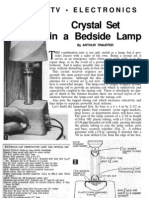
Here's the completed furnace set up ready for use.
The burners have separate gas valves to
provide precise adjustment of the flame. A single valve controls the air supply from the
vacuum cleaner. Although not pictured, the molding flask should be placed near the furnace
Gas-fired cut firebrick neatly you score it all around at a
marked line by tapping with a sharp cold chisel
to form a groove 1/16 to 1/8 in. deep and then break
smelting furnace with a heavier blow. The refractory lining con-
sists of ganister and pieces of firebrick. Ganister
is a mixture of equal parts of pulverized firebrick
By E. R. HAAN and either prepared refractory cement or fire
clay. The mixture should have the consistency
of rather stiff mortar. If you use prepared ce-
W I T H THIS SMALL FURNACE you can melt ment, you will need two 1-gal. cans. If you use
down aluminum, brass and copper; preheat fire clay, you add water sparingly. Pieces of fire-
small, thick pieces of iron and steel for brazing brick usually can be had at little or no cost from
or forging; caseharden soft steel; make up alloys a brickyard. Pulverize these with a hammer.
and bake vitreous enamels on metals. You can Cover the bottom of the can with ganister
use either LP or city gas. The cost runs from about 1-1/4 in. deep, and tamp it down to eliminate
$25 up. air pockets. Place the 5 pieces of firebrick in the
The refractory lining: Build the refractory lin- positions shown, press them down into the gan-
ing inside a sheet-metal can from 11-1/2 to 14in. ister so that their top surfaces will be level 1/4 in.
in diameter, and from 14 to 17 in. high. Drill below the holes in the sides of the can. Press
and ream two 3/4-in. holes diametrically opposite ganister into the spaces between the pieces of
each other as indicated. Then cut 5 pieces of fire- firebrick to come 1 in. from their tops.
brick to the sizes given for the furnace floor. To Next, make the cylindrical inner form of sheet
metal.This is 7 in. in diameter for a can of 11-1/2
to 12 in. in diameter so the lining will not be less
than 2-1/4 in. thick. The inner form is 8 in. in
diameter for a 12 to 14-in. can. Hammer the
seam moderately tight so that it can be pried
open for removal of the form. Drill and ream
two 3/4-in. holes diametrically opposite each other
and 1/4 in. above the bottom edge. Place the form
centrally on the furnace floor so the holes are in
line with those in the can, and push an 18-in.
length of 3/8-in. pipe through all the holes.
Now you build up the lining. Set 8 to 12
lengths of wire or old hacksaw blades vertically
at the center of the lining for reinforcement.
Tamp the ganister into all voids and in good con-
tact with the can, inner form and pieces of fire-
brick. After the lining has dried overnight, turn
out the pipe and remove the form. Then let the
lining cure for three days.
Burner details: The 3/8-in. nipples of each
burner should come 1/4 to 3/8 in. inside the surface
of the lining. A similar amount of clearance is
allowed between the reducers and the outside of
the furnace. The brass half unions fitting the
tees are the kind used to attach 3/8-in. copper
tubing with compression nuts. Enlarge the inner
part of the hole at the beveled end with an 11/32
in. drill to a depth of 1/4 in. To do this you mount
the fitting at a true perpendicular in a drill vise
and do the drilling on a drill press.
Tap the enlarged portion of the hole with a
Tongs should be designed to grip the crucible firmly
when removing it from the furnace. Be especially care-
ful when pouring hot metal into the flask
1/8-in. pipe tap to take a nipple which should
extend 1/4 in. inside the end of the burner when
it is assembled. The nipple has four No. 45 holes
drilled equidistantly through its wall as shown.
A steel sleeve fits the burner end of the nipple
and a brass bushing, drilled centrally with a
No. 45 drill, fits into the other end of the nipple
where it screws into the half union.
Pipe and tubing unit: Use 1/2-in. pipe for the
air supply line and 3/8-in. copper tubing for the
gas supply line. Compression fittings were used
on the tubing in the model shown. For these the
ends of the tubing must be flared carefully with a
flaring tool to produce tight, nonleaking joints.
