You might also like
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- 05-9040-269 ANGMC-6019-US Anderson Greenwood PDFDocument33 pages05-9040-269 ANGMC-6019-US Anderson Greenwood PDFDIONNY VELASQUEZNo ratings yet
- SV Pilot Crosby Type-93Document22 pagesSV Pilot Crosby Type-93MarcelocrossNo ratings yet
- Es Acv M115F M1115FDocument4 pagesEs Acv M115F M1115FWattsNo ratings yet
- Agco Serie 800 PDFDocument24 pagesAgco Serie 800 PDFJohnny VargasNo ratings yet
- Operation and Maintenance ManualDocument14 pagesOperation and Maintenance ManualmehtahemalNo ratings yet
- Iom Cam Ball t31Document20 pagesIom Cam Ball t31Albino Felix HernandezNo ratings yet
- Maintenance Instruction Manual: Severe Service Control ValvesDocument9 pagesMaintenance Instruction Manual: Severe Service Control Valvesابزار دقیقNo ratings yet
- Series 9200 ManualDocument31 pagesSeries 9200 Manualtxlucky80No ratings yet
- Cam-Tite Ball Valve Operating Instructions: WarningDocument3 pagesCam-Tite Ball Valve Operating Instructions: WarningSubbarayan SaravanakumarNo ratings yet
- Welded Body Ball ValveDocument20 pagesWelded Body Ball ValveBisoyiNo ratings yet
- 727 PosrvDocument7 pages727 Posrvtxlucky80No ratings yet
- Instruction Manual: Bharat Heavy Electricals Limited TiruchirapalliDocument7 pagesInstruction Manual: Bharat Heavy Electricals Limited TiruchirapalliUJJAL KUMAR BHATTACHARYAYNo ratings yet
- Iom WKM 310FDocument4 pagesIom WKM 310FNasir NaqviNo ratings yet
- Installation and Maintenance Instructions: Anderson Greenwood Series 93T Pilot Operated Safety Relief ValvesDocument8 pagesInstallation and Maintenance Instructions: Anderson Greenwood Series 93T Pilot Operated Safety Relief Valvesharshkumar patelNo ratings yet
- A 084 BDocument12 pagesA 084 BDenis JimenezNo ratings yet
- Tank Bottom Valves 1" and 1 / " TB59: Installation, Operation and Maintenance InstructionsDocument4 pagesTank Bottom Valves 1" and 1 / " TB59: Installation, Operation and Maintenance InstructionsDanielle JohnsonNo ratings yet
- Fluidtecq Fluidtecq Fluidtecq Fluidtecq: Operation and Maintenance ManualDocument12 pagesFluidtecq Fluidtecq Fluidtecq Fluidtecq: Operation and Maintenance ManualmehtahemalNo ratings yet
- Series V100 Ball ValveDocument20 pagesSeries V100 Ball ValvejenniferNo ratings yet
- Enviro Seal System Rotary ValavesDocument16 pagesEnviro Seal System Rotary ValavesJhne OkNo ratings yet
- Model GP-1000 Pressure Reducing Valve For Steam Service: Installation and Maintenance InstructionsDocument2 pagesModel GP-1000 Pressure Reducing Valve For Steam Service: Installation and Maintenance InstructionsMykweall_Kenz_3204No ratings yet
- Series 800 Posrv IomDocument20 pagesSeries 800 Posrv IomCristiam BejaranoNo ratings yet
- Pump Suction Diffuser ManualDocument2 pagesPump Suction Diffuser ManualAnonymous 7xHNgoKE6eNo ratings yet
- TP3 Tractor Protection ValveDocument4 pagesTP3 Tractor Protection ValveJaime A GomezNo ratings yet
- Pressure Reducing Valve GP-2000Document8 pagesPressure Reducing Valve GP-2000Anonymous jEXSJ0ebNo ratings yet
- TBV Series 21 20 Cryogenic Flanged Ball ValveDocument5 pagesTBV Series 21 20 Cryogenic Flanged Ball ValveJosip PobranNo ratings yet
- VAAS Fig 740 and 730 Series IOMDocument9 pagesVAAS Fig 740 and 730 Series IOMCarlos GutierrezNo ratings yet
- Jamesbury Butterfly Valves 8000 and 8200Document8 pagesJamesbury Butterfly Valves 8000 and 8200Uday GokhaleNo ratings yet
- IOM Manual For CAMAROON Ball ValvesDocument20 pagesIOM Manual For CAMAROON Ball ValvesSathish Kumar Pt100% (2)
- Series 400 Piston Pilot POPRV Maintenance InstructionsDocument26 pagesSeries 400 Piston Pilot POPRV Maintenance InstructionsCristiam BejaranoNo ratings yet
- Actuador de Válvula FlowserveDocument8 pagesActuador de Válvula FlowserveemanuellesanchezNo ratings yet
- Manual Hydrill K20-5000Document16 pagesManual Hydrill K20-5000IgorCencič100% (3)
- FM-200 Alpha Series SystemsDocument6 pagesFM-200 Alpha Series SystemsGurusumiNo ratings yet
- C47 Series IOMDocument8 pagesC47 Series IOMKannan KrisNo ratings yet
- SaundersHC4OM AutomatedValvesFeb08Document6 pagesSaundersHC4OM AutomatedValvesFeb08Arrow HeadNo ratings yet
- Actuator - 655R IOMDocument14 pagesActuator - 655R IOMvkeie0206No ratings yet
- Saunders HC4 Diaphragm Valves Installation and Maintenance Instructions Manual ValvesDocument6 pagesSaunders HC4 Diaphragm Valves Installation and Maintenance Instructions Manual ValvesJose Gregorio FerrerNo ratings yet
- CVS Type 1051 Rotary Actuator: Instruction ManualDocument12 pagesCVS Type 1051 Rotary Actuator: Instruction Manualsalmo83:18No ratings yet
- BPR Valve ManualDocument12 pagesBPR Valve ManualHardip BakaraniyaNo ratings yet
- FVCPDocument14 pagesFVCPmichaelxiaoNo ratings yet
- 810586Document11 pages810586John MaldonadoNo ratings yet
- Pressure Reducing Regulator FISHER Manual Serie 64Document8 pagesPressure Reducing Regulator FISHER Manual Serie 64Billy Isea DenaroNo ratings yet
- Worcester Cryogenic Manual WceimstemDocument15 pagesWorcester Cryogenic Manual Wceimstem윤병택No ratings yet
- BPRVDocument18 pagesBPRVPatel UsamaNo ratings yet
- p077 02 PDFDocument8 pagesp077 02 PDFJuan ZamoraNo ratings yet
- Masoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMDocument24 pagesMasoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMAsterixNo ratings yet
- EGV ManualDocument15 pagesEGV ManualT.MuthuvijayapandiNo ratings yet
- Pbm-Iom-An5 R1Document4 pagesPbm-Iom-An5 R1jitender.singh29No ratings yet
- AE14 Automatic Air Vents For Liquid SystemsDocument8 pagesAE14 Automatic Air Vents For Liquid SystemsUtku KepcenNo ratings yet
- Control Valve Norriseal - Series2200 O&MDocument16 pagesControl Valve Norriseal - Series2200 O&MJairo AlonsoNo ratings yet
- Peco Filter CaseDocument11 pagesPeco Filter CaseLuis MaureraNo ratings yet
- SB388CDocument13 pagesSB388CBenjamin LeedsNo ratings yet
- IOM Manual For Air Cylinder Operated ValvesDocument21 pagesIOM Manual For Air Cylinder Operated Valvesjhon riosNo ratings yet
- Intruction Manual FSADocument10 pagesIntruction Manual FSAtrantuan74No ratings yet
- XTV Trip ValvesDocument4 pagesXTV Trip ValvesBharath Nadimpalli50% (4)
- Dive Scubapro BPI Maintenance ProcedureDocument4 pagesDive Scubapro BPI Maintenance ProceduremanonpomNo ratings yet
- KF Check IOM Series50PistonDocument4 pagesKF Check IOM Series50Pistontilakthakar1No ratings yet
- Weflo Nrs Gate Op and MaintDocument5 pagesWeflo Nrs Gate Op and MaintyusufNo ratings yet
- Spring Loaded ValvesDocument10 pagesSpring Loaded ValvesKarl NakouziNo ratings yet
- 8in Wafer Ball Vale IMODocument2 pages8in Wafer Ball Vale IMOw4uengineerNo ratings yet
- Training Form PDFDocument2 pagesTraining Form PDFZurika WarniNo ratings yet
- SMDocument36 pagesSMharan2000No ratings yet
- Appendix I - AirDocument155 pagesAppendix I - AirTown of Colonie LandfillNo ratings yet
- Viola - David Tudor - The Delicate Art of FallingDocument9 pagesViola - David Tudor - The Delicate Art of FallingRobin ParmarNo ratings yet
- Final Project Miguel Santana GallegoDocument44 pagesFinal Project Miguel Santana GallegoDaniel PereiraNo ratings yet
- LEGRAND Main Price List April 2012Document124 pagesLEGRAND Main Price List April 2012Ajay SinghNo ratings yet
- (H-EP) Expanded Perlite: Low Temperature and Cryogenic InsulationDocument2 pages(H-EP) Expanded Perlite: Low Temperature and Cryogenic InsulationKamesh KalgiNo ratings yet
- Operation and Maintenance Manual: Mux-2200E Integrated Service MultiplexerDocument82 pagesOperation and Maintenance Manual: Mux-2200E Integrated Service Multiplexerlee.tetleie1675No ratings yet
- Em 59717521644Document68 pagesEm 59717521644Mostafa MirbaghriNo ratings yet
- Pricing - Biznet GIO - Cloud Service Provider Indonesia PDFDocument1 pagePricing - Biznet GIO - Cloud Service Provider Indonesia PDFTohirNo ratings yet
- Lab - 17-WAN ConfigurationDocument12 pagesLab - 17-WAN ConfigurationMuhammad Asghar Khan100% (1)
- Original Instructions Alkuperäiset Ohjeet Αρχικýj Οδηγßεj: Rev. 4 5/31/11 BrwDocument32 pagesOriginal Instructions Alkuperäiset Ohjeet Αρχικýj Οδηγßεj: Rev. 4 5/31/11 BrwnikosvitalNo ratings yet
- 4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFDocument1 page4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFRonald ValenciaNo ratings yet
- CRCCDocument13 pagesCRCCGalih SantanaNo ratings yet
- LAB 1 HandoutDocument2 pagesLAB 1 HandoutManuGearNo ratings yet
- ETL Specification Table of Contents: Change LogDocument3 pagesETL Specification Table of Contents: Change LogKarthik RaparthyNo ratings yet
- Chapter 5 - Decision Making and LoopingDocument94 pagesChapter 5 - Decision Making and LoopingAcapSuiNo ratings yet
- Global Deduplication Array Administration Guide: DD OS 5.0Document70 pagesGlobal Deduplication Array Administration Guide: DD OS 5.0Rajesh KumarNo ratings yet
- 381Document8 pages381Nidya Wardah JuhanaNo ratings yet
- Manto: at Work For You at Work For You at Work For You at Work For YouDocument4 pagesManto: at Work For You at Work For You at Work For You at Work For YouHossam Eldin kamalNo ratings yet
- CatalogDocument5 pagesCataloglangtu2011No ratings yet
- Data Structures and Algorithms: (CS210/ESO207/ESO211)Document24 pagesData Structures and Algorithms: (CS210/ESO207/ESO211)Moazzam HussainNo ratings yet
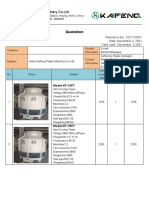
- KAIFENG Quotation For 150T Cooling TowerDocument13 pagesKAIFENG Quotation For 150T Cooling TowerEslam A. FahmyNo ratings yet
- Lista Preturi Linhai 300 2014 PDFDocument25 pagesLista Preturi Linhai 300 2014 PDFSimonaVătafuNo ratings yet
- InfoWorks ICM Overview 60 Mins PDFDocument31 pagesInfoWorks ICM Overview 60 Mins PDFAnonymous lyVIwA60% (2)
- cHIPSET AND CONTROLLERDocument9 pagescHIPSET AND CONTROLLERMelody MwhengwereNo ratings yet
- Software Quality Assurance IntroductionDocument72 pagesSoftware Quality Assurance Introductionfmohiy100% (6)
- Aes MatlabDocument32 pagesAes MatlabbalajithrillerNo ratings yet
- CAAYE Annual Report 2013Document26 pagesCAAYE Annual Report 2013Rahul MirchandaniNo ratings yet
- GCash OrientationDocument27 pagesGCash OrientationArmiel SarmientoNo ratings yet