keyways
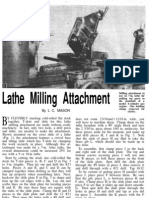
IS YOUR MACHINE SHOP limited to a lathe?
No matter; you can teach a lathe to perform
nearly all machining operations. Start with cutting
keyways in shafts of various diameters.
You can hold straight-shank end mills in a
collet chuck or taper-shank adapter in the head-
stock spindle. You'll have to make the sturdy
clamp you mount on the compound rest to posi-
tion the work. The carriage and crossfeed screws
let you move the work into the cutter and draw
it past. Thus you can cut both open-end keyways
and blind slots.
One such clamping fixture can be made of
heavy angle (Fig. 1) bored to take the toolpost
and clamped to the rest by a steel bar in the
toolpost slot. After it's in place mill a V-groove
across its face (cross section) by mounting an
angular cutter in the headstock and drawing the
work past it with the cross feed. This lets you
clamp the work in an accurate horizontal plane
at lathe-center.
An alternate fixture (Fig. 2) is a steel block
bored to receive a flanged post (like the lower
Mill keyways end of the toolpost) so you can clamp it to the
compound rest's T-slot with a large capscrew.
Figs. 3 and 4 show setups with a Woodruff
on your lathe keyway cutter; the cut is made at right angles
to the spindle. Woodruff keyseats are made by
clamping the work in a vertical position and
By C. W. WOODSON
feeding it into the cutter. Again, an accurate
V-groove helps to position the work quickly and
accurately.
1526
You might also like
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- Simple Boring BarDocument3 pagesSimple Boring BarMike Nichlos100% (1)
- Drill Vise MillDocument2 pagesDrill Vise MillFrenchwolf420No ratings yet
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningFrom EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningRating: 2.5 out of 5 stars2.5/5 (2)
- Mini Tube BenderDocument4 pagesMini Tube BenderMartin OngNo ratings yet
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsFrom EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNo ratings yet
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- ReamersDocument1 pageReamersvikash kumarNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- The Advance Metalworking LatheDocument6 pagesThe Advance Metalworking LathePronina100% (1)
- Lathe Milling Attach PlansDocument7 pagesLathe Milling Attach Plansdodgydonkey100% (1)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Mini Milldiy PDFDocument6 pagesMini Milldiy PDFCelso Ari Schlichting100% (1)
- How-To - Build Your Own Spot Welder - HackadayDocument17 pagesHow-To - Build Your Own Spot Welder - HackadayAndrew McLarenNo ratings yet
- A Modified Vince Gingery PlasticDocument13 pagesA Modified Vince Gingery PlasticgeppaNo ratings yet
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- (Metalworking) Model Engineer - Gauge Making With The LatheDocument1 page(Metalworking) Model Engineer - Gauge Making With The LathekikoliverNo ratings yet
- Center Punch Grinding JigDocument2 pagesCenter Punch Grinding JigmododanNo ratings yet
- Metal BenderDocument6 pagesMetal Benderbula10100% (1)
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- 3 PhaseDocument9 pages3 PhaseArnulfo LavaresNo ratings yet
- Gingery's Pipe Bending MachineDocument1 pageGingery's Pipe Bending Machinegodfrey73100% (1)
- Balancing Grinder WheelsDocument8 pagesBalancing Grinder WheelsmountaineerjpNo ratings yet
- Small Cupola For Workshop 2004Document4 pagesSmall Cupola For Workshop 2004Mos CraciunNo ratings yet
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420No ratings yet
- Steam ValveDocument6 pagesSteam ValveuaisouauNo ratings yet
- Gemco Metal Shaper BrochureDocument16 pagesGemco Metal Shaper Brochureaa987100% (1)
- 33 - Making Clocks PDFDocument65 pages33 - Making Clocks PDFBruno DelsupexheNo ratings yet
- Quorn User Manual PDFDocument31 pagesQuorn User Manual PDFtaiwest100% (1)
- Lewis MillDocument9 pagesLewis MillCelso Ari Schlichting100% (2)
- 04 - Foundrywork For The AmateurDocument95 pages04 - Foundrywork For The Amateurj43951048100% (1)