Each burner has a separate gas valve for individ-
ual adjustment of each flame but a single air
valve serves both burners. Having the air and
gas supplies connected midway between the
burners equalizes the resistance of pipe and
tubing.
If the rubber hose for the gas line is too small
to fit on 3/8-in. tubing, make an adaptor from
short lengths of tubing, one fitting inside the
other, then sweat-solder together. Also make an
adaptor of close-grained hardwood to fit into
the end of the vacuum-cleaner hose. Pipe-joint
compound is used only at the tees where the
half union and reducer screws into the tees, and
where the 3/8-in. burner nipples screw into the
reducers. All the joints of the gas line should be
tested.
Crucible, tongs: A graphite-clay crucible is
best, but for economy you can use one made up
from a malleable-iron pipe cap and nipple of
suitable size. A 3-1/2-in. pipe cap provided with a
6-in. nipple were used for the model shown. By
providing the pipe cap with 4 machine-screw
legs turned into tapped blind holes in the bottom
to raise the crucible 1/2 to 3/4 in., the flames will
meet under it and the heat will be absorbed
faster than if the flames contact only the side
of the crucible. Curvature of the jaws of the
tongs depends on the crucible diameter. The con-
tact should be, uniform and the tongs should be
tested for holding before being used.
Curing the lining: After the 3-day drying-out
period you ignite the gas and allow small flames
to burn without any air blast for about an hour
to complete the curing of the lining. To ignite
the furnace place a lighted match inside near a
burner and turn on the gas supply slowly to pro- entirely with a piece of asbestos-cement board
duce a small flame. Then turn on the other to retain heat. To inspect the charge you remove
burner to ignite from the first and turn it down the cover with a pair of tongs and observe the
for a small flame. contents of the crucible through colored glasses.
After an hour's time the air blast is used for Use the skimming ladle to drop some borax into
about 10 minutes. First open the gas valves the molten metal. Use technical grade borax
farther so that the flames will rise above the available at photo-supply houses. Skim off the
furnace top. Then, while the air-supply valve is resulting dross or scum before removing the
closed completely, turn on the vacuum cleaner, crucible for pouring.
after which you open the air valve slowly until Safety rules: An LP gas tank should be lo-
the flames become light blue. Too much air in cated outside the building, and the gas piped
proportion to gas will extinguish the flames. through a 3/8-in. copper tube provided with one
Avoid this by turning the gas valve almost fully gas valve at the tank and another inside the
open, then turn the air valve wide open after building.
which you gradually decrease the gas supply to Locate the furnace on an earth or concrete
each burner to reach the point of maximum blast floor that slopes away from walls or combustible
without flame flutter. After 10 minutes close the material. The latter should be kept a safe dis-
air valve first and then the gas valves. tance from the furnace. A sheet-metal box about
When the furnace has cooled you inspect the 6 in. high and about 3 ft. square, two-thirds
lining for cracks which are almost certain to full of dry sand, should be located next to the
develop. Fill the cracks with prepared refractory furnace. The molding flask is set on the sand.
cement or fire clay and allow this to dry out The crucible is held over the sandbox on its way
before the next firing. Crack filling is repeated if to the molding flask for pouring.
