You might also like
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Us 20040158969Document5 pagesUs 20040158969dgfhjsdg hfsdhyjNo ratings yet
- Arc Welding of Specific Steels and Cast Irons: Fourth EditionDocument170 pagesArc Welding of Specific Steels and Cast Irons: Fourth EditionJose Luis ChapasNo ratings yet
- Welding 9%ni SteelsDocument9 pagesWelding 9%ni SteelspmoinoNo ratings yet
- EP0131428B1Document7 pagesEP0131428B1vijayanth gNo ratings yet
- INCOLOY 825 & IINCOLOY 825 CLAD Carbon Steel Plate MaterialDocument10 pagesINCOLOY 825 & IINCOLOY 825 CLAD Carbon Steel Plate Materialsaudiman100% (1)
- Development and Application of Nickel Alloys in Aerospace Engineering PDFDocument9 pagesDevelopment and Application of Nickel Alloys in Aerospace Engineering PDFAditya Budi FauziNo ratings yet
- Steel MakingDocument8 pagesSteel MakingCheeragNo ratings yet
- United States Patent 1191: Suzi, Gallo, Turin, My Foreign Patent DocumentsDocument3 pagesUnited States Patent 1191: Suzi, Gallo, Turin, My Foreign Patent DocumentsAbhinav BhargavNo ratings yet
- Steel Industry: See Also:, ,, andDocument8 pagesSteel Industry: See Also:, ,, andkingNo ratings yet
- Us 20080283353Document6 pagesUs 20080283353Mohamed Abdel Moniem KamelNo ratings yet
- 2011specific Kobelco BookDocument169 pages2011specific Kobelco Bookmas_munir7174No ratings yet
- Steel Products For Shipbuilding: AbstractDocument8 pagesSteel Products For Shipbuilding: AbstractRoo FaNo ratings yet
- 1931 6834 1 SMDocument12 pages1931 6834 1 SMchpinto10% (1)
- EngineeringWithCladSteel2ndEd PDFDocument24 pagesEngineeringWithCladSteel2ndEd PDFUNIISCRIBDNo ratings yet
- TEPZZ 5447ZB - T: European Patent SpecificationDocument16 pagesTEPZZ 5447ZB - T: European Patent SpecificationSayyed AliReza NematollahiNo ratings yet
- Sintering Stainless SteelDocument42 pagesSintering Stainless SteelSteve GreenNo ratings yet
- Colloidal Silica Binder For A Welding Flux and Method PDFDocument26 pagesColloidal Silica Binder For A Welding Flux and Method PDFBurag HamparyanNo ratings yet
- Alloy CuETPDocument50 pagesAlloy CuETPsahil100% (1)
- Steam SurbinesDocument12 pagesSteam Surbinesmahmood750No ratings yet
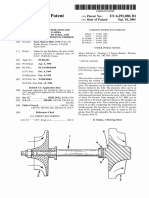
- United States Patent: Nguyen-Dinh Sep. 18, 2001Document10 pagesUnited States Patent: Nguyen-Dinh Sep. 18, 2001KrozeNo ratings yet
- Arc Welding Specific SteelsDocument169 pagesArc Welding Specific Steelsmario fisgaNo ratings yet
- Technical Developments and Recent Trends in Crankshaft MaterialsDocument6 pagesTechnical Developments and Recent Trends in Crankshaft MaterialsIrfanAhmedNo ratings yet
- SteelDocument14 pagesSteelgodwinirabor4850% (2)
- Hot Rolled Dual Phase Steel Sheet and Method of Making The Same - Patent ApplicationDocument12 pagesHot Rolled Dual Phase Steel Sheet and Method of Making The Same - Patent ApplicationAgustine SetiawanNo ratings yet
- APV Corrosion Handbook 1035 01 08 2008 PDFDocument44 pagesAPV Corrosion Handbook 1035 01 08 2008 PDFFaboNo ratings yet
- Niir Complete Technology Book On Steel Steel Products Fasteners Seamless Tubes Casting Rolling Flat Products OthersDocument8 pagesNiir Complete Technology Book On Steel Steel Products Fasteners Seamless Tubes Casting Rolling Flat Products OthersDeb RoyNo ratings yet
- United States Patent: Noveske (10) Patent N0.: (45) Date of PatentDocument9 pagesUnited States Patent: Noveske (10) Patent N0.: (45) Date of Patentduffy5555No ratings yet
