You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- m16 Receiver Ordnance PrintDocument3 pagesm16 Receiver Ordnance Printdownload1414100% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Manufacturing Execution System - MESDocument276 pagesManufacturing Execution System - MESDexter100% (5)
- Altima Wiring ConnectorsDocument4 pagesAltima Wiring ConnectorswiccanwaysNo ratings yet
- AR-15 Practice BlockDocument1 pageAR-15 Practice Blockwiccanways100% (2)
- Inventory Reorder MethodsDocument26 pagesInventory Reorder MethodsmragarwalNo ratings yet
- Altima WiringDocument7 pagesAltima WiringwiccanwaysNo ratings yet
- Altima FusesDocument8 pagesAltima FuseswiccanwaysNo ratings yet
- Lower Guide Drill JigDocument5 pagesLower Guide Drill Jigwiccanways100% (1)
- Digital Patterns: Designed by Steve GoodDocument3 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- PSL 10 Signal CODESDocument1 pagePSL 10 Signal CODESwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument4 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument4 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument5 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument3 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
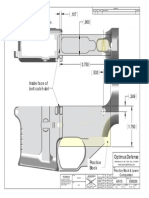
- Optimus AR-15 Man MillDocument2 pagesOptimus AR-15 Man Millwiccanways50% (2)
- Digital Patterns: Designed by Steve GoodDocument9 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument4 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument5 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- Digital Patterns: Designed by Steve GoodDocument3 pagesDigital Patterns: Designed by Steve Goodwiccanways100% (1)
- Digital Patterns: Designed by Steve GoodDocument5 pagesDigital Patterns: Designed by Steve GoodwiccanwaysNo ratings yet
- 2008 Bear Archery SpecsDocument7 pages2008 Bear Archery SpecswiccanwaysNo ratings yet
- 2011 Bear Archery SpecsDocument8 pages2011 Bear Archery SpecswiccanwaysNo ratings yet
- 2012 Bear Archery SpecsDocument9 pages2012 Bear Archery SpecswiccanwaysNo ratings yet
- Smoking BookDocument55 pagesSmoking Bookjtbark100% (1)
- 2010 Bear Archery SpecsDocument10 pages2010 Bear Archery SpecswiccanwaysNo ratings yet
- TR - Heat TreatmentDocument48 pagesTR - Heat TreatmentAMIT PRAJAPATINo ratings yet
- Design and Analysis of A Concrete Modular Housing System Constructed With 3D PanelsDocument80 pagesDesign and Analysis of A Concrete Modular Housing System Constructed With 3D PanelsNeven Ahmed HassanNo ratings yet
- Chapter 19-Bulk Deformation Processes IDocument67 pagesChapter 19-Bulk Deformation Processes IMohsin AliNo ratings yet
- ISO - 15156-1 - 2009 - Technical Circular - 1 - 2014-01-27Document4 pagesISO - 15156-1 - 2009 - Technical Circular - 1 - 2014-01-27manuelazo78No ratings yet
- Agile Learning DesignDocument11 pagesAgile Learning Designmegan7130100% (1)
- Matdan BCS Series CatalogDocument2 pagesMatdan BCS Series Catalogsatheez3251No ratings yet
- Chain Wheels ChainconveyorDocument9 pagesChain Wheels ChainconveyorPedro RBNo ratings yet
- IOCL InsulationDocument43 pagesIOCL InsulationYogi17350% (2)
- NSK Cat E1267Document9 pagesNSK Cat E1267Anonymous 5RUnMVLMPNo ratings yet
- Masonry Support Systems and LintelsDocument36 pagesMasonry Support Systems and LintelsAchilleas21No ratings yet
- FQP PileDocument18 pagesFQP PileGoanengineer100% (1)
- BS 4504 FlangeDocument11 pagesBS 4504 FlangeAlon BalonNo ratings yet
- List of Welding Processes - Wikipedia, The Free EncyclopediaDocument6 pagesList of Welding Processes - Wikipedia, The Free EncyclopediasumitNo ratings yet
- Vaccum Box Test ProcedureDocument3 pagesVaccum Box Test ProcedureAJOJOY009No ratings yet
- CompReg 8NOVEMBER2019Document1,671 pagesCompReg 8NOVEMBER2019Solidworks Reseller Chennai InNo ratings yet
- Piping FundamentalsDocument12 pagesPiping FundamentalsKurian JoseNo ratings yet
- Southern Company/MHI Ltd. Plant Barry CCS DemonstrationDocument23 pagesSouthern Company/MHI Ltd. Plant Barry CCS Demonstrationrecsco2100% (1)
- Singeing Fundamentals: By: Tanveer HussainDocument12 pagesSingeing Fundamentals: By: Tanveer HussainPushpanjali VermaNo ratings yet
- Flexible Manufacturing System (FMS)Document19 pagesFlexible Manufacturing System (FMS)purushothamkr100% (1)
- Induction Hardening of Gears Part 2Document5 pagesInduction Hardening of Gears Part 2Pratap SahooNo ratings yet
- Operations Management: Course Instructor: Mansoor QureshiDocument37 pagesOperations Management: Course Instructor: Mansoor QureshiPrince ZiaNo ratings yet
- Lean Manufacturing in A Mass Customization Plant: Improvement of Kanban Policy and ImplementationDocument64 pagesLean Manufacturing in A Mass Customization Plant: Improvement of Kanban Policy and ImplementationMohammed SirelkhatimNo ratings yet
- Logistics Services SindhuDocument86 pagesLogistics Services SindhubandichaituNo ratings yet
- VA1 LSC 00100 QA M8 TPD 0006 (Steel Structure Fabrication Procedure) Rev.1Document20 pagesVA1 LSC 00100 QA M8 TPD 0006 (Steel Structure Fabrication Procedure) Rev.1MungNguyenDinhNo ratings yet
- RMW3 08 Morita HDocument50 pagesRMW3 08 Morita Hnovas88No ratings yet
- Project On Utkal Signature Official BuildingDocument3 pagesProject On Utkal Signature Official BuildingspruhatechNo ratings yet
- Fencing Catalogue UKDocument28 pagesFencing Catalogue UKVisoiu TiberiusNo ratings yet
- Green Electronics: Save Environment, It Will Save You!!! We Are Doing Our Bit What About YOU???Document19 pagesGreen Electronics: Save Environment, It Will Save You!!! We Are Doing Our Bit What About YOU???ayeshasweet100% (1)