You might also like
- Early Signs of AutismDocument27 pagesEarly Signs of AutismErica Alejandra Schumacher100% (1)
- Behavior Intervention PlanDocument6 pagesBehavior Intervention Planapi-308475283No ratings yet
- AISI 1015: Digest DDocument2 pagesAISI 1015: Digest DGovinda RajNo ratings yet
- Amnesia With Focus On Post Traumatic AmnesiaDocument27 pagesAmnesia With Focus On Post Traumatic AmnesiaWilliam ClemmonsNo ratings yet
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- 23-Grade 8.8 Bolt & Nut (Iso)Document1 page23-Grade 8.8 Bolt & Nut (Iso)anoordheen100% (2)
- 23-Grade 8.8 Bolt & Nut (Iso)Document1 page23-Grade 8.8 Bolt & Nut (Iso)anoordheen100% (2)
- M96SC05 Oleo StrutDocument6 pagesM96SC05 Oleo Strutchaumont12345No ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Din 78 Thread Ends and LengthsDocument5 pagesDin 78 Thread Ends and LengthsLazarasBenny Isprithiyone100% (1)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- 1 4301Document2 pages1 4301Nguyeentt TntNo ratings yet
- Aluminium and Its Alloys: EF420 Lecture 11 John TaylorDocument48 pagesAluminium and Its Alloys: EF420 Lecture 11 John TaylorzorazhrNo ratings yet
- Port Works Design Manual Part 2 PDFDocument124 pagesPort Works Design Manual Part 2 PDFhessian123No ratings yet
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesFrom EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesRating: 4 out of 5 stars4/5 (1)
- Alloy Steels 8620: Chemistry DataDocument6 pagesAlloy Steels 8620: Chemistry DataVijay PalNo ratings yet
- Alloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelDocument2 pagesAlloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelManoj PaneriNo ratings yet
- Cosmo Petra-Safe Lifting Solutions - Excel Catalog - Lifting FittingsDocument94 pagesCosmo Petra-Safe Lifting Solutions - Excel Catalog - Lifting FittingsSafe Lifting SolutionsNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- 904LDocument5 pages904LManish542No ratings yet
- Everything You Need to Know About 4140 High Tensile SteelDocument3 pagesEverything You Need to Know About 4140 High Tensile SteelJean Paulo SalvatiNo ratings yet
- JP - Health and Wholeness Through The Holy CommunionDocument62 pagesJP - Health and Wholeness Through The Holy Communionjevontan90% (10)
- Adoption of 2009 MODU CodeDocument148 pagesAdoption of 2009 MODU CodeAntohi CatalinNo ratings yet
- Prosecution and elements of crimes under Philippine lawsDocument14 pagesProsecution and elements of crimes under Philippine lawsNoel Cagigas FelongcoNo ratings yet
- Atlas of The Newborn Volume 5 PDFDocument229 pagesAtlas of The Newborn Volume 5 PDFAntohi CatalinNo ratings yet
- Atlas of The Newborn Volume 5 PDFDocument229 pagesAtlas of The Newborn Volume 5 PDFAntohi CatalinNo ratings yet
- DIN 15018-1 (EN - Version 11-1984)Document38 pagesDIN 15018-1 (EN - Version 11-1984)Pierre-Emmanuel Meiers100% (9)
- DIN 15018-1 (EN - Version 11-1984)Document38 pagesDIN 15018-1 (EN - Version 11-1984)Pierre-Emmanuel Meiers100% (9)
- Dimensioning and TolerancingDocument94 pagesDimensioning and TolerancingidontlikeebooksNo ratings yet
- Atlas of The Newborn Volume 1 PDFDocument167 pagesAtlas of The Newborn Volume 1 PDFAntohi Catalin100% (2)
