You might also like
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Circulation Phenomena in the Clinkerization ProcessDocument58 pagesCirculation Phenomena in the Clinkerization ProcessZein Khalifa100% (2)
- Cement Kilns-Chlorine Impact On ProcessDocument27 pagesCement Kilns-Chlorine Impact On Processmuhaisen2009100% (4)
- Kiln Heat and Mass Balance September 2010Document20 pagesKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Kiln Heat-Up, Optimun Kiln OperationDocument42 pagesKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- 04.04 Kiln Operations Guide Lines - ENGDocument23 pages04.04 Kiln Operations Guide Lines - ENGbrenbra50% (2)
- Flame For Cement Kilns KP Pradeep KumarDocument62 pagesFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- Mechanism of Clinker Coating Formation & FlameDocument39 pagesMechanism of Clinker Coating Formation & FlameNael93% (14)
- Tips On Kiln OperationDocument10 pagesTips On Kiln OperationElwathig Bakhiet100% (2)
- Kiln Feed Mix CalculationsDocument2 pagesKiln Feed Mix CalculationsElwathig Bakhiet100% (3)
- By Pass SystemDocument56 pagesBy Pass SystemIrshad Hussain100% (2)
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- Duoflex BurnerDocument6 pagesDuoflex Burnersinghite100% (1)
- IEE Handout 2Document2 pagesIEE Handout 2Sunil DeshmukhNo ratings yet
- Clinker Vs Kiln Feed FactorDocument3 pagesClinker Vs Kiln Feed Factorvvijaybhan100% (6)
- Kiln System Operations - by Gerald L Young and F. M.millerDocument44 pagesKiln System Operations - by Gerald L Young and F. M.millersadatjafari100% (2)
- Difference between ASR and MSO3 ratios for cement clinker productionDocument2 pagesDifference between ASR and MSO3 ratios for cement clinker productionavisgop100% (2)
- Red RiverDocument16 pagesRed RiverNael100% (1)
- Preheat ProcessDocument42 pagesPreheat Processtricky77780% (10)
- Kiln Emergency YSDocument50 pagesKiln Emergency YSShadi Al Habbal100% (3)
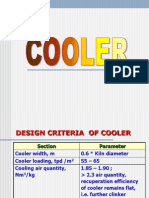
- Cooler Design and Operation CriteriaDocument19 pagesCooler Design and Operation Criteriatricky777100% (1)
- Coal Flames For Cement KilnsDocument62 pagesCoal Flames For Cement KilnsvvijaybhanNo ratings yet
- Coating kiln refractory liningsDocument8 pagesCoating kiln refractory liningsAnonymous NxpnI6jC100% (1)
- Grate Cooler Thermal AnalysisDocument14 pagesGrate Cooler Thermal Analysisaman131No ratings yet
- Calcination DegreeDocument1 pageCalcination DegreeHazem Diab100% (1)
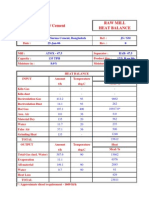
- Raw Mill Heat BalanceDocument1 pageRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- Kiln QuestionsDocument234 pagesKiln Questionsbasavaraju535100% (2)
- Clinker Kiln TheoryDocument37 pagesClinker Kiln TheoryMehmet C100% (1)
- 7 Most Common Problem in Pyro Processing For Kiln and CoolerDocument10 pages7 Most Common Problem in Pyro Processing For Kiln and CoolerVipan Kumar DograNo ratings yet
- Raw Mix DesignDocument22 pagesRaw Mix DesignRizwanKhan100% (1)
- Heat Calculation by SG.Document26 pagesHeat Calculation by SG.TIRIANTO0% (2)
- Cement IndustryDocument27 pagesCement IndustryAhmed Mahmoud100% (1)
- Kiln Burner Flame Momentum CalculationDocument6 pagesKiln Burner Flame Momentum CalculationVijay BhanNo ratings yet
- CM 2 Filling DegreeDocument9 pagesCM 2 Filling DegreeElwathig BakhietNo ratings yet
- Raw Material Challenges in Cement ProductionDocument12 pagesRaw Material Challenges in Cement Productionm_verma21No ratings yet
- Cement Kiln Performance CalculationsDocument9 pagesCement Kiln Performance Calculationsvvijaybhan0% (2)
