You might also like
- CFPA E Guideline No 2 2013 FDocument39 pagesCFPA E Guideline No 2 2013 Fmexo62No ratings yet
- 4 6023745023378456875Document22 pages4 6023745023378456875Lily NurdianaNo ratings yet
- PD Cen-Tr 16798-2-2019 - (2021-04-20 - 11-25-29 Am)Document92 pagesPD Cen-Tr 16798-2-2019 - (2021-04-20 - 11-25-29 Am)acmm59383No ratings yet
- Cen TS 14816Document29 pagesCen TS 14816Miguel MarinNo ratings yet
- CEA 4040 Fire NewDocument111 pagesCEA 4040 Fire NewGigiese0% (1)
- Process Design ParametersDocument6 pagesProcess Design ParametersDeden SobirinNo ratings yet
- Bsi BS en 12101-3Document104 pagesBsi BS en 12101-3Anoop RastogiNo ratings yet
- CFPA E Guideline No 26 2010 FDocument30 pagesCFPA E Guideline No 26 2010 Fdvs99No ratings yet
- As 2118.1-2006 Amendment1-2010Document35 pagesAs 2118.1-2006 Amendment1-2010karanNo ratings yet
- Bsen 737-1Document18 pagesBsen 737-1احمد الجزار2007No ratings yet
- PD CR 1752 1999Document76 pagesPD CR 1752 1999catalinadimaNo ratings yet
- CFPA E Guideline No 32 2014 F1Document38 pagesCFPA E Guideline No 32 2014 F1akramNo ratings yet
- Design, Operation & Maintenance Manual: Industrial Fixed Aerosol Fire Suppression SystemDocument70 pagesDesign, Operation & Maintenance Manual: Industrial Fixed Aerosol Fire Suppression SystemAhmad Saleem AlawwadNo ratings yet
- EN1886Document4 pagesEN1886ramesh100% (1)
- CFPA E Guideline No 27 2011 F PDFDocument18 pagesCFPA E Guideline No 27 2011 F PDFChukwuemeka Daniel SundayNo ratings yet
- Chapter 7 - Mechanical Ventillation and Smoke Control SystemsDocument23 pagesChapter 7 - Mechanical Ventillation and Smoke Control SystemsBalgo BalgobinNo ratings yet
- BS 13410-2001 Ventilation For Commercial Overhead Radiant HeatersDocument12 pagesBS 13410-2001 Ventilation For Commercial Overhead Radiant HeatersMartin CherryNo ratings yet
- Specification For Sprinkler LPC - FSD Circular 2006 - 03Document46 pagesSpecification For Sprinkler LPC - FSD Circular 2006 - 03James Li100% (1)
- 800024-004 Diom Manual, Ihp Co2Document47 pages800024-004 Diom Manual, Ihp Co2rulo zamora mendez100% (1)
- Machineroom Plan NH3-HFCDocument8 pagesMachineroom Plan NH3-HFCVolvouserNo ratings yet
- Water Mist Fire Suppression: How Less Water Has A Big ImpactDocument6 pagesWater Mist Fire Suppression: How Less Water Has A Big ImpactSI Comércio e ServiçosNo ratings yet
- CFPA E Guideline No 01 2015 FDocument10 pagesCFPA E Guideline No 01 2015 FakramNo ratings yet
- Pipes StandardDocument2 pagesPipes StandardEsmail GandhiNo ratings yet
- PREFCO Fire and Smoke Damper Product Catalog 2007Document16 pagesPREFCO Fire and Smoke Damper Product Catalog 2007iask52750% (1)
- Medical GasDocument39 pagesMedical GasFrancisco M. Ramos100% (1)
- As 1324.2-2003 Air Filters For Use in General Ventilation and Air Conditioning Methods of TestDocument8 pagesAs 1324.2-2003 Air Filters For Use in General Ventilation and Air Conditioning Methods of TestSAI Global - APACNo ratings yet