- Atlas of The Newborn Volume 1 PDFDocument167 pagesAtlas of The Newborn Volume 1 PDFAntohi Catalin100% (2)
- Flexo Uv Ink TroubleshootingDocument22 pagesFlexo Uv Ink TroubleshootingHiba Naser100% (1)
- Alloy SteelDocument7 pagesAlloy SteelRavinJohnNo ratings yet
- Standard Filete Metric - IsO 724Document1 pageStandard Filete Metric - IsO 724Dan Timpea81% (16)
- Coca Cola Primary Activities: 1. Inbound Logistics Include Functions Like Receiving, Warehousing, and Managing InventoryDocument5 pagesCoca Cola Primary Activities: 1. Inbound Logistics Include Functions Like Receiving, Warehousing, and Managing InventoryJaene L.No ratings yet
- Machinability and Corrosion Resistance of EN 1.4305 Stainless SteelDocument2 pagesMachinability and Corrosion Resistance of EN 1.4305 Stainless SteelDule JovanovicNo ratings yet
- Duplex Stainless Steel EN 1.4460 PDFDocument2 pagesDuplex Stainless Steel EN 1.4460 PDFtienNo ratings yet
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Document2 pagesHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261No ratings yet
- 904L (Valbruna)Document2 pages904L (Valbruna)Claudia MmsNo ratings yet
- EN 1 4835 - 1510 Valbruna Nordic EnglishDocument2 pagesEN 1 4835 - 1510 Valbruna Nordic Englishnguyenhuutan91No ratings yet
- 1.4006 en PDFDocument2 pages1.4006 en PDFdiego.peinado8856No ratings yet
- 1 4418Document2 pages1 4418cristi_molinsNo ratings yet
- EN26Document3 pagesEN26Moldoveanu TeodorNo ratings yet
- EN1.4462-0509 Original EngDocument2 pagesEN1.4462-0509 Original Eng4455jappNo ratings yet
- 1.4306 enDocument2 pages1.4306 enRoberto_PrrNo ratings yet
- HighTens AISI4340Document2 pagesHighTens AISI4340wellengineerNo ratings yet
- Damasteel Martensitic Damascus SteelDocument6 pagesDamasteel Martensitic Damascus SteelsurintanNo ratings yet
- 1020 Carbon Steel Bar GuideDocument3 pages1020 Carbon Steel Bar GuidethyskieNo ratings yet
- SS 304Document5 pagesSS 304Nirav PatelNo ratings yet
- SS 1.4122Document2 pagesSS 1.4122Bipin Sadasivan100% (2)
- High Tensile Steel - Aisi 4140Document2 pagesHigh Tensile Steel - Aisi 4140tetirichieNo ratings yet
- Duplex Stainless Steel 329 Round Bars ManufacturerDocument2 pagesDuplex Stainless Steel 329 Round Bars Manufacturertien100% (1)
- Remanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La CarteDocument36 pagesRemanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La Cartepipedown456No ratings yet
- 1 4021 PDFDocument2 pages1 4021 PDFSarah FitzgeraldNo ratings yet
- Aluminium 1100Document2 pagesAluminium 1100Anup DalalNo ratings yet
- Pressure Part Materials Its Service TemperatureDocument4 pagesPressure Part Materials Its Service TemperatureAkil PrabhuNo ratings yet
- High Tensile Steel 4340Document2 pagesHigh Tensile Steel 4340CarmenJuliaNo ratings yet
- High Tensile Steel 4340Document2 pagesHigh Tensile Steel 4340Arun KumarNo ratings yet
- Avesta 2205 AC DCDocument1 pageAvesta 2205 AC DCpipedown456No ratings yet
- HighTens EN25Document2 pagesHighTens EN25Annamali Thiayagarajan0% (1)
- Chemical CompositionDocument6 pagesChemical CompositionAkbar DarmawansyahNo ratings yet
- Metal Plates Property Table Metal Plate MaterialsDocument1 pageMetal Plates Property Table Metal Plate MaterialsaAa1234aAabNo ratings yet
- URB25Document4 pagesURB25malika_00No ratings yet
- Datenblatt 4105 UKDocument2 pagesDatenblatt 4105 UKVahid SarfarazNo ratings yet
- Ni base flux cored wireDocument1 pageNi base flux cored wireBBalopesabbNo ratings yet
- Uns s32760Document3 pagesUns s32760NitinNo ratings yet
- Ur 45 NDocument8 pagesUr 45 NpauldidiNo ratings yet
- Duplex Stainless Steel EN 1.4460 MAXIVAL®Document2 pagesDuplex Stainless Steel EN 1.4460 MAXIVAL®guruhNo ratings yet
- Engineering Steels 1018 Product GuideDocument2 pagesEngineering Steels 1018 Product GuidejangaswathiNo ratings yet
- X5CrNiCuNb 16-41.4542Document2 pagesX5CrNiCuNb 16-41.4542nuesteNo ratings yet
- .Au-Aluminium Alloy 3003Document5 pages.Au-Aluminium Alloy 3003ali alhamilNo ratings yet
- EldaDocument28 pagesEldaEldayadi Nefty Rizky ArismawanNo ratings yet
- 12l14 Bright Mild SteelDocument2 pages12l14 Bright Mild SteelStefany Carolina Chavez DavidNo ratings yet
- Carpenter Stainless Custom 630 PDFDocument9 pagesCarpenter Stainless Custom 630 PDFGrafton MontgomeryNo ratings yet
- North American Stainless: Long Products Stainless Steel Grade SheetDocument8 pagesNorth American Stainless: Long Products Stainless Steel Grade Sheettejap314No ratings yet
- 25% Cr Heat Resistant Stainless Steel SIRIUS 314Document4 pages25% Cr Heat Resistant Stainless Steel SIRIUS 314Víctor SandovskyNo ratings yet
- 709M40 - 1% CR - Mo Steel: Related SpecificationsDocument2 pages709M40 - 1% CR - Mo Steel: Related SpecificationstetirichieNo ratings yet
- 1 4122Document1 page1 4122Zeeshan AnwarNo ratings yet
- Caracteristicas Do Aço 40CrMnMo7Document2 pagesCaracteristicas Do Aço 40CrMnMo7Gabriel GonçalvesNo ratings yet
- Nickel Alloy 330 Resists Carburizing OxidizingDocument2 pagesNickel Alloy 330 Resists Carburizing OxidizingAA.KarandishNo ratings yet
- Filtre PDFDocument328 pagesFiltre PDFAntohi CatalinNo ratings yet
- English Grammar Book RoundUP 4 Teachers Guide PDFDocument50 pagesEnglish Grammar Book RoundUP 4 Teachers Guide PDFAntohi Catalin100% (3)
- Filete GAZ PDFDocument8 pagesFilete GAZ PDFAntohi CatalinNo ratings yet
- Technical Handbook Mechanical Anchors 2 PDFDocument78 pagesTechnical Handbook Mechanical Anchors 2 PDFAntohi CatalinNo ratings yet
- CURS 2 Solutii Constructive PompeDocument20 pagesCURS 2 Solutii Constructive PompeBasalic GeorgeNo ratings yet
- Garnitura2 PDFDocument11 pagesGarnitura2 PDFAntohi CatalinNo ratings yet
- Astm Bolts Nuts Washer Weights PDFDocument1 pageAstm Bolts Nuts Washer Weights PDFAntohi CatalinNo ratings yet
- Pernos EquivalenciasDocument2 pagesPernos EquivalenciasEnriqueGDNo ratings yet
- Garnitura1 PDFDocument8 pagesGarnitura1 PDFAntohi CatalinNo ratings yet
- Indian Institute of Technology, Delhi: Department of Mechanical EnggDocument0 pagesIndian Institute of Technology, Delhi: Department of Mechanical EnggGeorge KaridisNo ratings yet
- Tumors of The Fetus and Infant-An Atlas PDFDocument435 pagesTumors of The Fetus and Infant-An Atlas PDFAntohi Catalin100% (1)
- Validation of Analysis Methods For Pad EyeDocument49 pagesValidation of Analysis Methods For Pad Eyegeorgekc77No ratings yet
