You might also like
- Presentacion 2019 PDFDocument10 pagesPresentacion 2019 PDFChristianReyesNo ratings yet
- Examen Gestion de ComunicacionesDocument3 pagesExamen Gestion de ComunicacionesChristianReyesNo ratings yet
- Alcohol CarburanteDocument4 pagesAlcohol CarburanteChristianReyesNo ratings yet
- Informe RrssDocument11 pagesInforme RrssChristianReyesNo ratings yet
- Analisis Del DS 005 2012 TRDocument5 pagesAnalisis Del DS 005 2012 TRChristianReyes100% (3)
- Disposición de Residuos - ProtisaDocument20 pagesDisposición de Residuos - Protisajenifer2013No ratings yet
- Presupuesto Mitigacion AmbientalDocument1 pagePresupuesto Mitigacion AmbientalANANo ratings yet
- Soluciones de Tratamiento de AguaDocument24 pagesSoluciones de Tratamiento de AguaHector Estrella100% (1)
- Investigación Formativa 1 - Jasid Carrasco AraozDocument4 pagesInvestigación Formativa 1 - Jasid Carrasco AraozJasid Carrasco AraozNo ratings yet
- Practica 2 Contenido de SedimentosDocument10 pagesPractica 2 Contenido de SedimentosErick David100% (1)
- Comunismo y Socialismo AmbientalDocument3 pagesComunismo y Socialismo AmbientalCarlos Landeta GarciaNo ratings yet
- Ejercicio 1Document3 pagesEjercicio 1Yolanda HernandezNo ratings yet
- Conexiones Domiciliarias de AlcantarilladoDocument13 pagesConexiones Domiciliarias de AlcantarilladoCesar TNo ratings yet
- Encuesta ContaminacionDocument11 pagesEncuesta ContaminacionGeovany Larios OchoaNo ratings yet
- El AmbienteDocument3 pagesEl AmbienteAndres GarciaNo ratings yet
- Medidas Probadas en El Uso y La Gestión Del Agua:: Una Contribución A La Adaptación Al Cambio Climático en Los AndesDocument37 pagesMedidas Probadas en El Uso y La Gestión Del Agua:: Una Contribución A La Adaptación Al Cambio Climático en Los Andes802isNo ratings yet
- Agropecuaria SaDocument54 pagesAgropecuaria SaCezar PajaresNo ratings yet
- El Acuífero Costero de ManglaraltoDocument18 pagesEl Acuífero Costero de ManglaraltoVirginia Velarde100% (1)
- Informe de QuicapataDocument15 pagesInforme de QuicapataAnonymous WmOVzrNo ratings yet
- Miriam Ingenieria de Proyectos BioaquaDocument12 pagesMiriam Ingenieria de Proyectos BioaquaZeemm Cholula GarcíaNo ratings yet
- Folleto Contaminacion Del AireDocument2 pagesFolleto Contaminacion Del AireManuela franchesca Peñaranda deviaNo ratings yet
- Estandares Internacionales Sobre La Calidad Del AireDocument5 pagesEstandares Internacionales Sobre La Calidad Del AireConnor HoffmanNo ratings yet
- Programa de Abastecimiento de Agua PotableDocument4 pagesPrograma de Abastecimiento de Agua PotableClaudia Lorena Ortega Munoz73% (11)
- La Protección Jurídica Al Medio Ambiente en La Legislación Nacional e InternacionalDocument20 pagesLa Protección Jurídica Al Medio Ambiente en La Legislación Nacional e InternacionalPablo ImbertNo ratings yet
- Prueba Preliminar Jar Test Trupal Trujillo 05-06-14Document6 pagesPrueba Preliminar Jar Test Trupal Trujillo 05-06-14Franz D. Torres PezoNo ratings yet
- Monitoreo CloroDocument2 pagesMonitoreo CloroMaria Contreras CincoNo ratings yet
- Examen Final Hidrologia y Drenaje de Vias 2012Document4 pagesExamen Final Hidrologia y Drenaje de Vias 2012Marko Senty PerezNo ratings yet
- COMPRENSION - LECTORA - 2M Santillana Siempre Contigo 2017 PDFDocument31 pagesCOMPRENSION - LECTORA - 2M Santillana Siempre Contigo 2017 PDFJudithGajardoNo ratings yet
- Conductividad ElectricaDocument9 pagesConductividad ElectricaGuery MoralesNo ratings yet
- Caso de Estudio RuidoDocument5 pagesCaso de Estudio RuidoemmanuelNo ratings yet
- TerrarioDocument4 pagesTerrarioRoshita Angela Cruz QuirozNo ratings yet
- Definición de La Contaminación HídricaDocument3 pagesDefinición de La Contaminación Hídricathecora10No ratings yet
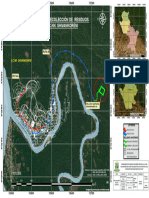
- Mapa de Rutas de Recolección de Residuos Solidos CCNN ShvankoreniDocument1 pageMapa de Rutas de Recolección de Residuos Solidos CCNN ShvankoreniJOEL ORELLANANo ratings yet
- Texapon 70Document3 pagesTexapon 70andsanzNo ratings yet
- Unidad2 Harryman SanchezDocument9 pagesUnidad2 Harryman SanchezDanilo PopayanNo ratings yet