You might also like
- Algorithmic and High Frequency TradingDocument16 pagesAlgorithmic and High Frequency TradingAdi MNo ratings yet
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- Euler Elements of Algebra PDFDocument2 pagesEuler Elements of Algebra PDFDawn0% (1)
- Crankshaft Failure in CompressorDocument12 pagesCrankshaft Failure in CompressorKristomiDerMarine-IngenieurNo ratings yet
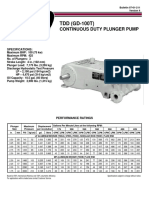
- Data Sheet TDD-GD100T PDFDocument2 pagesData Sheet TDD-GD100T PDFjhon peñaNo ratings yet
- Bibby CouplingsDocument25 pagesBibby CouplingsKemoy JohnsonNo ratings yet
- Oil Whirl and WhipDocument8 pagesOil Whirl and WhipAsim GillaniNo ratings yet
- How to Calculate Polytropic EfficiencyDocument2 pagesHow to Calculate Polytropic Efficiencysevero97No ratings yet
- Rod Loading of Reciprocating CompressorsDocument18 pagesRod Loading of Reciprocating Compressors최승원No ratings yet
- Efficient slug catcher separates two-phase flow under 40 charsDocument3 pagesEfficient slug catcher separates two-phase flow under 40 charswkhan_55No ratings yet
- P178Document9 pagesP178keepmoshingNo ratings yet
- Presentation: Reliability of Hydrogen Area Diaphragm CompressorDocument43 pagesPresentation: Reliability of Hydrogen Area Diaphragm CompressorBiju_Pottayil100% (1)
- 2012 Paper Screw CompressorsDocument25 pages2012 Paper Screw CompressorsravisankarNo ratings yet
- Rod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringDocument4 pagesRod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringdwightbordelonNo ratings yet
- Screw Compressors ReviewDocument19 pagesScrew Compressors ReviewCarlos Maldonado AlmeidaNo ratings yet
- New Cardrige Design - BRXsealDocument15 pagesNew Cardrige Design - BRXsealobumuyaemesi100% (1)
- Torsional Vibration Analysis of Reciprocating Compressor Trains Driven B...Document11 pagesTorsional Vibration Analysis of Reciprocating Compressor Trains Driven B...fuzhi2016No ratings yet
- Compressor Over-Lubrication PresentationDocument38 pagesCompressor Over-Lubrication Presentation1mmahoneyNo ratings yet
- API 682 Accumulator Data SheetDocument1 pageAPI 682 Accumulator Data SheetBhyrappaNo ratings yet
- Cook Compression PackingDocument2 pagesCook Compression PackingMuhammad Imran100% (1)
- Top 10 Rotating Equipment Engineer Interview Questions and AnswersDocument17 pagesTop 10 Rotating Equipment Engineer Interview Questions and AnswersSathishkumar VeluNo ratings yet
- Effect of Viscosity On PumpsDocument4 pagesEffect of Viscosity On PumpsChemkhiNo ratings yet
- Calculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsDocument5 pagesCalculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsRaphael212219No ratings yet
- PVP2009-77838 Weight Savings Using ASME Section VIII, Division 2, Design-by-Analysis MethodsDocument6 pagesPVP2009-77838 Weight Savings Using ASME Section VIII, Division 2, Design-by-Analysis MethodsTiHoRNo ratings yet
- M PM 170Document34 pagesM PM 170mahesh_eilNo ratings yet
- Rotordynamics 1: bending critical speeds and rotor balancingDocument14 pagesRotordynamics 1: bending critical speeds and rotor balancingMarco NeveNo ratings yet
- 04 Vibracon®Document2 pages04 Vibracon®LuisSilvaNo ratings yet
- Dynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene BlendsDocument11 pagesDynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene Blendspickpocket27No ratings yet
- PVP2006-ICPVT-11-93732: Seismic Analysis of A Pressure VesselDocument8 pagesPVP2006-ICPVT-11-93732: Seismic Analysis of A Pressure Vesselmario_gNo ratings yet
- ASME PVP 2004 - Stress Analysis PDFDocument14 pagesASME PVP 2004 - Stress Analysis PDFhbsheenNo ratings yet
- Steam Turbine Study Emg 32/25: Title: Document Code RevisionDocument23 pagesSteam Turbine Study Emg 32/25: Title: Document Code RevisionUdhayakumar VenkataramanNo ratings yet
- Effects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncDocument10 pagesEffects of Clearance On Damping in Fluid Film Bearing: Spectra Quest, IncjamariekoniNo ratings yet
- Manual W300H 01780455 90Document2 pagesManual W300H 01780455 90Daniel LanderoszNo ratings yet
- API Standards For Mechanical Rotating Machinery: September 2020Document4 pagesAPI Standards For Mechanical Rotating Machinery: September 2020khabiranNo ratings yet
- Compressor TheoryDocument4 pagesCompressor TheoryGuillermo ArdenaNo ratings yet
- Shrink Fit Cylinder FOSDocument2 pagesShrink Fit Cylinder FOSkraj1987No ratings yet
- Comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2/comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2 PDFDocument13 pagesComparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2/comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2 PDFruponline1No ratings yet
- Torque AssignmentDocument13 pagesTorque AssignmentMostafa Ahmed ZeinNo ratings yet
- API 682 Training Manual PDF - Google SearchDocument3 pagesAPI 682 Training Manual PDF - Google SearchPahe DriveNo ratings yet
- How Pump Speed and Impeller Diameter Affect NPSHRDocument2 pagesHow Pump Speed and Impeller Diameter Affect NPSHRdk4monjure100% (3)
- Failure Mode and Effects Analysis1Document6 pagesFailure Mode and Effects Analysis1VLASTARNo ratings yet
- Whitepaper Reciprocating MachineryDocument19 pagesWhitepaper Reciprocating MachinerySofiane HalimiNo ratings yet
- Is Rod Drop Measurement Right For My CompressorDocument4 pagesIs Rod Drop Measurement Right For My CompressorMadhana GopalNo ratings yet
- Hydraulics CurriculumDocument8 pagesHydraulics CurriculumChris ChrisNo ratings yet
- Equivalent Length of A Reducer - Google SearchDocument3 pagesEquivalent Length of A Reducer - Google SearchzoksiNo ratings yet
- Ethane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuresDocument18 pagesEthane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuressanjeevvangeNo ratings yet
- Graham - Lessons From The Field - Ejector SystemDocument5 pagesGraham - Lessons From The Field - Ejector SystemAnonymous DJrec2No ratings yet
- Reciprocating Compressors IMPDocument21 pagesReciprocating Compressors IMPrutujaNo ratings yet
- Complete - Nicholson Designers Guide - 3rd EditionDocument177 pagesComplete - Nicholson Designers Guide - 3rd Editionwdelgado2011No ratings yet
- Mehran University of Engineering and Technology SZAB Campus Khairpur Mir'sDocument64 pagesMehran University of Engineering and Technology SZAB Campus Khairpur Mir'sMarcusHuynh88No ratings yet
- Impeller Repair Techniques For Centrifugal Compressors PDFDocument8 pagesImpeller Repair Techniques For Centrifugal Compressors PDFFonCKm09No ratings yet
- Centrifugal Compressor Spiral Dry Gas Seal Simulation WorkingDocument8 pagesCentrifugal Compressor Spiral Dry Gas Seal Simulation WorkingLe Thanh HaiNo ratings yet
- Pump Seal Failure Report SampleDocument9 pagesPump Seal Failure Report SampleSaeed AhmedNo ratings yet
- ACHE Windmill DraftguardDocument5 pagesACHE Windmill DraftguardTIKSHALANo ratings yet
- Er-96-0-7-1 - Piston Rod Runout CorrectionDocument3 pagesEr-96-0-7-1 - Piston Rod Runout CorrectionJeff LNo ratings yet
- Vacuum Condenser Drainage - Proper Design & Installation GuideDocument3 pagesVacuum Condenser Drainage - Proper Design & Installation Guidenirmal_subudhiNo ratings yet
- Flargent Products 2015 PDFDocument41 pagesFlargent Products 2015 PDFFabricioNo ratings yet