- Impetus Metalmaster LatheDocument19 pagesImpetus Metalmaster LatheIan Foreman100% (1)
- Coil Winder Rev 3-19-11Document17 pagesCoil Winder Rev 3-19-11dougforbes000No ratings yet
- Lathe Design ADocument3 pagesLathe Design AFrenchwolf420100% (1)
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsDocument7 pagesLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (1)
- In The Workshop: Duplex "Document6 pagesIn The Workshop: Duplex "johnboy183No ratings yet
- Lathe ToolslideDocument2 pagesLathe ToolslideFrenchwolf420No ratings yet
- Lathe-Milling AttachmentDocument4 pagesLathe-Milling AttachmentFrenchwolf420No ratings yet
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsNo ratings yet
- Building A Powdercoat Oven: Construction Page Design Page Material List Contact LinksDocument23 pagesBuilding A Powdercoat Oven: Construction Page Design Page Material List Contact Linkselkabong20gmailcom100% (1)
- Shop - Metal - Gingery's Pipe Bending MachineDocument1 pageShop - Metal - Gingery's Pipe Bending MachinePutra Pratama100% (6)
- How To Formulate Parkerizing SolutionDocument3 pagesHow To Formulate Parkerizing SolutionOtter1zNo ratings yet
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Accu-Finish II ManualDocument8 pagesAccu-Finish II ManualOliver CollectorNo ratings yet
- Plans For Radial Drill Press PDFDocument4 pagesPlans For Radial Drill Press PDFhightecrebel100% (1)
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDocument14 pagesDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- True Up That Worn Lathe Chuck:, WFTHDocument1 pageTrue Up That Worn Lathe Chuck:, WFTHjsmith3455No ratings yet
- ACESORIOScatalog PDFDocument80 pagesACESORIOScatalog PDFlmelmelmeNo ratings yet
- Making The Keats Angle Plate From CastingsDocument15 pagesMaking The Keats Angle Plate From CastingsJohn SmithNo ratings yet
- Free Electric Power WindmillDocument3 pagesFree Electric Power WindmillJim100% (4)
- Bull Frog Go KartDocument15 pagesBull Frog Go KartJim100% (3)
- Breeze Baby Sailboat PlansDocument5 pagesBreeze Baby Sailboat PlansJim100% (5)
- Polliwog Sailboat PlansDocument6 pagesPolliwog Sailboat PlansJim100% (4)
- Star Lite SailboatDocument13 pagesStar Lite SailboatJim100% (8)
- Homemade ATVDocument67 pagesHomemade ATVJim100% (7)
- Mineral Vegetable and Animal LifeDocument4 pagesMineral Vegetable and Animal LifeJim86% (7)
- Model Hot Air EngineDocument4 pagesModel Hot Air EngineJim100% (4)
- Dorothy 24 Foot Sailing CruiserDocument11 pagesDorothy 24 Foot Sailing CruiserJim92% (12)
- Air Cooled Hot Air EngineDocument6 pagesAir Cooled Hot Air EngineJim50% (2)
- Candle Powered EngineDocument2 pagesCandle Powered EngineJimNo ratings yet
- A Crystal Set For The Boy BuilderDocument3 pagesA Crystal Set For The Boy BuilderJim100% (4)
- Electric Scooter PlansDocument6 pagesElectric Scooter PlansJim88% (8)
- Magnetic Current PamphletDocument9 pagesMagnetic Current PamphletJim100% (2)
- Vintage Transistor RadioDocument4 pagesVintage Transistor RadioJim100% (1)
- Listening LoopsDocument2 pagesListening LoopsJim75% (4)
- Magnetic BaseDocument3 pagesMagnetic BaseJim100% (2)
- War Toys For BoysDocument48 pagesWar Toys For BoysJim100% (2)
- Foxhole RadioDocument2 pagesFoxhole RadioJim89% (9)
- Radio SimplifiedDocument94 pagesRadio SimplifiedJim100% (3)
- The Boy's Book of Crystal SetsDocument36 pagesThe Boy's Book of Crystal SetsJim100% (9)
- Space Age Crystal SetDocument3 pagesSpace Age Crystal SetJim100% (3)
- Crystal Radio LampDocument4 pagesCrystal Radio LampJim100% (2)
- Super Scooter by Mechanix IllustratedDocument12 pagesSuper Scooter by Mechanix IllustratedJim100% (3)
- Flashlight RadioDocument5 pagesFlashlight RadioJim67% (3)
- Vintage Transistor RadioDocument4 pagesVintage Transistor RadioJim100% (1)
- O Livro de Ouro Dos Experimentos Químicos (RARIDADE)Document114 pagesO Livro de Ouro Dos Experimentos Químicos (RARIDADE)Davidson De Oliveira Lima100% (1)
- Wren Minibike PlansDocument7 pagesWren Minibike PlansJim100% (5)
- Build A Scintillometer Uranium Detector For ProspectingDocument11 pagesBuild A Scintillometer Uranium Detector For ProspectingJim80% (5)