- Validation of Analysis Methods For Pad EyeDocument49 pagesValidation of Analysis Methods For Pad Eyegeorgekc77No ratings yet
- Astm Bolts Nuts Washer Weights PDFDocument1 pageAstm Bolts Nuts Washer Weights PDFAntohi CatalinNo ratings yet
- Validation of Analysis Methods For Pad EyeDocument49 pagesValidation of Analysis Methods For Pad Eyegeorgekc77No ratings yet
- Din 582-Lifting Female Eye Bolt PDFDocument1 pageDin 582-Lifting Female Eye Bolt PDFAntohi CatalinNo ratings yet
- Din 580-Lifting Eye Bolts PDFDocument1 pageDin 580-Lifting Eye Bolts PDFAntohi CatalinNo ratings yet
- Being ProfessionalDocument3 pagesBeing ProfessionalPutra SyahrezaNo ratings yet
- Cobb 500 PDFDocument14 pagesCobb 500 PDFNeil Ryan100% (1)
- NTFPP-Module 3 Microwave Processing of Foods - AjitKSinghDocument12 pagesNTFPP-Module 3 Microwave Processing of Foods - AjitKSinghKeshav RajputNo ratings yet
- Evaluation of Personal Dust Exposure of The Rice Mill Workers in AssamDocument10 pagesEvaluation of Personal Dust Exposure of The Rice Mill Workers in AssamIJAMTESNo ratings yet
- Transpo Printable Lecture4Document10 pagesTranspo Printable Lecture4Jabin Sta. TeresaNo ratings yet
- PatternPro Variable Pitch GunDocument2 pagesPatternPro Variable Pitch GunVõ HòaNo ratings yet
- Introduction To Iron Metallurgy PDFDocument90 pagesIntroduction To Iron Metallurgy PDFDrTrinath TalapaneniNo ratings yet
- Plant and Animal Cells Crossword Puzzle: FreebieDocument5 pagesPlant and Animal Cells Crossword Puzzle: FreebieAref DahabrahNo ratings yet
- Cash Flow Analysis: Restaurant Business PlanDocument44 pagesCash Flow Analysis: Restaurant Business Plankavirao87No ratings yet
- Thalassemia WikiDocument12 pagesThalassemia Wikiholy_miracleNo ratings yet
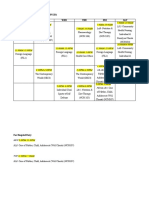
- BSN-2D 1st Semester ScheduleDocument2 pagesBSN-2D 1st Semester ScheduleReyjan ApolonioNo ratings yet
- Product Bulletin - Menopause Balance Complex Cooling LotionDocument2 pagesProduct Bulletin - Menopause Balance Complex Cooling Lotionshaklee480No ratings yet
- Carte Tehnica Partea IDocument22 pagesCarte Tehnica Partea IadrianNo ratings yet
- Extraction and Isolation of Saponins PDFDocument2 pagesExtraction and Isolation of Saponins PDFMikeNo ratings yet
- Colours of the RainbowDocument16 pagesColours of the RainbowMd A RAZZAKNo ratings yet
- Un Primer Acercamiento A La Escritura Científica: OPI LabDocument66 pagesUn Primer Acercamiento A La Escritura Científica: OPI LabLolaNo ratings yet
- B152 01 00 00 00Document517 pagesB152 01 00 00 00lsep_bellaNo ratings yet
- Breading Guide To All FoodDocument1 pageBreading Guide To All FoodInno EspinaNo ratings yet
- Weekly Home Learning Plan: Grade 8 - Quarter 2. Week 7Document3 pagesWeekly Home Learning Plan: Grade 8 - Quarter 2. Week 7Danmer Jude TorresNo ratings yet
- Assignment On Types of Retail Marketing: Submitted By: MR - Swapnil S. Ghag. Roll No.10 (A)Document9 pagesAssignment On Types of Retail Marketing: Submitted By: MR - Swapnil S. Ghag. Roll No.10 (A)Swapnil Ghag100% (1)
- Escala de Violencia e Índice de SeveridadDocument11 pagesEscala de Violencia e Índice de SeveridadpsiserviciosprofesioNo ratings yet