- Rings & Buildups Formation in Cement KilnDocument13 pagesRings & Buildups Formation in Cement KilnNael93% (14)
- Cement Kiln Liquid PhaseDocument5 pagesCement Kiln Liquid Phaseمعاوية محمد50% (2)
- Alk-SO3-Cl Balance - v2.1Document4 pagesAlk-SO3-Cl Balance - v2.1shani5573100% (4)
- PREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTDocument19 pagesPREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTali100% (2)
- Brown ClinkerDocument21 pagesBrown ClinkerTamer Fathy0% (1)
- V2 Materials Technology 2Document526 pagesV2 Materials Technology 2Liya Nur SholihahNo ratings yet
- Influences of Silica ModulusDocument20 pagesInfluences of Silica ModulusHazem Diab100% (6)
- Kiln and Cooler OptimizationDocument59 pagesKiln and Cooler Optimizationtricky777100% (12)
- Raw Mix Composition Quality Control & Calculation MethodsDocument11 pagesRaw Mix Composition Quality Control & Calculation MethodsHazem DiabNo ratings yet
- Forms of Alkalies and Their Effect On Clinker FormationDocument11 pagesForms of Alkalies and Their Effect On Clinker Formationkonstantina139No ratings yet
- Optimize Vertical Roller Mills OperationsDocument4 pagesOptimize Vertical Roller Mills OperationsSai Sricharan Reddy83% (6)
- Cement Manufacturing Using Alternative Fuels and The Advantages of Process ModellingDocument6 pagesCement Manufacturing Using Alternative Fuels and The Advantages of Process ModellingStefan StrutzNo ratings yet
- Petroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncDocument11 pagesPetroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncTruong Giang Vo100% (1)
- Fine Tuning A CFBC Boiler PDFDocument12 pagesFine Tuning A CFBC Boiler PDFrikumohanNo ratings yet
- Petroleum Coke Utilization For Cement Kiln FiringDocument8 pagesPetroleum Coke Utilization For Cement Kiln FiringSyeed SofieNo ratings yet
- Pet Coke PDFDocument6 pagesPet Coke PDFMutyala Satya Vara Prasad100% (1)
- Alternative Fuels in Cement IndustryDocument25 pagesAlternative Fuels in Cement IndustryDinh Viet Hai67% (3)
- Agroni KokbidoniDocument14 pagesAgroni KokbidoniVisi GjNo ratings yet
- Survival Fuels: Technical ForumDocument2 pagesSurvival Fuels: Technical ForumElwathig Bakhiet100% (1)
- Detailed Project Report For Pollution 26-12-17Document11 pagesDetailed Project Report For Pollution 26-12-17NAVKAR PUNENo ratings yet
- KC 1.8 Chloride Cycles PDFDocument4 pagesKC 1.8 Chloride Cycles PDFgabigrig100% (1)
- Apros & Aspen DynamicsDocument11 pagesApros & Aspen Dynamicskonstantina139No ratings yet
- Pilot Plant Studies - Benson Et Al PDFDocument48 pagesPilot Plant Studies - Benson Et Al PDFkonstantina139No ratings yet
- Calculations of Portland Cement Clinkering ReactionsDocument10 pagesCalculations of Portland Cement Clinkering Reactionskonstantina139No ratings yet
- Sulfates in Cement Clinkering Immiscibility Between Sulfate and Oxide Melts 1350Document6 pagesSulfates in Cement Clinkering Immiscibility Between Sulfate and Oxide Melts 1350konstantina139No ratings yet
- Phase Chemistry Simulation For Cement Process - ASPENDocument76 pagesPhase Chemistry Simulation For Cement Process - ASPENkonstantina139No ratings yet
- Role of Minor Elements in Cement Manuf and UseDocument48 pagesRole of Minor Elements in Cement Manuf and UseJK100% (5)
- Forms of Alkalies and Their Effect On Clinker FormationDocument11 pagesForms of Alkalies and Their Effect On Clinker Formationkonstantina139No ratings yet
- On The Problem of The External World in The Ch'Eng Wei Shih LunDocument64 pagesOn The Problem of The External World in The Ch'Eng Wei Shih LunGuhyaprajñāmitra3100% (1)