- Receive Short W A V E Onyour HomeradioDocument5 pagesReceive Short W A V E Onyour HomeradioJim100% (9)
- 02 PDFDocument39 pages02 PDFShishir Kumar NayakNo ratings yet
- Developer Instruction Guide (Video Development) : Sensitivity: LNT Construction Internal UseDocument18 pagesDeveloper Instruction Guide (Video Development) : Sensitivity: LNT Construction Internal UseGokul SelvarajNo ratings yet
- Researchpaper Design Model of Built Up Stiffened Column Base Under Large Eccentric LoadDocument10 pagesResearchpaper Design Model of Built Up Stiffened Column Base Under Large Eccentric LoadNishant GaurNo ratings yet
- 59 Why Nuts and Bolts Come Loose V1Document2 pages59 Why Nuts and Bolts Come Loose V1jillianixNo ratings yet
- National Foam ManualDocument4 pagesNational Foam ManualRiky AyalaNo ratings yet
- Easa Ar100 2006 PDFDocument33 pagesEasa Ar100 2006 PDFChecho Buenaventura100% (1)
- Evaporators: Dry-ExpansionDocument4 pagesEvaporators: Dry-ExpansionghilesNo ratings yet
- Design Validation PlanDocument3 pagesDesign Validation Planpankaj100% (2)
- Kansai DMM2203 D F PDFDocument31 pagesKansai DMM2203 D F PDFisrael amilNo ratings yet
- Lock-O-Ring FlangeDocument6 pagesLock-O-Ring FlangeAm ENo ratings yet
- Transmision Fuller 13 Vel Rtlo-14913aDocument37 pagesTransmision Fuller 13 Vel Rtlo-14913aCesar RamosNo ratings yet
- Turbo Machines Lab: Centrifugal and Reciprocating CompressorsDocument38 pagesTurbo Machines Lab: Centrifugal and Reciprocating CompressorsUpendra SravanNo ratings yet
- Rover 75 ATF Fluid ChangeDocument11 pagesRover 75 ATF Fluid ChangeRichardNo ratings yet
- Cooling System MechanicallDocument23 pagesCooling System MechanicallStuart FerreiraNo ratings yet
- Detroit Parts 8V71 & 12V71Document47 pagesDetroit Parts 8V71 & 12V71indra100% (2)
- Proforma Invoice: Bill ToDocument2 pagesProforma Invoice: Bill ToExpert Trading & Ttechnical ServicesNo ratings yet
- Flow Serve PDFDocument26 pagesFlow Serve PDFTushar LanjekarNo ratings yet
- F120 - F160 Peco ManualDocument44 pagesF120 - F160 Peco ManualBernie WireNo ratings yet
- GATE 2021 Test Series 1 1 PDFDocument6 pagesGATE 2021 Test Series 1 1 PDFSatyajit SahuNo ratings yet
- FSAE SuspensionDocument37 pagesFSAE SuspensionDonald MuchemwaNo ratings yet
- 1D Monoatomic Chain 3-5Document33 pages1D Monoatomic Chain 3-5M IrfanNo ratings yet
- Helical Gears ProblemsDocument29 pagesHelical Gears Problemsa17e100% (1)
- Water Desorption and Mechanical Hair Properties ImpactDocument13 pagesWater Desorption and Mechanical Hair Properties Impactvaibhav.kaushik4971No ratings yet
- ASME Pressure Vessel Design PDFDocument62 pagesASME Pressure Vessel Design PDFhilwan sultonNo ratings yet
- Sinamics Perfect Harmony enDocument16 pagesSinamics Perfect Harmony ensykimk8921No ratings yet
- Manual de Peças Manipulador Telescopico 1200SJP 1350SJPDocument460 pagesManual de Peças Manipulador Telescopico 1200SJP 1350SJPAlessandro de OliveiraNo ratings yet
- Mech ANM 2019R1 WS04D-Anisotropic HyperelasticityDocument14 pagesMech ANM 2019R1 WS04D-Anisotropic HyperelasticityDong LINo ratings yet
- JD - Field Service EngineerDocument2 pagesJD - Field Service EngineerRajesh PotluriNo ratings yet
- UNIT I Gas Power Cycles FinalDocument75 pagesUNIT I Gas Power Cycles FinalMAYUR BHOSALENo ratings yet
- KTA19-G3A: Engine Model: Reference InformationDocument3 pagesKTA19-G3A: Engine Model: Reference InformationTeodoro Cornelius AltuveNo ratings yet
- House Rules: How to Decorate for Every Home, Style, and BudgetFrom EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNo ratings yet
- Crochet Impkins: Over a million possible combinations! Yes, really!From EverandCrochet Impkins: Over a million possible combinations! Yes, really!Rating: 4.5 out of 5 stars4.5/5 (10)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsFrom EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsRating: 4.5 out of 5 stars4.5/5 (2)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiFrom EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiRating: 4 out of 5 stars4/5 (3)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiFrom Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiRating: 5 out of 5 stars5/5 (2)