- Difference Between API 611 and API 612 - Mechanical Engineering SiteDocument8 pagesDifference Between API 611 and API 612 - Mechanical Engineering SiteAlfredo VelasquezNo ratings yet
- Uk-Standard Asme Bladder AccumulatorDocument3 pagesUk-Standard Asme Bladder AccumulatorRamin SoadNo ratings yet
- Limited End Float Couplings: CautionDocument2 pagesLimited End Float Couplings: CautionsanthoshNo ratings yet
- Dynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionFrom EverandDynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionNo ratings yet
- Britannica Content EngineeringDocument6 pagesBritannica Content EngineeringMaksudur Rahman SumonNo ratings yet
- Calculus With Matlab: A Project WorkDocument57 pagesCalculus With Matlab: A Project WorkSamin KhadkaNo ratings yet
- Dependent. On TheDocument310 pagesDependent. On Thescribd fakeNo ratings yet
- คำอธิบายกระบวนวิชาDocument12 pagesคำอธิบายกระบวนวิชาCuga SaharathNo ratings yet
- SL Physics Lab 2: Air ResistanceDocument6 pagesSL Physics Lab 2: Air ResistanceGennadyNo ratings yet
- IISc Lecture on Stochastic Hydrology ModelsDocument56 pagesIISc Lecture on Stochastic Hydrology ModelsPrasadNo ratings yet
- ACI SP 309 Structural Integrity and Resilience Sasani Orton 2016Document132 pagesACI SP 309 Structural Integrity and Resilience Sasani Orton 2016Leang UyNo ratings yet
- TikZ-cd Package QuickstartDocument10 pagesTikZ-cd Package Quickstartnoxarok100% (1)
- Maximum Efficiency and Output of Class-F Power AmplifiersDocument5 pagesMaximum Efficiency and Output of Class-F Power AmplifierscemshitNo ratings yet
- Jimma University: College of Natural Sciences Department of PhysicsDocument22 pagesJimma University: College of Natural Sciences Department of PhysicschalchisadeguNo ratings yet
- 10 Jan Slot 2 SolutionsDocument40 pages10 Jan Slot 2 SolutionsBabita MishraNo ratings yet
- Lecture 6-S-Jan29 PDFDocument11 pagesLecture 6-S-Jan29 PDFSankalp PiratlaNo ratings yet
- LLVM Reference CardDocument2 pagesLLVM Reference CardPranay DevisettyNo ratings yet
- MAC 1147 Exam 3 PaperDocument5 pagesMAC 1147 Exam 3 PaperNeil BreenNo ratings yet
- AU 304 Vehicle DynamicsDocument95 pagesAU 304 Vehicle DynamicsAli Abdullah Khan100% (1)
- Domino Effects in Process IndustriesDocument20 pagesDomino Effects in Process IndustriesarfaatNo ratings yet
- DLL Quarter 4 Week 6 MATHEMATICS 3Document4 pagesDLL Quarter 4 Week 6 MATHEMATICS 3Cherry ursuaNo ratings yet
- Trig integrals & trig subsDocument6 pagesTrig integrals & trig subsjunaidadilNo ratings yet
- MS Excel Test-Level 2 ModerateDocument3 pagesMS Excel Test-Level 2 Moderatebugarin4870% (1)
- Experimental Design - Chapter 1 - Introduction and BasicsDocument83 pagesExperimental Design - Chapter 1 - Introduction and BasicsThuỳ Trang100% (1)
- Verification and ValidationDocument22 pagesVerification and Validationapi-3806986No ratings yet
- Further Pure Mathematics FP1 - Mock - MsDocument4 pagesFurther Pure Mathematics FP1 - Mock - Mswa030waNo ratings yet
- Digital Notes: (Department of Computer Applications)Document14 pagesDigital Notes: (Department of Computer Applications)Anuj PrajapatiNo ratings yet
- Basic Review CardDocument6 pagesBasic Review CardSheena LeavittNo ratings yet
- MULTIPLE CHOICE. Choose The One Alternative That Best Completes The Statement or Answers TheDocument13 pagesMULTIPLE CHOICE. Choose The One Alternative That Best Completes The Statement or Answers TheaaxdhpNo ratings yet
- Mix Design PresentationDocument313 pagesMix Design Presentationbsk109No ratings yet
- Chapter 8 Data HandlingDocument84 pagesChapter 8 Data HandlingNanoNo ratings yet
- Correlation Coefficient DefinitionDocument8 pagesCorrelation Coefficient DefinitionStatistics and Entertainment100% (1)