- FSF 100 Fire Standards and Code of PracticesDocument2 pagesFSF 100 Fire Standards and Code of PracticesNon Etabas GadnatamNo ratings yet
- BS 1366 - Part 5 - Service Ducts and ShaftsDocument28 pagesBS 1366 - Part 5 - Service Ducts and ShaftsNathan BlakeNo ratings yet
- EN 12259 12 Pompe PDFDocument22 pagesEN 12259 12 Pompe PDFramzigolfNo ratings yet
- VDS 2381enDocument97 pagesVDS 2381enIvan67% (3)
- Sinorix N2 300 BarDocument41 pagesSinorix N2 300 BarDien HuynhNo ratings yet
- Atex Part 36Document189 pagesAtex Part 36CRISTIAN SILVIU IANUCNo ratings yet
- Sfpe Handbook 5th Ed IndexDocument42 pagesSfpe Handbook 5th Ed Indexmohammed el erian50% (2)
- LPCB Fire and Security Products and ServicesDocument8 pagesLPCB Fire and Security Products and ServicesShameel PtNo ratings yet
- Approval Standard For Fire Alarm Signaling Systems: Class Number 3010Document34 pagesApproval Standard For Fire Alarm Signaling Systems: Class Number 3010Sayed HashemNo ratings yet
- BS en 12671-2009Document26 pagesBS en 12671-2009Ramakrishnan Hari50% (2)
- AirbaseDocument48 pagesAirbaseimepsystems100% (1)
- NFPA 12 - 2005 Modif. Bulletin PDFDocument10 pagesNFPA 12 - 2005 Modif. Bulletin PDFJuanHernandez0% (1)
- Tyco SprinklerDocument68 pagesTyco SprinklerLuka RadilNo ratings yet
- Calc InergenDocument12 pagesCalc InergenedenNo ratings yet
- European Standard Norme Européenne Europäische NormDocument11 pagesEuropean Standard Norme Européenne Europäische NormRelu Garban100% (1)
- Gas Safety (Installation and Use) Regulations 1998Document100 pagesGas Safety (Installation and Use) Regulations 1998Adsfgxdt DxafcvxgbNo ratings yet
- NZICC Fire Engineering Peer ReviewDocument11 pagesNZICC Fire Engineering Peer ReviewStuff NewsroomNo ratings yet
- Area Deluge Skid No Deluge Valve No Equipments ProtectedDocument4 pagesArea Deluge Skid No Deluge Valve No Equipments ProtectedRiyadh SalehNo ratings yet
- Fire Protection Design With FM 200Document7 pagesFire Protection Design With FM 200vigilante_vg6387No ratings yet
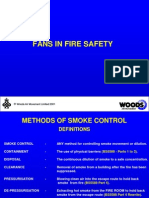
- Fans in Fire SafetyDocument58 pagesFans in Fire SafetyMohammed Majeed Ali100% (1)
- Fire ProDocument104 pagesFire ProMaiger100% (2)
- Iso 5149-1 - 2014-04Document52 pagesIso 5149-1 - 2014-04Raj KumarNo ratings yet
- VV PPM C AaaaaaaaaaDocument32 pagesVV PPM C AaaaaaaaaaAlessio DeOsimoNo ratings yet
- Medical and Laboratory Gas Pipeline Design Part 1Document3 pagesMedical and Laboratory Gas Pipeline Design Part 1karunaNo ratings yet
- DIOM Tyco Hygood IG541Document103 pagesDIOM Tyco Hygood IG541appril26No ratings yet
- Smoke and Heat Control Systems: BSI Standards PublicationDocument42 pagesSmoke and Heat Control Systems: BSI Standards PublicationAfsaneh ghanbarianNo ratings yet
- En 14 511-2Document14 pagesEn 14 511-2Daniel MilosevskiNo ratings yet
- BAFSA Technical Guidance No 1, November 2012Document30 pagesBAFSA Technical Guidance No 1, November 2012flegheton100% (1)
- Application ManualDocument28 pagesApplication ManualRoy Anthone LaysonNo ratings yet
