You might also like
- Weld Design SymbolsDocument63 pagesWeld Design Symbolspriyoc6100% (15)
- Weld Design SymbolsDocument63 pagesWeld Design Symbolspriyoc6100% (15)
- Theory of Structures-2: Introduction To Steel StructureDocument65 pagesTheory of Structures-2: Introduction To Steel StructureNeeraj VashistNo ratings yet
- Welding and Cutting ProcessDocument60 pagesWelding and Cutting Processquiron2010100% (1)
- Ferrous Metal & AlloysDocument30 pagesFerrous Metal & AlloysRed ReidNo ratings yet
- Welding BasicsDocument37 pagesWelding BasicsUnknowneon71% (7)
- Welding Theory and Applications (2005)Document92 pagesWelding Theory and Applications (2005)KentDemeterioNo ratings yet
- Welding CopperDocument9 pagesWelding CopperSudhakar KumarNo ratings yet
- Weld-Consumable-Calculator Butt & Fillet WeldDocument7 pagesWeld-Consumable-Calculator Butt & Fillet WeldKentDemeterioNo ratings yet
- Extrusion and Its ApplicationDocument28 pagesExtrusion and Its ApplicationLakhan GuptaNo ratings yet
- Weld Defects TWIDocument96 pagesWeld Defects TWISabir Shabbir100% (7)
- GCP Vol 2 PDF (2022 Edition)Document548 pagesGCP Vol 2 PDF (2022 Edition)Sergio AlvaradoNo ratings yet
- Welding Handbook ESABDocument529 pagesWelding Handbook ESABErdinc_Bal_1026100% (8)
- Extrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarDocument27 pagesExtrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh DesaiNo ratings yet
- Chapter 2 MetalsDocument40 pagesChapter 2 Metalsaman sudiNo ratings yet
- Ferrous and Non Ferrous Metals. DRVKKDocument42 pagesFerrous and Non Ferrous Metals. DRVKKNew DeepNo ratings yet
- Healthymagination at Ge Healthcare SystemsDocument5 pagesHealthymagination at Ge Healthcare SystemsPrashant Pratap Singh100% (1)
- BSH 7005-15Document129 pagesBSH 7005-15Mark InnesNo ratings yet
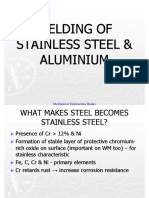
- Welding of Stainless Steel Aluminium 1Document24 pagesWelding of Stainless Steel Aluminium 1minh tranNo ratings yet
- TMT Hand Book: Storage & HandlingDocument11 pagesTMT Hand Book: Storage & HandlingHiren Desai100% (1)
- John Wren-Lewis - NDEDocument7 pagesJohn Wren-Lewis - NDEpointandspaceNo ratings yet
- GuideDocument2 pagesGuideSreekumar RajendrababuNo ratings yet
- MCQ Floyd ElexDocument87 pagesMCQ Floyd ElexnicoleNo ratings yet
- Spare Part PhilosophyDocument27 pagesSpare Part Philosophyavaisharma50% (2)
- Types of SteelDocument28 pagesTypes of SteelKathrine Kate CadiangNo ratings yet
- A Teachers' Journey: Phenomenological Study On The Puritive Behavioral Standards of Students With Broken FamilyDocument11 pagesA Teachers' Journey: Phenomenological Study On The Puritive Behavioral Standards of Students With Broken FamilyNova Ariston100% (2)
- Weld DefectsDocument78 pagesWeld DefectsKevin CheungNo ratings yet
- Welding Competation GuideDocument5 pagesWelding Competation GuideKentDemeterioNo ratings yet
- Arc WeldingDocument23 pagesArc WeldingZerohumidity 123100% (1)
- WeldingDocument26 pagesWeldingAmit Kumar SHNo ratings yet
- Lec24 PDFDocument69 pagesLec24 PDFsskiitbNo ratings yet
- (3143512) Diffusion WeldingDocument29 pages(3143512) Diffusion Weldingsushil sandhu100% (1)
- Welding Lecture Guide NewDocument31 pagesWelding Lecture Guide NewKentDemeterioNo ratings yet
- Soundarya Lahari Yantras Part 6Document6 pagesSoundarya Lahari Yantras Part 6Sushanth Harsha100% (1)
- Welding Theory and ApplicationDocument741 pagesWelding Theory and ApplicationGregory MankoNo ratings yet
- Effect of Elements in SteelDocument3 pagesEffect of Elements in SteelJayakrishnan Radhakrishnan100% (1)
- Flux-Cored Arc WeldingDocument7 pagesFlux-Cored Arc WeldingjohandreherNo ratings yet
- Iec Codes PDFDocument257 pagesIec Codes PDFAkhil AnumandlaNo ratings yet
- EP001 LifeCoachSchoolTranscriptDocument13 pagesEP001 LifeCoachSchoolTranscriptVan GuedesNo ratings yet
- Positive Psychology in The WorkplaceDocument12 pagesPositive Psychology in The Workplacemlenita264No ratings yet
- Spacetec Certification Readiness Course: Materials and Processes I & IiDocument68 pagesSpacetec Certification Readiness Course: Materials and Processes I & IiB.SATHISH KUMARNo ratings yet
- Tungsten Inert Gas WeldingDocument2 pagesTungsten Inert Gas WeldingJacques SauNo ratings yet
- Theory of AlloysDocument42 pagesTheory of Alloyskeval patel100% (1)
- CRGO Strips India, CRGO Transformer Laminations, CRGO Core IndiaDocument4 pagesCRGO Strips India, CRGO Transformer Laminations, CRGO Core IndiaKarthikeyan VkNo ratings yet
- Note CHP 3 Material Science 281 Uitm Em110Document40 pagesNote CHP 3 Material Science 281 Uitm Em110bino_ryeNo ratings yet
- Smart MaterialsDocument30 pagesSmart MaterialsHarish LambadiNo ratings yet
- Testing of WeldsDocument44 pagesTesting of Weldspkn_pnt9950No ratings yet
- Ceramics Tech #ElectroceramicsDocument51 pagesCeramics Tech #Electroceramicsnawa100% (2)
- JIS G 3141 (2005) Cold-Reduced Carbon Steel Sheets and Strip (SPCC SPCD SPEC)Document15 pagesJIS G 3141 (2005) Cold-Reduced Carbon Steel Sheets and Strip (SPCC SPCD SPEC)Robert SumińskiNo ratings yet
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahNo ratings yet
- Corrosion Analysis of Mild Steel: Supervisor: DR Abdul Wadood Presented By: Saba Sohail (19) & Ahsan Abdul RaufDocument30 pagesCorrosion Analysis of Mild Steel: Supervisor: DR Abdul Wadood Presented By: Saba Sohail (19) & Ahsan Abdul RaufSaba SohailNo ratings yet
- Solid State Welding ProcessDocument17 pagesSolid State Welding ProcessRathnakrajaNo ratings yet
- Lecture 22a Wire DrawingDocument9 pagesLecture 22a Wire DrawingMohammed Rashik B CNo ratings yet
- MetallurgyDocument17 pagesMetallurgyirajfarji2481No ratings yet
- 03 - GtawDocument20 pages03 - GtawEnache DaniNo ratings yet
- Classification of Materials NotesDocument9 pagesClassification of Materials NotesJohn K KikwaiNo ratings yet
- Arc Welding LabDocument28 pagesArc Welding LabFarman AliNo ratings yet
- Annealing DiscussionDocument1 pageAnnealing DiscussionNg YapNo ratings yet
- Recovery, Recrystallization, and Grain GrowthDocument12 pagesRecovery, Recrystallization, and Grain GrowthstevenwhittlNo ratings yet
- Heat TreatmentDocument70 pagesHeat TreatmentAbdulmhsen ALjreedan100% (1)
- Painting FoundamentalDocument40 pagesPainting FoundamentalMohamed Khalifa100% (2)
- Corrosion Rate Calculation PDFDocument10 pagesCorrosion Rate Calculation PDFcometNo ratings yet
- Heat TreatmentDocument21 pagesHeat TreatmentChernet MerknehNo ratings yet
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 pagesAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNo ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- Basic Information About Metals and AlloysDocument7 pagesBasic Information About Metals and AlloysMahesh JingarwarNo ratings yet
- W6 Lecture 6.surface Hardening of Steel PDFDocument28 pagesW6 Lecture 6.surface Hardening of Steel PDFYota KimireNo ratings yet
- Wire Rod Surface DefectsDocument11 pagesWire Rod Surface DefectsNicolas ValleNo ratings yet
- Metal and Metal Alloys NotesDocument18 pagesMetal and Metal Alloys NotesKshitij SaojiNo ratings yet
- Engineering Alloys (Non Ferrous)Document52 pagesEngineering Alloys (Non Ferrous)Sukhwinder Singh GillNo ratings yet
- Principles of WeldingDocument19 pagesPrinciples of WeldingAekJayNo ratings yet
- Aluminum Alloy TubeDocument7 pagesAluminum Alloy TubeParamasivam VeerappanNo ratings yet
- Welding Lecture 1 Welding IntroductionDocument42 pagesWelding Lecture 1 Welding IntroductionAdel AbdelmaboudNo ratings yet
- Effects of Alloying ElementsDocument13 pagesEffects of Alloying ElementsKeval ParikhNo ratings yet
- L02 Introduction To Materials Science and EngineeringDocument14 pagesL02 Introduction To Materials Science and EngineeringVivek vermaNo ratings yet
- 08 - Advanced Metal FormingDocument12 pages08 - Advanced Metal FormingAdityaRamaNo ratings yet
- Welding of Tool SteelDocument15 pagesWelding of Tool SteelRonaldo JuniorNo ratings yet
- 2.b Poster - Ferrous Material and AlloyDocument1 page2.b Poster - Ferrous Material and AlloyChristian Dave RoneNo ratings yet
- 01 - Different Types of Metal Joining ProcessesDocument44 pages01 - Different Types of Metal Joining ProcessesMetwally NaserNo ratings yet
- Pengelasan (Welding)Document13 pagesPengelasan (Welding)DanilAnshelmusPurbaNo ratings yet
- Welding SRMDocument24 pagesWelding SRMcfcshakerNo ratings yet
- Unit 3 BasicsDocument76 pagesUnit 3 BasicsamarparimiNo ratings yet
- Types WeldingDocument66 pagesTypes WeldingRathnakraja50% (2)
- Weld DefectsDocument38 pagesWeld DefectsJerry Man UtdNo ratings yet
- Weld Defects 2Document78 pagesWeld Defects 2HskumarReddy KarriNo ratings yet
- Upgrading Skills For Pipe Fitters FabricatorsDocument4 pagesUpgrading Skills For Pipe Fitters FabricatorsKentDemeterio0% (1)
- Welders Hand BookDocument23 pagesWelders Hand Booksamyqatar100% (2)
- Weldiing Process Gmaw Fcaw McawDocument6 pagesWeldiing Process Gmaw Fcaw McawKentDemeterioNo ratings yet
- Welding SubpartEDocument71 pagesWelding SubpartEsumedheilNo ratings yet
- Welder Fitters Program NewDocument9 pagesWelder Fitters Program NewKentDemeterioNo ratings yet
- Welding PositionDocument20 pagesWelding PositionKentDemeterioNo ratings yet
- Welding Cutting & Heating GuideDocument68 pagesWelding Cutting & Heating GuideKentDemeterioNo ratings yet
- Welding I & 11 2007 NewDocument16 pagesWelding I & 11 2007 NewKentDemeterioNo ratings yet
- Welding: Subpart QDocument65 pagesWelding: Subpart QRathnakrajaNo ratings yet
- Welding ProcessesDocument27 pagesWelding ProcessesKentDemeterioNo ratings yet
- Welding Psme PPDocument30 pagesWelding Psme PPKentDemeterioNo ratings yet
- Welding SubpartEDocument71 pagesWelding SubpartEsumedheilNo ratings yet
- Welding Pipe FactDocument3 pagesWelding Pipe FactKentDemeterioNo ratings yet
- Welding ArihantDocument12 pagesWelding ArihantArihant SharmaNo ratings yet
- Welding BasicsDocument43 pagesWelding BasicsKentDemeterioNo ratings yet
- Welding XXXXXDocument25 pagesWelding XXXXXKentDemeterioNo ratings yet
- KMKT Pra PSPM ANS SCHEMEDocument16 pagesKMKT Pra PSPM ANS SCHEMEElda AldaNo ratings yet
- Extract The .Msi FilesDocument2 pagesExtract The .Msi FilesvladimirNo ratings yet
- LPS 1131-Issue 1.2-Requirements and Testing Methods For Pumps For Automatic Sprinkler Installation Pump Sets PDFDocument19 pagesLPS 1131-Issue 1.2-Requirements and Testing Methods For Pumps For Automatic Sprinkler Installation Pump Sets PDFHazem HabibNo ratings yet
- Green Dot ExtractDocument25 pagesGreen Dot ExtractAllen & UnwinNo ratings yet
- Omnitron CatalogDocument180 pagesOmnitron Catalogjamal AlawsuNo ratings yet
- Possessive Determiners: A. 1. A) B) C) 2. A) B) C) 3. A) B) C) 4. A) B) C) 5. A) B) C) 6. A) B) C) 7. A) B) C)Document1 pagePossessive Determiners: A. 1. A) B) C) 2. A) B) C) 3. A) B) C) 4. A) B) C) 5. A) B) C) 6. A) B) C) 7. A) B) C)Manuela Marques100% (1)
- EQ JOURNAL 2 - AsioDocument3 pagesEQ JOURNAL 2 - AsioemanNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document1 pageS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)BaytolgaNo ratings yet
- 32 Hyderabad HITEC City BisleriDocument23 pages32 Hyderabad HITEC City BisleriSridhar ViswanathanNo ratings yet
- Artificial Intelligence Practical 1Document5 pagesArtificial Intelligence Practical 1sadani1989No ratings yet
- Brosur YSIO X.preeDocument20 pagesBrosur YSIO X.preeRadiologi RSUD KilisuciNo ratings yet
- L5V 00004Document2 pagesL5V 00004Jhon LinkNo ratings yet
- RSC Article Template-Mss - DaltonDocument15 pagesRSC Article Template-Mss - DaltonIon BadeaNo ratings yet
- RPH Week 31Document8 pagesRPH Week 31bbwowoNo ratings yet
- Contemporary Philippine Arts From The Regions: Quarter 1Document11 pagesContemporary Philippine Arts From The Regions: Quarter 1JUN GERONANo ratings yet
- Ismb ItpDocument3 pagesIsmb ItpKumar AbhishekNo ratings yet
- Paper 1 AnalysisDocument2 pagesPaper 1 AnalysisNamanNo ratings yet
- Consent Form: Republic of The Philippines Province of - Municipality ofDocument1 pageConsent Form: Republic of The Philippines Province of - Municipality ofLucette Legaspi EstrellaNo ratings yet
- Project ProposalDocument4 pagesProject Proposaljiaclaire2998100% (1)