You might also like
- Installing the adjuster plate and jackshaft assemblyDocument31 pagesInstalling the adjuster plate and jackshaft assemblystilmix60100% (2)
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- 3 in 1 MachineDocument5 pages3 in 1 Machinemarandan85100% (1)
- Web QCGBDocument19 pagesWeb QCGBpramponiNo ratings yet
- V Po-To 3Document60 pagesV Po-To 3Pierre799es100% (1)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Tricking Out Asian 9x20 LatheDocument48 pagesTricking Out Asian 9x20 Lathearanicki8587No ratings yet
- Make A Mini Milling MachineDocument31 pagesMake A Mini Milling MachineArta Suta100% (1)
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- A Do-It-Yourself Manual Tire ChangerDocument4 pagesA Do-It-Yourself Manual Tire ChangerHamzaNouman50% (2)
- 45 Best Harbor Freight ModsDocument48 pages45 Best Harbor Freight ModsKeone Semana100% (1)
- Bender PlansDocument15 pagesBender PlansMike Nichlos80% (5)
- Diamond Tool Holder for Mini LatheDocument12 pagesDiamond Tool Holder for Mini Latheian_newNo ratings yet
- Sheet Metal Bending PlansDocument11 pagesSheet Metal Bending PlansVivek_subzero100% (1)
- Micro Machine Shop Mods EtcDocument488 pagesMicro Machine Shop Mods EtcUmair MypusakaNo ratings yet
- Mini Mill Assembly Drawings-2009Document5 pagesMini Mill Assembly Drawings-2009ModularCNCNo ratings yet
- Lathe Tool Post Grinder PlansDocument5 pagesLathe Tool Post Grinder Plansozland9No ratings yet
- Shop Made SlotterDocument4 pagesShop Made Slotternevadablue100% (4)
- Tricking Out HF 9x20 LatheDocument48 pagesTricking Out HF 9x20 LatheCliff Miller100% (1)
- Hercus TextBook of TurningDocument56 pagesHercus TextBook of TurningFrancois Marais100% (2)
- (Diy) - Metalworking - Model Engineer Aug53' - Surface Grinding & Milling MachineDocument6 pages(Diy) - Metalworking - Model Engineer Aug53' - Surface Grinding & Milling MachineFernanda Duarte100% (4)
- Modular CNC Nema-23 For Acme Lead ScrewDocument1 pageModular CNC Nema-23 For Acme Lead ScrewModularCNCNo ratings yet
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- Motor Driven HacksawDocument3 pagesMotor Driven HacksawJim100% (3)
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsNo ratings yet
- Southbend Shaper V2 Parts ListDocument6 pagesSouthbend Shaper V2 Parts ListStephen HowardNo ratings yet
- 34 Jigs and Fixtures For Machine ShopDocument12 pages34 Jigs and Fixtures For Machine ShopPRASAD326100% (8)
- Lewis MillDocument9 pagesLewis MillCelso Ari Schlichting100% (2)
- Hacksaw PDFDocument40 pagesHacksaw PDFturuceluNo ratings yet
- Simple Workshop Devices - Tool MakingDocument4 pagesSimple Workshop Devices - Tool Makingjykajage100% (1)
- Struck Dozers - CubCadetManDocument4 pagesStruck Dozers - CubCadetManNaveen BansalNo ratings yet
- CNC Plan FinalDocument5 pagesCNC Plan FinalAlex HC100% (2)
- Biax 7EL assembly guideDocument6 pagesBiax 7EL assembly guideKarsten BergNo ratings yet
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningFrom EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningRating: 2.5 out of 5 stars2.5/5 (2)
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfFrom EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfNo ratings yet
- Frame Jig Assembly GuideDocument12 pagesFrame Jig Assembly GuideMalcolm DiamondNo ratings yet
- HHM1 Drawing NotesDocument14 pagesHHM1 Drawing Notespawoe3064No ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopNo ratings yet
- Compound Slide Wood LatheDocument6 pagesCompound Slide Wood LatheJim100% (2)
- Tramming Bridgeport MillDocument13 pagesTramming Bridgeport Millva3ttn100% (2)