- Welding of Ni Based Alloys For Energy Applications, J. DuPont WJDocument15 pagesWelding of Ni Based Alloys For Energy Applications, J. DuPont WJdeweyj1No ratings yet
- AKANDE Heritage ProjectDocument28 pagesAKANDE Heritage ProjectAkande HeritageNo ratings yet
- CuniDocument32 pagesCunikampit100% (1)
- Steel FrameDocument13 pagesSteel FrameJensen ChoyNo ratings yet
- Design of Cold Formed Steel StructuresDocument94 pagesDesign of Cold Formed Steel StructuresGia Cát LạngNo ratings yet
- Defra Scrap Recycling Report WmgfinalDocument44 pagesDefra Scrap Recycling Report WmgfinalSENAITNo ratings yet
- En 10025Document16 pagesEn 10025Sorin Radu100% (1)
- Test 2 Material SelectionDocument6 pagesTest 2 Material Selectionsilent spritsNo ratings yet
- Austenitic Cast Iron Welding Detailsfrequently Aske-WPS OfficeDocument17 pagesAustenitic Cast Iron Welding Detailsfrequently Aske-WPS Officearjun prajapatiNo ratings yet
- 6.study FullDocument8 pages6.study FullTJPRC PublicationsNo ratings yet
- High Perf Metals Brochure v1Document5 pagesHigh Perf Metals Brochure v1arianaseriNo ratings yet
- GSC Steam Turbine CastingsDocument10 pagesGSC Steam Turbine CastingsJozsef MagyariNo ratings yet
- Steel Industry Glossary of TermsDocument14 pagesSteel Industry Glossary of TermsSoumyo Broto DasNo ratings yet
- Boiler MaterialsDocument47 pagesBoiler MaterialsSaptarshi SenguptaNo ratings yet
- Materials Development For Boilers and Steam Turbines Operating at 700 °CDocument19 pagesMaterials Development For Boilers and Steam Turbines Operating at 700 °CAnonymous lmCR3SkPrKNo ratings yet
- The Welding of Structural Steels Without PreheatDocument10 pagesThe Welding of Structural Steels Without PreheatHouman HatamianNo ratings yet
- StructEngII Processing 91-101Document11 pagesStructEngII Processing 91-101Mustafa MeseliNo ratings yet
- 303 Teka 11 2011Document14 pages303 Teka 11 2011Prasad bodduriNo ratings yet
- Shell CorrosionDocument33 pagesShell CorrosionManekGorisNo ratings yet
- Copper Bonded Steel Earth RodDocument9 pagesCopper Bonded Steel Earth Rodemmanuel_nyirendaNo ratings yet
- Pre Painted SteelDocument80 pagesPre Painted SteelCao SonNo ratings yet
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Forging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingFrom EverandForging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingRating: 5 out of 5 stars5/5 (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Advances in Solid Oxide Fuel Cells XFrom EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffNo ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Carbon Dioxide Condensation Cycles For Power Production: G. AngelinoDocument9 pagesCarbon Dioxide Condensation Cycles For Power Production: G. AngelinoDa DdeNo ratings yet
- Lene RT 2012Document13 pagesLene RT 2012Da DdeNo ratings yet
- Net PDFDocument16 pagesNet PDFDa DdeNo ratings yet
- Tip Clearance Noise of Axial Ow Fans Operating at Design and Off-Design ConditionDocument24 pagesTip Clearance Noise of Axial Ow Fans Operating at Design and Off-Design ConditionDa DdeNo ratings yet
- Proceedings of The Institution of Mechanical Engineers 1998 212, 1Document16 pagesProceedings of The Institution of Mechanical Engineers 1998 212, 1Da DdeNo ratings yet
- Performance Analysis of A Micro Gas Turbine and Solar Dish Integrated System Under Different Solar-Only and Hybrid Operating ConditionsDocument15 pagesPerformance Analysis of A Micro Gas Turbine and Solar Dish Integrated System Under Different Solar-Only and Hybrid Operating ConditionsDa DdeNo ratings yet