more cracks develop. When operating at maxi-
mum blast, the furnace can be covered almost
You might also like
- Recover Gold from Gold Plated Items, And Turn It Into 99.995% Pure GoldFrom EverandRecover Gold from Gold Plated Items, And Turn It Into 99.995% Pure GoldNo ratings yet
- Small Cupola For Workshop 2004Document4 pagesSmall Cupola For Workshop 2004Mos CraciunNo ratings yet
- Making CruciblesDocument3 pagesMaking Cruciblesborakas2011No ratings yet
- You Can Smelt TooDocument59 pagesYou Can Smelt TooAFLAC ............No ratings yet
- The Hobbyist's Guide To Casting Metal - 2nd Edition (Print)Document137 pagesThe Hobbyist's Guide To Casting Metal - 2nd Edition (Print)toadster100% (2)
- Electro Forming GuideDocument38 pagesElectro Forming GuideTanmay MukimNo ratings yet
- Processes For Refining Gold Jewelry Scraps and WastesDocument4 pagesProcesses For Refining Gold Jewelry Scraps and WastesItzel HernándezNo ratings yet
- 013 Mineral Prospecting and ExplorationDocument4 pages013 Mineral Prospecting and ExplorationKenny CasillaNo ratings yet
- Metal Furnace Plans & InfoDocument12 pagesMetal Furnace Plans & InfowillchamNo ratings yet
- Prospecting Dry WasherDocument4 pagesProspecting Dry WasherLuiz Carlos de SouzaNo ratings yet
- Recovery of Gold With Nitric AcidDocument2 pagesRecovery of Gold With Nitric AcidRodney LangleyNo ratings yet
- How To Make The Mini Metal FoundryDocument18 pagesHow To Make The Mini Metal Foundrydannyjan50800% (1)
- Suitcase DredgeDocument21 pagesSuitcase DredgeChris Findley100% (1)
- Sluice Box Gold MiningDocument16 pagesSluice Box Gold Miningstephjames2010No ratings yet
- A Sluice Build PartIIIDocument84 pagesA Sluice Build PartIIIKristiana Anna100% (2)
- Metalcastingprocess 110925103638 Phpapp02 PDFDocument51 pagesMetalcastingprocess 110925103638 Phpapp02 PDFramesh tNo ratings yet
- Leaching Gold W HalidesDocument2 pagesLeaching Gold W HalidesEnergyCzarNo ratings yet
- How To Build and Operate A Miller Table.Document26 pagesHow To Build and Operate A Miller Table.AFLAC ............88% (16)
- Waste Oil Furnace For Melting MetalDocument9 pagesWaste Oil Furnace For Melting Metaledhykoes100% (1)
- Gold Refining Process ChartDocument3 pagesGold Refining Process ChartTracey0% (1)
- Shaker Tables 3 PDFDocument36 pagesShaker Tables 3 PDFgustavus1100% (1)
- Non-Ferrous Metal SmeltingDocument47 pagesNon-Ferrous Metal SmeltinggtdomboNo ratings yet
- Dry WasherDocument4 pagesDry WasherJim100% (4)
- Electroplating and ElectrorefiningDocument694 pagesElectroplating and ElectrorefiningAFLAC ............100% (1)
- Afftech Abstract Manual 10000pc AutomatedDocument50 pagesAfftech Abstract Manual 10000pc AutomatedAFLAC ............100% (1)
- Gold Recovery CellDocument5 pagesGold Recovery Celloctrom100% (1)
- Refining Precious Metal Wastes C (1) .M HokeDocument369 pagesRefining Precious Metal Wastes C (1) .M HokejocaspindlerNo ratings yet
- Build A Propector's Gas Driven DrywasherDocument4 pagesBuild A Propector's Gas Driven DrywasherursindNo ratings yet
- Glass Blowing EquipmentDocument7 pagesGlass Blowing EquipmentJustine VivasNo ratings yet
- Blacksmithing 101 - How To Make A Forge and Start Hammering Metal - Popular MechanicsDocument6 pagesBlacksmithing 101 - How To Make A Forge and Start Hammering Metal - Popular MechanicsByram JNo ratings yet
- Hobby Metal Casting Made Easy - Melting Metal and Hobby Metalcasting Information How To Build Homebuilt Backyard Foundry How To Build Furnace Plans Step by STDocument9 pagesHobby Metal Casting Made Easy - Melting Metal and Hobby Metalcasting Information How To Build Homebuilt Backyard Foundry How To Build Furnace Plans Step by STFernando SotoNo ratings yet
- Project 3 - Fabricated Mokume Band - Steven JacobDocument1 pageProject 3 - Fabricated Mokume Band - Steven Jacobmajope1966No ratings yet
- Reverse Electroplating of SilverDocument2 pagesReverse Electroplating of SilverMohammad Umer AsgherNo ratings yet
- Black Sand, Tellurides Sulfides - For Recreational Gold ProspectingDocument4 pagesBlack Sand, Tellurides Sulfides - For Recreational Gold Prospectingjohanrey1100% (1)
- Home Made Mini Glass Working LatheDocument8 pagesHome Made Mini Glass Working LatheBen Brewer100% (1)
- Saltpeter - Instructions For The Manufacture of Saltpetre by Joseph Leconte 1862Document13 pagesSaltpeter - Instructions For The Manufacture of Saltpetre by Joseph Leconte 1862Fernando de AssisNo ratings yet
- Purifying Palladium Precipitated From Dirty SolutoinsDocument5 pagesPurifying Palladium Precipitated From Dirty SolutoinsAFLAC ............No ratings yet
- Electroplating - by Henty C Reetz (H H Windsor 1911 - Republished by Lindsay Publications 1989) 99P - Revised and Up-To-Date by Popular MechanicsDocument56 pagesElectroplating - by Henty C Reetz (H H Windsor 1911 - Republished by Lindsay Publications 1989) 99P - Revised and Up-To-Date by Popular Mechanicshania husami100% (2)
- Home Made MagnaliumDocument5 pagesHome Made Magnaliumcliffhanger1972No ratings yet
- Silver and Palladium Recycling From The Secondary ResourcesDocument5 pagesSilver and Palladium Recycling From The Secondary ResourcesAFLAC ............No ratings yet
- Getting Gold: A Practical Treatise For Prospectors, Miners and Students by Johnson, J. C. F. (Joseph Colin Frances), 1848Document85 pagesGetting Gold: A Practical Treatise For Prospectors, Miners and Students by Johnson, J. C. F. (Joseph Colin Frances), 1848Gutenberg.org100% (3)
- Sluice Combo: (An Inexpensive Way To Start Out Prospecting)Document9 pagesSluice Combo: (An Inexpensive Way To Start Out Prospecting)Engku Mohd Ridzuan Tuan YunusNo ratings yet
- The Practical Gold-Worker, or, The Goldsmith's and Jeweller's Instructor in the Art of Alloying, Melting, Reducing, Colouring, Collecting, and Refining: The Progress of Manipulation, Recovery of Waste, Chemical and Physical Properties of Gold; With a New System of Mixing its Alloys; Solders, Enamels, and Other Useful Rules and Recipes.From EverandThe Practical Gold-Worker, or, The Goldsmith's and Jeweller's Instructor in the Art of Alloying, Melting, Reducing, Colouring, Collecting, and Refining: The Progress of Manipulation, Recovery of Waste, Chemical and Physical Properties of Gold; With a New System of Mixing its Alloys; Solders, Enamels, and Other Useful Rules and Recipes.No ratings yet
- From the Letters and Journals of Robert Murray-SmithFrom EverandFrom the Letters and Journals of Robert Murray-SmithRating: 5 out of 5 stars5/5 (1)
- The Silversmith's Handbook: Containing full instructions for the alloying and working of silverFrom EverandThe Silversmith's Handbook: Containing full instructions for the alloying and working of silverNo ratings yet
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.From EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Rating: 5 out of 5 stars5/5 (1)
- Notes for Forge Shop Practice - A Course for High SchoolsFrom EverandNotes for Forge Shop Practice - A Course for High SchoolsNo ratings yet
- The Art of Casting in Iron: How to Make Appliances, Chains, and Statues and Repair Broken Castings the Old-Fashioned WayFrom EverandThe Art of Casting in Iron: How to Make Appliances, Chains, and Statues and Repair Broken Castings the Old-Fashioned WayRating: 5 out of 5 stars5/5 (1)
- Food - Bucket StoveDocument3 pagesFood - Bucket StoveMoreMoseySpeedNo ratings yet
- Html5 and Css3 Illustrated Introductory 2Nd Edition Vodnik Solutions Manual Full Chapter PDFDocument23 pagesHtml5 and Css3 Illustrated Introductory 2Nd Edition Vodnik Solutions Manual Full Chapter PDFJenniferWhitebctr100% (10)
- Build A Gas Forge by Wayne CoeDocument3 pagesBuild A Gas Forge by Wayne CoeElias MuñozNo ratings yet
- Star Lite SailboatDocument13 pagesStar Lite SailboatJim100% (8)
- Free Electric Power WindmillDocument3 pagesFree Electric Power WindmillJim100% (4)
- Bull Frog Go KartDocument15 pagesBull Frog Go KartJim100% (3)
- Candle Powered EngineDocument2 pagesCandle Powered EngineJimNo ratings yet
- Model Hot Air EngineDocument4 pagesModel Hot Air EngineJim100% (4)
- Breeze Baby Sailboat PlansDocument5 pagesBreeze Baby Sailboat PlansJim100% (5)
- Dorothy 24 Foot Sailing CruiserDocument11 pagesDorothy 24 Foot Sailing CruiserJim92% (12)
- Listening LoopsDocument2 pagesListening LoopsJim75% (4)
- Electric Scooter PlansDocument6 pagesElectric Scooter PlansJim88% (8)
- Magnetic BaseDocument3 pagesMagnetic BaseJim100% (2)
- Super Scooter by Mechanix IllustratedDocument12 pagesSuper Scooter by Mechanix IllustratedJim100% (3)
- Mineral Vegetable and Animal LifeDocument4 pagesMineral Vegetable and Animal LifeJim86% (7)
- Air Cooled Hot Air EngineDocument6 pagesAir Cooled Hot Air EngineJim50% (2)
- Magnetic Current PamphletDocument9 pagesMagnetic Current PamphletJim100% (2)
- Space Age Crystal SetDocument3 pagesSpace Age Crystal SetJim100% (3)
- Vintage Transistor RadioDocument4 pagesVintage Transistor RadioJim100% (1)
- The Boy's Book of Crystal SetsDocument36 pagesThe Boy's Book of Crystal SetsJim100% (9)
- Radio SimplifiedDocument94 pagesRadio SimplifiedJim100% (3)
- Crystal Radio LampDocument4 pagesCrystal Radio LampJim100% (2)
- Flashlight RadioDocument5 pagesFlashlight RadioJim67% (3)
- Build A Scintillometer Uranium Detector For ProspectingDocument11 pagesBuild A Scintillometer Uranium Detector For ProspectingJim80% (5)
- War Toys For BoysDocument48 pagesWar Toys For BoysJim100% (2)
- Coil Winding MachineDocument4 pagesCoil Winding MachineJim90% (10)
- Vintage Transistor RadioDocument4 pagesVintage Transistor RadioJim100% (1)
- Receive Short W A V E Onyour HomeradioDocument5 pagesReceive Short W A V E Onyour HomeradioJim100% (9)
- Build Pirate A 17 Foot Cabin SharpieDocument6 pagesBuild Pirate A 17 Foot Cabin SharpieJim100% (3)
- A Crystal Set For The Boy BuilderDocument3 pagesA Crystal Set For The Boy BuilderJim100% (4)
- O Livro de Ouro Dos Experimentos Químicos (RARIDADE)Document114 pagesO Livro de Ouro Dos Experimentos Químicos (RARIDADE)Davidson De Oliveira Lima100% (1)
- Wren Minibike PlansDocument7 pagesWren Minibike PlansJim100% (5)
- ElectroscopeDocument1 pageElectroscopeJimNo ratings yet
- 3-98-00 Spec. For Steam Inerting Valve StationDocument11 pages3-98-00 Spec. For Steam Inerting Valve StationlightsonsNo ratings yet
- Stub - Acme - Thread - Data - Sheets Rev ADocument4 pagesStub - Acme - Thread - Data - Sheets Rev Aakaalj qhseNo ratings yet
- Boq G+0Document44 pagesBoq G+0elias workuNo ratings yet
- StratosDocument4 pagesStratosCelith Rossy Inga PeñaNo ratings yet
- 6 Sizing Example #3Document26 pages6 Sizing Example #3BryanHarold BrooNo ratings yet
- How To Perform Plate Load Test of Soil On SiteDocument21 pagesHow To Perform Plate Load Test of Soil On SitePaschal MazikuNo ratings yet
- Casement WindowsDocument45 pagesCasement WindowsТијана Радиновић100% (1)
- Bearing Pad "A" Bearing Pad "B": Bd-Id1EDocument11 pagesBearing Pad "A" Bearing Pad "B": Bd-Id1EJUAN RULFONo ratings yet
- GCBV2e V1Document11 pagesGCBV2e V1Kemal GokovicNo ratings yet
- Daily Report 05 Sept 2022Document2 pagesDaily Report 05 Sept 2022t_i_f_anoNo ratings yet
- Space in Urban Design, Urban AestheticsDocument16 pagesSpace in Urban Design, Urban AestheticsFritz Dela Vega100% (1)
- Bahal - Bahil 15-1140578073Document24 pagesBahal - Bahil 15-1140578073stojshakyas100% (2)
- Unit Method of EstimatingDocument8 pagesUnit Method of EstimatingAmulie JarjuseyNo ratings yet
- V. Project Profile and Analysis 5.1 Historical Background: Commonwealth To Post-Commonwealth EraDocument32 pagesV. Project Profile and Analysis 5.1 Historical Background: Commonwealth To Post-Commonwealth EraMr. ManaloNo ratings yet
- Staircase Pressurization Fan, What Is The Equation To Calculate The Air Flow and Static Pressure For Fan - Bayt PDFDocument3 pagesStaircase Pressurization Fan, What Is The Equation To Calculate The Air Flow and Static Pressure For Fan - Bayt PDFDesigner ForeverNo ratings yet
- Midori Plains Subdivision Tungkop Minglanilla CebuDocument34 pagesMidori Plains Subdivision Tungkop Minglanilla CebucebudotcomNo ratings yet
- Air Vee BendingDocument4 pagesAir Vee Bendinganil chejaraNo ratings yet
- FACP Power Supply QCDD 2022Document2 pagesFACP Power Supply QCDD 2022ashraf saidNo ratings yet
- LS160-280 LS25S Parts ManualDocument73 pagesLS160-280 LS25S Parts ManualAnh Vo100% (3)
- PP-R and PP-RCT Pipe Systems: Hot and Cold Water Systems and Heating ApplicationsDocument24 pagesPP-R and PP-RCT Pipe Systems: Hot and Cold Water Systems and Heating ApplicationsKwadwo Siaw-MarfoNo ratings yet
- New QTJ4-40B2 Production Line PDFDocument7 pagesNew QTJ4-40B2 Production Line PDFTwokir A. TomalNo ratings yet
- Beton DrucrciDocument7 pagesBeton DrucrciCedrick TchoundaNo ratings yet
- General Requirements For Alloy and Stainless Steel PipeDocument11 pagesGeneral Requirements For Alloy and Stainless Steel PipeCesar BernalNo ratings yet
- Ceg461 - Tutorial 4b - ConsolidationDocument5 pagesCeg461 - Tutorial 4b - ConsolidationdzikrydsNo ratings yet
- PDIL JBsDocument7 pagesPDIL JBs9044nksNo ratings yet
- Specification For Sewer Bricks (: Indian StandardDocument5 pagesSpecification For Sewer Bricks (: Indian StandardAnonymous i6zgzUvNo ratings yet
- Well Control: BOP Accumulator Unit (Koomey Unit)Document12 pagesWell Control: BOP Accumulator Unit (Koomey Unit)faraj100% (1)
- CE 335 July 9 2020Document5 pagesCE 335 July 9 2020Emmanuel CausonNo ratings yet
- Building Over Drainage Easements PolicyDocument10 pagesBuilding Over Drainage Easements PolicyTanmay VegadNo ratings yet
- The Alumiguard Sheet Piling Is Used ForDocument2 pagesThe Alumiguard Sheet Piling Is Used ForVitor José RodriguesNo ratings yet