- BS EN 00003-6-1996 (1999) ScanDocument39 pagesBS EN 00003-6-1996 (1999) ScanRinu RavikumarNo ratings yet
- BS EN746!3!1997 Industrial Thermoprocessing EquipmentDocument34 pagesBS EN746!3!1997 Industrial Thermoprocessing EquipmentThaiminh Vo100% (1)
- EN 1043-2 Micro Hardness TestDocument13 pagesEN 1043-2 Micro Hardness TestMadley RockNo ratings yet
- BS 474-31996 - Earth-Moving Machinery - Safety - Part 3 Requ PDFDocument26 pagesBS 474-31996 - Earth-Moving Machinery - Safety - Part 3 Requ PDFFaheem Khan100% (1)
- BS en 00003-5-1996Document18 pagesBS en 00003-5-1996abualamalNo ratings yet
- P44T CortecDocument7 pagesP44T CortecRinu RavikumarNo ratings yet
- PowerOn Fusion Smart Switching 01Document2 pagesPowerOn Fusion Smart Switching 01Rinu RavikumarNo ratings yet
- M13-ING-R6 - U-MLEsDocument6 pagesM13-ING-R6 - U-MLEsRinu RavikumarNo ratings yet
- Moxa Ia240 Series Datasheet v1.0Document5 pagesMoxa Ia240 Series Datasheet v1.0Rinu RavikumarNo ratings yet
- Moxa Ia240 Series Datasheet v1.0Document5 pagesMoxa Ia240 Series Datasheet v1.0Rinu RavikumarNo ratings yet
- Binary Input, 16 Channels 110/125 VDC: General InformationDocument2 pagesBinary Input, 16 Channels 110/125 VDC: General InformationRinu RavikumarNo ratings yet
- Virt RG1Document2 pagesVirt RG1Rinu RavikumarNo ratings yet
- CMake ListsDocument3 pagesCMake ListsRinu RavikumarNo ratings yet
- Client ExampDocument2 pagesClient ExampRinu RavikumarNo ratings yet
- Thermal Conductivity of Building MaterialsDocument1 pageThermal Conductivity of Building MaterialsmohdabuzarNo ratings yet
- Challenges at The Planning Development and Performance at The 275 KV XLPE Cable Project in The City of LiverpoolDocument5 pagesChallenges at The Planning Development and Performance at The 275 KV XLPE Cable Project in The City of LiverpoolRinu Ravikumar100% (1)
- MVDocument7 pagesMVRinu RavikumarNo ratings yet
- Dryer DV5000C WEB EnglishDocument54 pagesDryer DV5000C WEB EnglishWinstonNo ratings yet
- Hydraulic Flanges & Components & Dual Seal FlangesDocument44 pagesHydraulic Flanges & Components & Dual Seal Flangesfernandomachado1992100% (1)
- Bills of QuantitiesDocument53 pagesBills of QuantitiesAmit SinghNo ratings yet
- 2009 Up Hyundai Sonata Grille Installation Manual CaridDocument3 pages2009 Up Hyundai Sonata Grille Installation Manual CaridenthonytopmakNo ratings yet
- Service Parts List 12MY ExigeDocument367 pagesService Parts List 12MY ExigeChris HainesNo ratings yet
- Spesifikasi Sensor WIKADocument32 pagesSpesifikasi Sensor WIKArochmad eko suyudiNo ratings yet
- Kubota Manual 9Y011-02153 PDFDocument124 pagesKubota Manual 9Y011-02153 PDFMiguel Chacon100% (2)
- Alikraft Spare Parts ManualDocument66 pagesAlikraft Spare Parts Manualamarsingh choudharyNo ratings yet
- Enerpac HTM100: Operation & Maintenance ManualDocument25 pagesEnerpac HTM100: Operation & Maintenance ManualMohammed Al-BayatiNo ratings yet
- FEEDER Variable Frequency Drive For Screw FeedersDocument6 pagesFEEDER Variable Frequency Drive For Screw FeedersamitdharneNo ratings yet