- Cmus Cheat SheetDocument1 pageCmus Cheat Sheetvoll macuserNo ratings yet
- BMW COMMON RAIL Injection Systems PDFDocument22 pagesBMW COMMON RAIL Injection Systems PDFEnd1y1No ratings yet
- Characteristic of Wastewater: Chapter OverviewDocument8 pagesCharacteristic of Wastewater: Chapter Overviewpenelopezeus39No ratings yet
- CSC204 - Chapter 3.1Document30 pagesCSC204 - Chapter 3.1Alif HaiqalNo ratings yet
- Open Distance Education in MalaysiaDocument35 pagesOpen Distance Education in MalaysiaThong Boon LeongNo ratings yet
- YWNC Piranhas Individual Meet Results - Standard: TUSSDocument12 pagesYWNC Piranhas Individual Meet Results - Standard: TUSSymcawncNo ratings yet
- CPP Schematic Diagram Duplex Complete 9 Jan 2019Document1 pageCPP Schematic Diagram Duplex Complete 9 Jan 2019BdSulianoNo ratings yet
- MetamterialsDocument3 pagesMetamterialsdhruba88No ratings yet
- 327101-BJ81-C-RCC-0007 Rev.00 - Client MarkupDocument1 page327101-BJ81-C-RCC-0007 Rev.00 - Client MarkupGokulprabhuNo ratings yet
- Custom PC Magazine UK January 2013Document132 pagesCustom PC Magazine UK January 2013Sei LaNo ratings yet
- Chapter 020Document140 pagesChapter 020Gims BuafNo ratings yet
- Health Care Facilities and Medical Gas and VacuumDocument27 pagesHealth Care Facilities and Medical Gas and VacuumStephen TabiarNo ratings yet
- Design Report For Proposed 3storied ResidentialbuildingDocument35 pagesDesign Report For Proposed 3storied ResidentialbuildingMohamed RinosNo ratings yet
- Common Examples and Applications of Copolymers. Acrylonitrile Butadiene Styrene (ABS)Document4 pagesCommon Examples and Applications of Copolymers. Acrylonitrile Butadiene Styrene (ABS)Yashi SrivastavaNo ratings yet
- Chap 3 HW AssignmentDocument3 pagesChap 3 HW AssignmentBren OngNo ratings yet
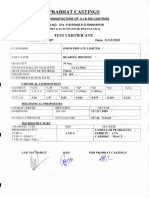
- Omfb MTC 11.12.23Document2 pagesOmfb MTC 11.12.23obviousplatinum2No ratings yet
- Gavin Andresen CIATalkDocument31 pagesGavin Andresen CIATalkopenid_iFFemYqNNo ratings yet
- Specification For Piping MaterialDocument9 pagesSpecification For Piping MaterialAgus SupriadiNo ratings yet
- KinematicsDocument33 pagesKinematicsErik MagnoNo ratings yet
- Parts Manual: L6/L8 60HZ (C45, C48, C49, D88, D89, G10, & G11) L6/L8 50HZ (B39)Document77 pagesParts Manual: L6/L8 60HZ (C45, C48, C49, D88, D89, G10, & G11) L6/L8 50HZ (B39)Marquinhos CastroNo ratings yet
- How To Start Building With CobDocument16 pagesHow To Start Building With CobRoy Huntley100% (3)
- CAL-ST-070!17!01 Rev01 Shipping Saddles CalculationDocument11 pagesCAL-ST-070!17!01 Rev01 Shipping Saddles CalculationgiubelloNo ratings yet
- Simple DistillationDocument2 pagesSimple DistillationHarvey A. JuicoNo ratings yet
- Uncoated SteelDocument2 pagesUncoated SteelBui Chi TamNo ratings yet
- Durag Dust MonitorDocument13 pagesDurag Dust MonitorVivek KumarNo ratings yet
- Datalogic Gryphon GM4100 User GuideDocument52 pagesDatalogic Gryphon GM4100 User Guidebgrabbe92540% (1)
- 14 Fine Tuned Assembly LineDocument4 pages14 Fine Tuned Assembly LineSadhish KannanNo ratings yet
- 01+yn1m301719-Afb 1rtaDocument53 pages01+yn1m301719-Afb 1rtaNurul Islam FarukNo ratings yet
- Mahila Pay and ParkDocument113 pagesMahila Pay and ParkSaurabh PednekarNo ratings yet
- K SedimentationDocument13 pagesK SedimentationKitty VNo ratings yet