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- Power HackSawDocument6 pagesPower HackSawMike Nichlos100% (2)
- The Art of Centered Eye BendingDocument29 pagesThe Art of Centered Eye BendingKhin Aung Shwe100% (1)
- Mini-Skat 6-Wheel Plans AssemblyDocument40 pagesMini-Skat 6-Wheel Plans AssemblyВладимир Батманов100% (3)
- Workshop Practice Series - 05 - Milling Operations in The LatheDocument71 pagesWorkshop Practice Series - 05 - Milling Operations in The LatheJ.Nieuwenhuis75% (8)
- Build Your Own Mini Bike PlansDocument8 pagesBuild Your Own Mini Bike Plansmawan_jogjaNo ratings yet
- Small Shaping MachineDocument4 pagesSmall Shaping Machineomikami73% (11)
- Workshop Practice Series 02 - Vertical Milling in The Home WorkshopDocument49 pagesWorkshop Practice Series 02 - Vertical Milling in The Home Workshopcasanovg95% (19)
- (Metalworking) Model Engineer - Gauge Making With The LatheDocument1 page(Metalworking) Model Engineer - Gauge Making With The LathekikoliverNo ratings yet
- Weedeater Trolling MotorDocument16 pagesWeedeater Trolling MotorJames McEwenNo ratings yet
- Ball Turner PrintsDocument10 pagesBall Turner PrintskokiskoNo ratings yet
- WO9010337 Magnetic MotorDocument23 pagesWO9010337 Magnetic MotorAndras KondratNo ratings yet
- A Method of Dividing The Circumference of A CircleDocument3 pagesA Method of Dividing The Circumference of A CirclekokiskoNo ratings yet
- Ball Turner Prints PDFDocument10 pagesBall Turner Prints PDFkokiskoNo ratings yet
- GAA Bortone June02Document2 pagesGAA Bortone June02kokiskoNo ratings yet
- UFODocument2 pagesUFOkokiskoNo ratings yet
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 pagesQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoNo ratings yet
- SMD Electrolysis PDFDocument1 pageSMD Electrolysis PDFkokiskoNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Assessing Potential Propulsion Breakthroughs: Marc G. MillisDocument21 pagesAssessing Potential Propulsion Breakthroughs: Marc G. MillisnenucarqNo ratings yet
- Anti-Gravity PropulsionDocument16 pagesAnti-Gravity PropulsionTony FreelandNo ratings yet
- RB 7x12 Minilathe BedwaysDocument2 pagesRB 7x12 Minilathe BedwayskokiskoNo ratings yet
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 pagesQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoNo ratings yet
- Anti-Gravity PropulsionDocument16 pagesAnti-Gravity PropulsionTony FreelandNo ratings yet
- Mysteries of The Unknown - The UFO PhenomenonDocument162 pagesMysteries of The Unknown - The UFO Phenomenonanaximandre06100% (3)
- 1769 Compound Rest AssyDocument1 page1769 Compound Rest AssykokiskoNo ratings yet
- Cross slide nut modification for Grizzly 7x12/24 latheDocument3 pagesCross slide nut modification for Grizzly 7x12/24 lathekokiskoNo ratings yet
- Spindle, 7x10, 12 Mini LatheDocument1 pageSpindle, 7x10, 12 Mini LatheramaaramaaNo ratings yet
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsNo ratings yet
- Morse Taper Dimensions and Drill Chuck ArborsDocument4 pagesMorse Taper Dimensions and Drill Chuck ArborskokiskoNo ratings yet
- Evading Thermal Imaging and Radar Detection-1Document8 pagesEvading Thermal Imaging and Radar Detection-1kokiskoNo ratings yet
- Drive TroubleshootingDocument9 pagesDrive TroubleshootingkokiskoNo ratings yet
- Change Gears Charts For Metric Threading On The 7x MiniDocument2 pagesChange Gears Charts For Metric Threading On The 7x MinikokiskoNo ratings yet
- Rollies Dads MethodDocument4 pagesRollies Dads Methodctin12No ratings yet
- r8 5c Collet DimensionsDocument2 pagesr8 5c Collet DimensionskokiskoNo ratings yet
- Metal Drilling Speed ChartDocument3 pagesMetal Drilling Speed ChartkokiskoNo ratings yet
