNoshaba Noreen75% (4)
- Final Model Paper Computer Science HSSC-IIDocument9 pagesFinal Model Paper Computer Science HSSC-IIMUhammad Milad AwanNo ratings yet
- Inventory Counting in Inventory ManagementDocument15 pagesInventory Counting in Inventory ManagementDinesh GuptaNo ratings yet
- Technical Seminar Report CV94Document62 pagesTechnical Seminar Report CV941MS19CV053 KARTHIK B SNo ratings yet
- GCE A - AS Level Biology A Topic Test - Biodiversity, Evolution and DiseaseDocument25 pagesGCE A - AS Level Biology A Topic Test - Biodiversity, Evolution and Diseasearfaat shahNo ratings yet
- Excavation and Trenching Implementation PlanDocument29 pagesExcavation and Trenching Implementation Planracing.phreakNo ratings yet
- Lac CultureDocument7 pagesLac CultureDhruboNo ratings yet
- Pests and Diseases Identification in MangoDocument4 pagesPests and Diseases Identification in MangoBaino Olpugad Gerald100% (1)
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityShruti BiradarNo ratings yet
- Respons 910 Analyzer: Operator's ManualDocument246 pagesRespons 910 Analyzer: Operator's ManualUmashankar LoganathanNo ratings yet
- AVT 2217 Module 5 Aiport Lighting SystemDocument15 pagesAVT 2217 Module 5 Aiport Lighting SystemJane PazNo ratings yet