You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- NALCO Corrosionmanual PDFDocument126 pagesNALCO Corrosionmanual PDFhoannhu100% (2)
- HSE. Chloride Stress Corrosion Cracking in Austenitic Stainless SteelDocument62 pagesHSE. Chloride Stress Corrosion Cracking in Austenitic Stainless Steelfallalovaldes100% (1)
- Aço Sa 537 cl1Document23 pagesAço Sa 537 cl1pcorreia68100% (1)
- Guideline - Pump - System - Designers (Pump Fundamentals) PDFDocument16 pagesGuideline - Pump - System - Designers (Pump Fundamentals) PDFyyukin1100% (1)
- SulzerASME B73 CPT Pump ForThePetroleumIndustry E00599 PDFDocument8 pagesSulzerASME B73 CPT Pump ForThePetroleumIndustry E00599 PDFhoannhuNo ratings yet
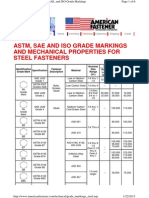
- ASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERSDocument6 pagesASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERShoannhuNo ratings yet
- SulzerASME B73 CPT Pump ForThePetroleumIndustry E00599 PDFDocument8 pagesSulzerASME B73 CPT Pump ForThePetroleumIndustry E00599 PDFhoannhuNo ratings yet
- Standard Norsok Standard R 001 For Mechanical EqptDocument152 pagesStandard Norsok Standard R 001 For Mechanical Eqptaravindhcam100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- G61-86R03E1.1207958-1 (Polarização)Document5 pagesG61-86R03E1.1207958-1 (Polarização)Fabricio Benedito DestroNo ratings yet
- A Study of Low Young's Modulus Ti-Nb-Zr Alloys Using D ElectronsDocument4 pagesA Study of Low Young's Modulus Ti-Nb-Zr Alloys Using D ElectronsCrescencio RodríguezNo ratings yet
- Melting Pour Aluvian GoldDocument2 pagesMelting Pour Aluvian GoldRosinaldo Araújo LimaNo ratings yet
- PEB Steel Alliance Ltd. Offers State-of-the-Art Steel Building SolutionsDocument26 pagesPEB Steel Alliance Ltd. Offers State-of-the-Art Steel Building SolutionsAbdul MaminNo ratings yet
- Dye Pentrant Test ProcedureDocument6 pagesDye Pentrant Test ProcedurePer DCNo ratings yet
- Erdemir Product Catalogue PDFDocument278 pagesErdemir Product Catalogue PDFYogesh Gupta100% (1)
- Carbon Steel Axles, Non-Heat-Treated and Heat-Treated, For Railway UseDocument10 pagesCarbon Steel Axles, Non-Heat-Treated and Heat-Treated, For Railway UseAAYNo ratings yet
- Market Survey - Manganese OreDocument235 pagesMarket Survey - Manganese Oremujib uddin siddiqui100% (1)
- Laboratory Manual MEC 225: Material Science AND Metallurgy LaboratoryDocument21 pagesLaboratory Manual MEC 225: Material Science AND Metallurgy LaboratoryUNITED2014No ratings yet
- p8 BB 6000Document4 pagesp8 BB 6000Ramesh KrishnanNo ratings yet
- Pulp Paper Industry PDFDocument2 pagesPulp Paper Industry PDFX800XLNo ratings yet
- Bolts - M DP 001Document1 pageBolts - M DP 001jlmeseguer508No ratings yet
- GB 6654 Steel Plate StandardDocument14 pagesGB 6654 Steel Plate Standardsiens2304No ratings yet
- WES Hygienic Design Handbook - Jan 01Document54 pagesWES Hygienic Design Handbook - Jan 01Alfonso FuentesNo ratings yet
- Tensile TestDocument23 pagesTensile TestHazirah Achik67% (3)
- BAU 012 07 FD BAUER Helix e PreviewDocument4 pagesBAU 012 07 FD BAUER Helix e Previewajo2402No ratings yet
- Alloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose ApplicationsDocument14 pagesAlloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose Applicationssafak kahramanNo ratings yet
- Welding ErrorsDocument42 pagesWelding ErrorsNDTInstructorNo ratings yet
- Buehler Technotes - Indentation Testing MappingDocument3 pagesBuehler Technotes - Indentation Testing Mappingdev-nullNo ratings yet
- Propiedades Mecanicas - FastenerDocument4 pagesPropiedades Mecanicas - FastenerEHT pipe100% (1)
- Investigation of Refractory Concrete Failure in Furnaces of Metals IndustryDocument8 pagesInvestigation of Refractory Concrete Failure in Furnaces of Metals IndustryAditya PrajasNo ratings yet
- Heat Resistant Alloy HN Data SheetDocument2 pagesHeat Resistant Alloy HN Data SheetAzize RazamNo ratings yet
- Transmission OPGW Fittings ClosuresDocument20 pagesTransmission OPGW Fittings ClosuresARCC2030No ratings yet
- Pengenalan Material Dan MetalurgiDocument3 pagesPengenalan Material Dan MetalurgiMugi MaulaNo ratings yet
- ITRI Pub 602Document14 pagesITRI Pub 602martinpsNo ratings yet
- VEC Question Bank on Manufacturing Technology 1Document13 pagesVEC Question Bank on Manufacturing Technology 1rgopi_83No ratings yet
- Champion Dual Disc Wafer Check ValvesDocument8 pagesChampion Dual Disc Wafer Check ValvesShanghai koko ValvesNo ratings yet
- BES 2012 E-Proceeding PDFDocument104 pagesBES 2012 E-Proceeding PDFKS LeeNo ratings yet
- Saint Gobain Sluice ValvesDocument2 pagesSaint Gobain Sluice ValveskibzeamNo ratings yet
- The Complete Line of Hydraulic Shears Press Brakes Iron WorkersDocument22 pagesThe Complete Line of Hydraulic Shears Press Brakes Iron WorkersJim ConneryNo ratings yet