- Modern Granny Stitch Crochet: Make clothes and accessories using the granny stitchFrom EverandModern Granny Stitch Crochet: Make clothes and accessories using the granny stitchRating: 5 out of 5 stars5/5 (1)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastFrom EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastRating: 5 out of 5 stars5/5 (1)
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)
- Celtic Line Drawing - Simplified InstructionsFrom EverandCeltic Line Drawing - Simplified InstructionsRating: 5 out of 5 stars5/5 (4)
- Dream Sewing Spaces: Design & Organization for Spaces Large & SmallFrom EverandDream Sewing Spaces: Design & Organization for Spaces Large & SmallRating: 4 out of 5 stars4/5 (24)
- Timeless Textured Baby Crochet: 20 heirloom crochet patterns for babies and toddlersFrom EverandTimeless Textured Baby Crochet: 20 heirloom crochet patterns for babies and toddlersNo ratings yet
- Crochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestFrom EverandCrochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestRating: 5 out of 5 stars5/5 (2)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeFrom EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeRating: 5 out of 5 stars5/5 (1)
- Tunisian Crochet for Beginners: Step-by-step Instructions, plus 5 Patterns!From EverandTunisian Crochet for Beginners: Step-by-step Instructions, plus 5 Patterns!Rating: 5 out of 5 stars5/5 (3)
- Friends: The One with the Crochet: The Official Crochet Pattern BookFrom EverandFriends: The One with the Crochet: The Official Crochet Pattern BookRating: 5 out of 5 stars5/5 (1)
- Amigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)From EverandAmigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)No ratings yet
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsFrom EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsRating: 4.5 out of 5 stars4.5/5 (10)
- Crochet Collage Garden: 100 patterns for crochet flowers, plants and petalsFrom EverandCrochet Collage Garden: 100 patterns for crochet flowers, plants and petalsRating: 5 out of 5 stars5/5 (1)
- Kawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreFrom EverandKawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreRating: 5 out of 5 stars5/5 (5)
- Too Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreFrom EverandToo Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreRating: 5 out of 5 stars5/5 (2)
- Knit Soxx for Everyone: 25 Colorful Sock Patterns for the Whole FamilyFrom EverandKnit Soxx for Everyone: 25 Colorful Sock Patterns for the Whole FamilyRating: 4.5 out of 5 stars4.5/5 (2)
- Crochet Donut Buddies: 50 easy amigurumi patterns for collectible crochet toysFrom EverandCrochet Donut Buddies: 50 easy amigurumi patterns for collectible crochet toysRating: 4.5 out of 5 stars4.5/5 (7)
- Colorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsFrom EverandColorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsNo ratings yet
- Radical Sewing: Pattern-Free, Sustainable Fashions for All BodiesFrom EverandRadical Sewing: Pattern-Free, Sustainable Fashions for All BodiesNo ratings yet
- Jane Austen Embroidery: Authentic embroidery projects for modern stitchersFrom EverandJane Austen Embroidery: Authentic embroidery projects for modern stitchersRating: 4 out of 5 stars4/5 (3)
- Two Simple Shapes = 26 Crocheted Cardigans, Tops & Sweaters: If you can crochet a square and rectangle, you can make these easy-to-wear designs!From EverandTwo Simple Shapes = 26 Crocheted Cardigans, Tops & Sweaters: If you can crochet a square and rectangle, you can make these easy-to-wear designs!Rating: 3 out of 5 stars3/5 (2)
- Crochet Lace: Techniques, Patterns, and ProjectsFrom EverandCrochet Lace: Techniques, Patterns, and ProjectsRating: 3.5 out of 5 stars3.5/5 (3)
- The Knotting & Braiding Bible: The Complete Guide to Creative Knotting including Kumihimo, Macramé, and PlaitingFrom EverandThe Knotting & Braiding Bible: The Complete Guide to Creative Knotting including Kumihimo, Macramé, and PlaitingRating: 4.5 out of 5 stars4.5/5 (5)