- How To Make Economical BateryDocument85 pagesHow To Make Economical BaterykokiskoNo ratings yet
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Document9 pagesPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoNo ratings yet
- Ball Turning Toolpost - Complete PDFDocument5 pagesBall Turning Toolpost - Complete PDFRamanujam O SNo ratings yet
- Manual de Codigos para Control Universal Rca Systemlink 4Document3 pagesManual de Codigos para Control Universal Rca Systemlink 4Leopoldo Alexander Marcano Matute33% (18)
- Rear Drive Axle/Differential - : Description Lubricant Capacity (liters/pints/US Quarts)Document73 pagesRear Drive Axle/Differential - : Description Lubricant Capacity (liters/pints/US Quarts)Kent WaiNo ratings yet
- Ddec IVDocument1 pageDdec IVJesus Almanzar SantosNo ratings yet
- Book 1Document100 pagesBook 1Devasyruc100% (1)
- Actuator TypeDocument18 pagesActuator TypelinhphamNo ratings yet
- CRT TV and Led TVDocument3 pagesCRT TV and Led TVlexciiNo ratings yet
- 2-Way Modulating ControlDocument1 page2-Way Modulating Controlkiran kumarNo ratings yet
- Dpu 2550h 0610036 Rev103Document92 pagesDpu 2550h 0610036 Rev103Ajans Victor100% (1)
- N° Codice / Code Descrizione Description Q.tà: VERSION 07/2012 From Serial 476Document3 pagesN° Codice / Code Descrizione Description Q.tà: VERSION 07/2012 From Serial 476Ahmad ShaheenNo ratings yet
- Active CoolingDocument2 pagesActive CoolingLorraine BagayanaNo ratings yet
- Control Remoto Vizio TVDocument20 pagesControl Remoto Vizio TVangel de mi guardaNo ratings yet
- HBF50A User ManualDocument8 pagesHBF50A User ManualUEENo ratings yet
- CAT D7G-Front IdlersDocument12 pagesCAT D7G-Front Idlersyoga_jpbmbm100% (1)
- Ansi b18.2.1 Hex Machine BoltDocument1 pageAnsi b18.2.1 Hex Machine BoltBharatNo ratings yet
- Van Keuren CatalogDocument1 pageVan Keuren Catalognorad77No ratings yet
- Jindal cPVC Pipe and Fittings Price ListDocument2 pagesJindal cPVC Pipe and Fittings Price ListSaini ShellyNo ratings yet
- Doall 13 Engine Lathe Machine Manual 20140205Document64 pagesDoall 13 Engine Lathe Machine Manual 20140205MP USINAGEM100% (1)
- Types of Cutting DiesDocument4 pagesTypes of Cutting DiesrheahabyennNo ratings yet
- تركيب وتشغيل وحدات تكييف الهواءDocument49 pagesتركيب وتشغيل وحدات تكييف الهواءOmar NabilNo ratings yet
- DEFLEX UPVC pipe price list 2021Document1 pageDEFLEX UPVC pipe price list 2021Shivankar GuptaNo ratings yet
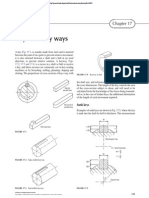
- Pages From Chapter 17 Keys and Key Ways Chapter 18 Worked Examples in Machine DrawingDocument4 pagesPages From Chapter 17 Keys and Key Ways Chapter 18 Worked Examples in Machine DrawingNagaraju GummadiNo ratings yet
- Index Parts List: JULY 1991 4171x 4213x 4214x 4215x 5171x 5212xDocument44 pagesIndex Parts List: JULY 1991 4171x 4213x 4214x 4215x 5171x 5212xPenny68No ratings yet
- LG SH2 Soundbar ManualDocument28 pagesLG SH2 Soundbar ManualJC RivNo ratings yet
- Asus Phone and Tablet Model NumbersDocument3 pagesAsus Phone and Tablet Model NumbersAlexandru NeaguNo ratings yet
- Rotary Peeler Instruction ManualDocument4 pagesRotary Peeler Instruction ManualwilsonNo ratings yet
- EatonDocument1 pageEatonMarceloNo ratings yet
- Andromeda V1.2 Assembly GuideDocument19 pagesAndromeda V1.2 Assembly Guidenajoko6753No ratings yet
- SM300 Manual A4Document23 pagesSM300 Manual A4Igorruzic7No ratings yet
- Cordless Drill PABS 18-Li B2 ΕλληνικαDocument72 pagesCordless Drill PABS 18-Li B2 ΕλληνικαKonstantinos TheodosiadisNo ratings yet
- Group 1, Double Bedroom WiringDocument19 pagesGroup 1, Double Bedroom WiringAarthi RashmiNo ratings yet