- 2019 Torch and Consumables Catalog: For Mechanized Plasma SystemsDocument64 pages2019 Torch and Consumables Catalog: For Mechanized Plasma SystemsRaj DomadiyaNo ratings yet
- 25f8e d64fDocument6 pages25f8e d64fapi-233604231No ratings yet
- Real Talk GrammarDocument237 pagesReal Talk GrammarOmar yoshiNo ratings yet
- Being and Nothingness The Look SartreDocument3 pagesBeing and Nothingness The Look Sartremaximomore50% (4)
- Sdre14-5 Ral 1-2-Rev17Document3 pagesSdre14-5 Ral 1-2-Rev17lwin_oo2435No ratings yet
- Kathrein 80010375Document2 pagesKathrein 80010375klamar5No ratings yet
- WHO Blocks Nanosilver Shipments to Treat Ebola in AfricaDocument2 pagesWHO Blocks Nanosilver Shipments to Treat Ebola in AfricaTamas ZefferNo ratings yet
- Marketing Strategy of Air-Conditioning Companies: Project SynopsisDocument13 pagesMarketing Strategy of Air-Conditioning Companies: Project SynopsisSrikanta ChoudhuryNo ratings yet
- Hufenus 2006 Geotextiles GeomembranesDocument18 pagesHufenus 2006 Geotextiles Geomembranesbkollarou9632No ratings yet
- Boutique Olive Oil Machines Catalogue ENG5Document33 pagesBoutique Olive Oil Machines Catalogue ENG5Younesse EL BraiNo ratings yet
- Railway Electrification Projects Budget 2019-20Document9 pagesRailway Electrification Projects Budget 2019-20Muhammad Meraj AlamNo ratings yet
- Analytical Methods To Measure The Constants of Fats and OilsDocument5 pagesAnalytical Methods To Measure The Constants of Fats and OilsPenicillium Notatum67% (3)
- User ManualDocument14 pagesUser ManualKhaled BellegdyNo ratings yet
- Lesson 1.5: Measurements of Directions and Angles: Unit IDocument12 pagesLesson 1.5: Measurements of Directions and Angles: Unit ICarlo CabanusNo ratings yet
- Production of Natural Bamboo Fibers-1: Experimental Approaches To Different Processes and AnalysesDocument13 pagesProduction of Natural Bamboo Fibers-1: Experimental Approaches To Different Processes and AnalysesrabiulfNo ratings yet
- 4TWX4036 Service FactsDocument4 pages4TWX4036 Service FactsAlejandro OrdoñezNo ratings yet
- HTTP Verbs GET POST PUT PATCH DELETE (39Document12 pagesHTTP Verbs GET POST PUT PATCH DELETE (39Jefferson EducacionNo ratings yet
- Traxonecue Catalogue 2011 Revise 2 Low Res Eng (4!5!2011)Document62 pagesTraxonecue Catalogue 2011 Revise 2 Low Res Eng (4!5!2011)Wilson ChimNo ratings yet
- Chem Tech South 2013 - ConferenceDocument5 pagesChem Tech South 2013 - ConferenceAbirami PriyadharsiniNo ratings yet
- Student Pilot GuideDocument13 pagesStudent Pilot GuideAŞKIN FIRATNo ratings yet
- This Is Your Presentation TitleDocument28 pagesThis Is Your Presentation TitleStephanie AcarapiNo ratings yet
- Automatic Transaxle PDFDocument50 pagesAutomatic Transaxle PDFdemos70100% (1)
- Operating Systems: Chapter 3: DeadlocksDocument46 pagesOperating Systems: Chapter 3: DeadlocksManoel Katlib100% (1)
- Indo American Journal of Pharmaceutical Research (India)Document4 pagesIndo American Journal of Pharmaceutical Research (India)Pharmacy2011journalsNo ratings yet
- CalderaDocument56 pagesCalderaEsteban TapiaNo ratings yet
- Tenofovir Disoproxil Fumarate: Riefing - Nfrared BsorptionDocument4 pagesTenofovir Disoproxil Fumarate: Riefing - Nfrared BsorptionMostofa RubalNo ratings yet
- Conflict and Factional Disputes - Siegel & BealsDocument12 pagesConflict and Factional Disputes - Siegel & BealsDanielNo ratings yet
- Misamis Occidental Plans to Protect Aquamarine ResourceDocument8 pagesMisamis Occidental Plans to Protect Aquamarine ResourcejelosalisaliNo ratings yet
- Msds PentaneDocument6 pagesMsds PentaneMuhammad FikriansyahNo ratings yet