You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SFP Module PDFDocument2 pagesSFP Module PDFMario PatarroyoNo ratings yet
- CNC Grinding Notching and Marking Machine: AT 710 ENDocument2 pagesCNC Grinding Notching and Marking Machine: AT 710 ENsmarjanNo ratings yet
- ST 010 ISBT 128 Standard Product Description Code Database v6.0.0Document34 pagesST 010 ISBT 128 Standard Product Description Code Database v6.0.0Patrick Ramos100% (1)
- Um0244 01 GBDocument84 pagesUm0244 01 GBnetharafernando1No ratings yet
- Lecture - 6 EDocument33 pagesLecture - 6 ETung HoNo ratings yet
- Chopra Scm5 Ch13Document58 pagesChopra Scm5 Ch13Faried Putra SandiantoNo ratings yet
- Professional CV FormatDocument2 pagesProfessional CV FormatShawn ParkerNo ratings yet
- Vacuum Gauges 45Document20 pagesVacuum Gauges 45Sameeksha AnandNo ratings yet
- Job Description - NOC EngineerDocument2 pagesJob Description - NOC EngineerMd ShujauddinNo ratings yet
- Shock Absorber DynamometerDocument19 pagesShock Absorber DynamometerUmanath R Poojary100% (1)
- Programming in C++ For BCA BIT BE PDFDocument129 pagesProgramming in C++ For BCA BIT BE PDFRajan BagaleNo ratings yet
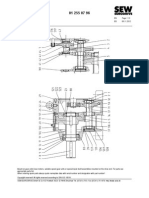
- Parts List 01 255 07 96: Helical Gear Unit R107Document3 pagesParts List 01 255 07 96: Helical Gear Unit R107Parmasamy Subramani50% (2)
- Draw 224-1Document8 pagesDraw 224-1Alther Dabon33% (3)
- 15 Oil Fired Crucible FurnaceDocument2 pages15 Oil Fired Crucible Furnaceudaya kumarNo ratings yet
- Philips BV Pulsera C ArmsDocument2 pagesPhilips BV Pulsera C ArmsWaheed MidoNo ratings yet
- Period Based Accounting Versus Cost of Sales AccountingDocument13 pagesPeriod Based Accounting Versus Cost of Sales AccountingAnil Kumar100% (1)
- TranslationsDocument19 pagesTranslationsAnonymous eSi1iZTNGNo ratings yet
- FTJ Series Product Guide PDFDocument12 pagesFTJ Series Product Guide PDFJhon SendokNo ratings yet
- DepEd Learner Information System (LIS) PDFDocument36 pagesDepEd Learner Information System (LIS) PDFshasagailNo ratings yet
- IRGC (2021) - Spotlight - Risk Governance and The Rise of DeepfakesDocument4 pagesIRGC (2021) - Spotlight - Risk Governance and The Rise of DeepfakessaidNo ratings yet
- SPC & MSA PresentationDocument84 pagesSPC & MSA PresentationRaajha Munibathiran100% (3)
- Unit 9 Computer NetworksDocument8 pagesUnit 9 Computer NetworksDaniel BellNo ratings yet
- Double Effect EvaporatorDocument4 pagesDouble Effect EvaporatorAditiJain100% (1)
- Husqvarna 2008Document470 pagesHusqvarna 2008klukasinteria100% (2)
- Mdce InstallDocument67 pagesMdce Installrmehta26No ratings yet
- BeartopusDocument6 pagesBeartopusDarkon47No ratings yet
- QR 390 Manual Partes Quincy 390Document31 pagesQR 390 Manual Partes Quincy 390ramiro alvarezNo ratings yet
- Yaesu VR 120Document44 pagesYaesu VR 120Chema MelidaNo ratings yet
- Implementation 3-Axis CNC Router For Small Scale Industry: Telkom Applied Science School, Telkom University, IndonesiaDocument6 pagesImplementation 3-Axis CNC Router For Small Scale Industry: Telkom Applied Science School, Telkom University, IndonesiaAnonymous gzC9adeNo ratings yet
- NetflixDocument16 pagesNetflixGianluca VenturiNo ratings yet