- Machine Design MD by S K Mondal T&Q PDFDocument263 pagesMachine Design MD by S K Mondal T&Q PDFAbhijeet SahuNo ratings yet
- prEN1993 1 9 2nd Rev PDFDocument27 pagesprEN1993 1 9 2nd Rev PDFmichel92748No ratings yet
- Vehicle Recovery Electric Winch 13000LB-16800LB: InstructionsDocument14 pagesVehicle Recovery Electric Winch 13000LB-16800LB: InstructionstalibanindonesiaNo ratings yet
- VolvoToothGuide PDFDocument20 pagesVolvoToothGuide PDFCarla Mendez100% (2)
- Tir A9 14 PDFDocument99 pagesTir A9 14 PDFGino Tironi100% (7)
- Bolts Vs Screws - Difference Between Bolts and ScrewsDocument4 pagesBolts Vs Screws - Difference Between Bolts and ScrewsRamzi BEN AHMEDNo ratings yet
- How To Use The Right FastenerDocument4 pagesHow To Use The Right FastenerMatt ChauvelNo ratings yet
- F 2281 - 03 - RjiyodeDocument10 pagesF 2281 - 03 - Rjiyodekrutik100% (1)
- Din 2440-78 Steel Tubes Medium Weight Suitable For Screwing: Global Marketing For Tube & PipeDocument0 pagesDin 2440-78 Steel Tubes Medium Weight Suitable For Screwing: Global Marketing For Tube & PipeAdrian MarinNo ratings yet
- Energy Simabus Bro Epp2208 enDocument2 pagesEnergy Simabus Bro Epp2208 endip461No ratings yet
- f-3125Document26 pagesf-3125Scott NorrisNo ratings yet
- Dokumen - Tips - Bolt Torque Asme b16 5 Flanges Sheet Gaskets 02 PDFDocument26 pagesDokumen - Tips - Bolt Torque Asme b16 5 Flanges Sheet Gaskets 02 PDFAji BagusNo ratings yet
- Canam Purlins and Girts Catalogue CanadaDocument0 pagesCanam Purlins and Girts Catalogue CanadasaivanvalendezNo ratings yet
- Din, En, Ansi, Asme, Astm, IsoDocument19 pagesDin, En, Ansi, Asme, Astm, IsoBHUSHANNo ratings yet
- Honeywell SZL WL Series SpecificationDocument22 pagesHoneywell SZL WL Series SpecificationR NandakumarNo ratings yet
- Kingman Spyder 2008 Electra With Eye ManualDocument35 pagesKingman Spyder 2008 Electra With Eye Manualshizim1No ratings yet
- 114367a2 or 114367a3 Rear Drive Axle, Differential BrakeDocument4 pages114367a2 or 114367a3 Rear Drive Axle, Differential Brakeluis eduardo corzo enriquezNo ratings yet
- SL97-345 B&W Service LetterDocument5 pagesSL97-345 B&W Service Letterkamal100% (1)
- Fastener Size Tables - MechaniCalcDocument14 pagesFastener Size Tables - MechaniCalcperdhana2000No ratings yet
- User Manual: Plug-In, Electronic Digital Thermostat With Defrost ControlDocument56 pagesUser Manual: Plug-In, Electronic Digital Thermostat With Defrost ControlRodrigo GouveiaNo ratings yet
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingFrom EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingRating: 5 out of 5 stars5/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsFrom EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsRating: 4.5 out of 5 stars4.5/5 (3)
- A Baker's Dozen: Real Analog Solutions for Digital DesignersFrom EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersRating: 4 out of 5 stars4/5 (1)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet