You might also like
- CSP Exam Equation Fully Explained DEMODocument33 pagesCSP Exam Equation Fully Explained DEMOFff63% (8)
- Heisenberg Uncertainty Principle WorksheetDocument4 pagesHeisenberg Uncertainty Principle WorksheetFrank CamachoNo ratings yet
- Jcs 04 00148Document19 pagesJcs 04 00148HARSHIT MAITHILNo ratings yet
- Composite Materials - 2 Marks - All 5 UnitsDocument31 pagesComposite Materials - 2 Marks - All 5 UnitsMohan Prasad.M84% (19)
- Composite Materials 2 Marks All 5 UnitsDocument31 pagesComposite Materials 2 Marks All 5 UnitsM.ThirunavukkarasuNo ratings yet
- J of Applied Polymer Sci - 2015 - Tanjung - Use of Epoxidized Natural Rubber As A Toughening Agent in PlasticsDocument9 pagesJ of Applied Polymer Sci - 2015 - Tanjung - Use of Epoxidized Natural Rubber As A Toughening Agent in PlasticsSatit YousatitNo ratings yet
- Synthesis, Characterization of Banana / Glass Fiber Reinforced Epoxy Based Hybrid CompositesDocument11 pagesSynthesis, Characterization of Banana / Glass Fiber Reinforced Epoxy Based Hybrid CompositesberhaneNo ratings yet
- Materials: Optimization of Mechanical Properties and Damage Tolerance in Polymer-Mineral Multilayer CompositesDocument19 pagesMaterials: Optimization of Mechanical Properties and Damage Tolerance in Polymer-Mineral Multilayer CompositesAbd BaghadNo ratings yet
- Materials Today: Proceedings: Balu Maloth, N.V. Srinivasulu, R. RajendraDocument6 pagesMaterials Today: Proceedings: Balu Maloth, N.V. Srinivasulu, R. RajendraJúlia NogueiraNo ratings yet
- Project Report PMCDocument7 pagesProject Report PMCShafiq Ahmed ShahbazNo ratings yet
- Fabricate A Product From NFRCDocument14 pagesFabricate A Product From NFRCjobiraprintingNo ratings yet
- Maleated Amorphous Ethylene Propylene Compatibilized Polyethylene Nanocomposites: Room Temperature Nonlinear Creep ResponseDocument13 pagesMaleated Amorphous Ethylene Propylene Compatibilized Polyethylene Nanocomposites: Room Temperature Nonlinear Creep ResponsePaulo SantosNo ratings yet
- Composite Materials Are Multiphase Materials Obtained Through The Artificial Combination of Different Materials in Order To Attain Properties That The Individual Components by Themselves Cannot AttainDocument7 pagesComposite Materials Are Multiphase Materials Obtained Through The Artificial Combination of Different Materials in Order To Attain Properties That The Individual Components by Themselves Cannot AttainMohamed RidaNo ratings yet
- Natural Fibre-Polymer Composites: A ReviewDocument23 pagesNatural Fibre-Polymer Composites: A ReviewanonymousNo ratings yet
- Design and Development of Glass Fiber ReDocument12 pagesDesign and Development of Glass Fiber RebaktiabijunaNo ratings yet
- Aluminum Hydroxide Filled Ethylene Vinyl Acetate (EVA) CompositesDocument15 pagesAluminum Hydroxide Filled Ethylene Vinyl Acetate (EVA) Compositeshazira zznNo ratings yet
- Mechanical and Water Absorption Behavior of Sisal and Banana Fiber CompositesDocument49 pagesMechanical and Water Absorption Behavior of Sisal and Banana Fiber CompositesKutty AravindNo ratings yet
- Reinforced Polymer Composites: EditorialDocument7 pagesReinforced Polymer Composites: Editorialjoe trumpNo ratings yet
- Glass Fiber 'Sizings' and Their Role in Fiber-Matrix AdhesionDocument17 pagesGlass Fiber 'Sizings' and Their Role in Fiber-Matrix AdhesionAmbadas GarjeNo ratings yet
- Investigations of High Performance Fiberglass Impact Using A Combustionless Two Stage Light Gas GunDocument8 pagesInvestigations of High Performance Fiberglass Impact Using A Combustionless Two Stage Light Gas GunTanzil ZaidiNo ratings yet
- Experimental Investigation of Mechanical and Morphological Properties of Flax-Glass Fiber Reinforced Hybrid Composite Using Finite Element AnalysisDocument11 pagesExperimental Investigation of Mechanical and Morphological Properties of Flax-Glass Fiber Reinforced Hybrid Composite Using Finite Element AnalysissriyajambukarNo ratings yet
- 2Document10 pages2suganthNo ratings yet
- Composite Materials1Document11 pagesComposite Materials1Govind JhaNo ratings yet
- Presentation For CompositeDocument11 pagesPresentation For CompositeKutty AravindNo ratings yet
- Investigations On The Mechanical Properties of Conducting Polymer Coating-Substrate Structures and Their Influencing FactorsDocument28 pagesInvestigations On The Mechanical Properties of Conducting Polymer Coating-Substrate Structures and Their Influencing FactorsAldo Córdoba GuerreroNo ratings yet
- The effect of hollow fibres in the self healing of polymer compositesDocument10 pagesThe effect of hollow fibres in the self healing of polymer compositesDEEBA S 20PHD1159No ratings yet
- Polymers 14 03109 v2Document9 pagesPolymers 14 03109 v2golampyNo ratings yet
- T - 13324075373 FainleibDocument20 pagesT - 13324075373 FainleibAshok KumarNo ratings yet
- The Royal SocietyDocument13 pagesThe Royal SocietyCaptain AmericaNo ratings yet
- Tensile Strain-Hardening Behavior of Polyvinyl AlcoholDocument10 pagesTensile Strain-Hardening Behavior of Polyvinyl AlcoholgowraavinashNo ratings yet
- Karbon Ve Cam KarşılaştırmaDocument14 pagesKarbon Ve Cam KarşılaştırmaHasanmert KaymakNo ratings yet
- Materials Today Chemistry: D. An, S. Lot Fian, D. Mesbah, D. Ayre, A. Yoose Finejad, V.K. Thakur, H. Yazdani NezhadDocument11 pagesMaterials Today Chemistry: D. An, S. Lot Fian, D. Mesbah, D. Ayre, A. Yoose Finejad, V.K. Thakur, H. Yazdani Nezhaddhiraj.biswasNo ratings yet
- Key Improvements in Interfacial Adhesion and Dispersion of Fibers/Fillers in Polymer Matrix Composites Focus On PLA Matrix CompositesDocument51 pagesKey Improvements in Interfacial Adhesion and Dispersion of Fibers/Fillers in Polymer Matrix Composites Focus On PLA Matrix CompositesMuhammad Abdur RashidNo ratings yet
- Advantages and DisadvantagesDocument7 pagesAdvantages and DisadvantagesAzmeer AsryNo ratings yet
- Composite Materials IntroductionDocument8 pagesComposite Materials IntroductionVivek SNo ratings yet
- PDFDocument32 pagesPDFEngr Qaisar NazeerNo ratings yet
- Effect of Fiber Surface Modification On The Interfacial and Mechanical Properties of Kenaf Fiber-Reinforced Thermoplastic and Thermosetting Polymer CompositesDocument20 pagesEffect of Fiber Surface Modification On The Interfacial and Mechanical Properties of Kenaf Fiber-Reinforced Thermoplastic and Thermosetting Polymer CompositesErick Omar Cisneros LopezNo ratings yet
- Effect of Short Fibers Reinforcement in SyntacticDocument14 pagesEffect of Short Fibers Reinforcement in SyntacticArya EdifyNo ratings yet
- Composite Material AssignmentDocument12 pagesComposite Material AssignmentMohd Shahrizan100% (1)
- Aging Mechanisms of Unidirectional Flax Fabric Reinforced Epoxy CompositesDocument15 pagesAging Mechanisms of Unidirectional Flax Fabric Reinforced Epoxy Compositessanchana velalaganNo ratings yet
- Influence of Peel Ply Type On Adhesive BondingDocument26 pagesInfluence of Peel Ply Type On Adhesive BondingIGZONo ratings yet
- Studies On Mechanical and Flexural Strength of Carbon Nano Tube Reinforced With Hemp Vinyl Ester Carbon Fiber Laminated Hybrid Composite-IJRASETDocument12 pagesStudies On Mechanical and Flexural Strength of Carbon Nano Tube Reinforced With Hemp Vinyl Ester Carbon Fiber Laminated Hybrid Composite-IJRASETIJRASETPublications100% (1)
- Journal Pre-Proofs: Composite StructuresDocument29 pagesJournal Pre-Proofs: Composite StructuresMcFlyNo ratings yet
- Su1 PDFDocument4 pagesSu1 PDFammarNo ratings yet
- Resin Bond To Indirect Composit Spitznagel, Horuth y BlatzDocument13 pagesResin Bond To Indirect Composit Spitznagel, Horuth y Blatzgerson fabian arango100% (1)
- CFRC Tougening MechDocument17 pagesCFRC Tougening MechTayfun KoçakNo ratings yet
- Polymers-13-00705 SMSMDocument14 pagesPolymers-13-00705 SMSMdanil mahaNo ratings yet
- Sic Glass EpoxyDocument14 pagesSic Glass EpoxyannimassNo ratings yet
- Effect of Water Absorption On Mech Props of Hybrid Interwoven Cellulosic Fibre Reinforced Epoxy CompositesDocument32 pagesEffect of Water Absorption On Mech Props of Hybrid Interwoven Cellulosic Fibre Reinforced Epoxy Compositessanchana velalaganNo ratings yet
- Composite Structures: F.A. Almansour, H.N. Dhakal, Z.Y. ZhangDocument13 pagesComposite Structures: F.A. Almansour, H.N. Dhakal, Z.Y. ZhangsuganthNo ratings yet
- Development of Graphite Particles Filled Epoxy Resin Composite Material and Its Erosive Wear BehaviorDocument3 pagesDevelopment of Graphite Particles Filled Epoxy Resin Composite Material and Its Erosive Wear BehaviorDeepak KumarNo ratings yet
- Material Today ProcDocument10 pagesMaterial Today ProcVikasKhatkarNo ratings yet
- Literature ReviewDocument10 pagesLiterature ReviewsithananthansithuNo ratings yet
- Mechanical properties of corn fiber compositesDocument4 pagesMechanical properties of corn fiber compositesRaja SajinNo ratings yet
- Mechanical Properties of Polymer Composite MaterialsDocument4 pagesMechanical Properties of Polymer Composite MaterialsInternational Journal of Research in Engineering and Technology100% (1)
- Polymer Composition and Substrate in Uences On The Adhesive Bonding of A Biomimetic, Cross-Linking PolymerDocument8 pagesPolymer Composition and Substrate in Uences On The Adhesive Bonding of A Biomimetic, Cross-Linking PolymerberkahNo ratings yet
- Effects of Fibre Surface Treatment On Fracture-Mechanical Properties of Sisal-Fibre CompositeDocument2 pagesEffects of Fibre Surface Treatment On Fracture-Mechanical Properties of Sisal-Fibre CompositePraveen KumarNo ratings yet
- What composite materials are and their classificationsDocument58 pagesWhat composite materials are and their classificationsMaria Cecille Sarmiento GarciaNo ratings yet
- Chapter - 1: Bond Durability of FRP Bars Embedded in Fiber-Reinforced ConcreteDocument27 pagesChapter - 1: Bond Durability of FRP Bars Embedded in Fiber-Reinforced Concretereloaded63No ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Tribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsFrom EverandTribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsRating: 5 out of 5 stars5/5 (1)
- Stone Dust & RubberDocument64 pagesStone Dust & RubberSyed Mohd Mehdi100% (1)
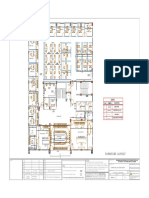
- Furniture Layout Plan - ModelDocument1 pageFurniture Layout Plan - ModelSyed Mohd MehdiNo ratings yet
- Final Sustainable Sand Mining Management Guidelines 2016Document101 pagesFinal Sustainable Sand Mining Management Guidelines 2016Salil86No ratings yet
- REV01 CEILING ELECTRICAL-Model PDFDocument1 pageREV01 CEILING ELECTRICAL-Model PDFSyed Mohd MehdiNo ratings yet
- Lighting Trade Price List w.e.f. 1st November, 2015Document80 pagesLighting Trade Price List w.e.f. 1st November, 2015Syed Mohd MehdiNo ratings yet
- A3 JAL NIGAM HEAD Office Last Final 12.08.15-ModelDocument1 pageA3 JAL NIGAM HEAD Office Last Final 12.08.15-ModelSyed Mohd MehdiNo ratings yet
- Dissertation Phase 1Document33 pagesDissertation Phase 1Syed Mohd Mehdi100% (1)
- Time Extension Letter. (24.09.2016) DocxDocument1 pageTime Extension Letter. (24.09.2016) DocxSyed Mohd MehdiNo ratings yet
- Extra Item Rate HQDocument9 pagesExtra Item Rate HQSyed Mohd MehdiNo ratings yet
- BUILDING ORIENTATION FOR HOT AND DRY CLIMATESDocument2 pagesBUILDING ORIENTATION FOR HOT AND DRY CLIMATESSyed Mohd Mehdi75% (4)
- 1) MouldingDocument1 page1) MouldingSyed Mohd MehdiNo ratings yet
- ACI Journal - Evaluation of Ratio Between Splitting Tensile StrengthDocument10 pagesACI Journal - Evaluation of Ratio Between Splitting Tensile StrengthSyed Mohd MehdiNo ratings yet
- Analysis of RatesDocument5 pagesAnalysis of Ratesakstrmec23No ratings yet
- Walls - Types, Features and Design ConceptDocument2 pagesWalls - Types, Features and Design ConceptSyed Mohd MehdiNo ratings yet
- Save Environment With Green BuildingsDocument2 pagesSave Environment With Green BuildingsSyed Mohd MehdiNo ratings yet
- Green Building Site and Landscape PlanningDocument3 pagesGreen Building Site and Landscape PlanningSyed Mohd MehdiNo ratings yet
- Green Roofing - A Step Towards SustainabilityDocument4 pagesGreen Roofing - A Step Towards SustainabilitySyed Mohd MehdiNo ratings yet
- CV PDFDocument4 pagesCV PDFSyed Mohd MehdiNo ratings yet
- Selection of Green Building MaterialsDocument3 pagesSelection of Green Building MaterialsSyed Mohd MehdiNo ratings yet
- How To Make A Building GreenDocument5 pagesHow To Make A Building GreenSyed Mohd MehdiNo ratings yet
- Sustainability in Construction & Civil EngineeringDocument4 pagesSustainability in Construction & Civil EngineeringSyed Mohd MehdiNo ratings yet
- Performance of Various Types of Buildings During EarthquakeDocument5 pagesPerformance of Various Types of Buildings During EarthquakeSyed Mohd Mehdi100% (1)
- Concrete Mix Design Comparison Between BIS and ACIDocument7 pagesConcrete Mix Design Comparison Between BIS and ACIPraveen JainNo ratings yet
- Concrete Without CementDocument2 pagesConcrete Without CementSyed Mohd MehdiNo ratings yet
- Concrete Mix DesignDocument5 pagesConcrete Mix Designkom1984No ratings yet
- IS16(Part1):1991 Shellac SpecificationDocument6 pagesIS16(Part1):1991 Shellac SpecificationsdmelNo ratings yet
- Is 15109 (Part 2) - 2002 Iso 11269 - 1995 - Determination of The Effects of Pollutants On Soil Flora - Part 2 Effects of Chemicals On The Emergence and Growth Higher PlantsDocument10 pagesIs 15109 (Part 2) - 2002 Iso 11269 - 1995 - Determination of The Effects of Pollutants On Soil Flora - Part 2 Effects of Chemicals On The Emergence and Growth Higher PlantsPrapa KaranNo ratings yet
- Rules for Rounding Off Numerical Values in Technical DocumentsDocument18 pagesRules for Rounding Off Numerical Values in Technical Documentsসন্দীপ চন্দ্রNo ratings yet
- Cement Chemistry Guide: Types, Properties & ApplicationsDocument9 pagesCement Chemistry Guide: Types, Properties & ApplicationsSyed Mohd MehdiNo ratings yet
- Determination of Specific Gravity of CementDocument1 pageDetermination of Specific Gravity of CementSyed Mohd MehdiNo ratings yet
- Adobe Scan 31 Jan 2023Document16 pagesAdobe Scan 31 Jan 2023Apn ApnNo ratings yet
- Iit-Jee-Neet-Weekly Test SeriesDocument5 pagesIit-Jee-Neet-Weekly Test SeriesICSE HubNo ratings yet
- Cryogenics IntroductionDocument26 pagesCryogenics Introductionsenior high100% (1)
- Principles of Finned Tube Heat Exchanger Design For Enhanced Heat TransferDocument20 pagesPrinciples of Finned Tube Heat Exchanger Design For Enhanced Heat Transferunknown8787No ratings yet
- Modul 7 MatrikDocument10 pagesModul 7 MatrikAida Nur FadhilahNo ratings yet
- Chapter 2: Coulomb's Law and Electric Field IntensityDocument2 pagesChapter 2: Coulomb's Law and Electric Field IntensityvpkvikasNo ratings yet
- Trajectories and Radius, Velocity, AccelerationDocument12 pagesTrajectories and Radius, Velocity, AccelerationEpic WinNo ratings yet
- Mod 2 QuestionsDocument49 pagesMod 2 Questionscyder100% (1)
- Thread 3-1 Electeic Potential)Document4 pagesThread 3-1 Electeic Potential)heroNo ratings yet
- Chem 113 - Water Sample Lab ReportDocument16 pagesChem 113 - Water Sample Lab Reportapi-356033847No ratings yet
- Classical Dynamics: Example Sheet 3 SolvedDocument3 pagesClassical Dynamics: Example Sheet 3 SolvedShweta SridharNo ratings yet
- Greek LettersDocument15 pagesGreek LettersPrasad DvssrNo ratings yet
- Estudio de Los Mecanismos de Adherencia Entre Escoria y Refractarios Mediante Ensayos de InmersiónDocument6 pagesEstudio de Los Mecanismos de Adherencia Entre Escoria y Refractarios Mediante Ensayos de InmersiónJorge MadiasNo ratings yet
- Exercise EC4Document23 pagesExercise EC4babel_stanNo ratings yet
- SMEA1303Document175 pagesSMEA1303Selvakumar SubbaiahNo ratings yet
- Classified Examples of Electrical Engineering 1928Document103 pagesClassified Examples of Electrical Engineering 1928dominicrochford3068No ratings yet
- Chemistry Paper 8 Module 34: Excited States and Emission ProcessesDocument9 pagesChemistry Paper 8 Module 34: Excited States and Emission ProcessesSriNo ratings yet
- Computational Chem 6Document152 pagesComputational Chem 6Dr. Partha Sarathi SenguptaNo ratings yet
- Installation Manual: Model APS 400Document24 pagesInstallation Manual: Model APS 400Willy DacoNo ratings yet
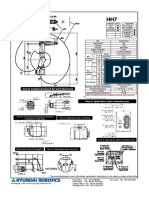
- Hh7 CatalogDocument1 pageHh7 Catalogjitender kumarNo ratings yet
- 978 1 4419 5754 2 PDFDocument458 pages978 1 4419 5754 2 PDFLUIS ISAAC LEON PARONo ratings yet
- Heat exchanger specification sheetDocument2 pagesHeat exchanger specification sheetDycka Anugerah PuryantoroNo ratings yet
- Split Up Syllabus Class Xii Physics 22-23Document1 pageSplit Up Syllabus Class Xii Physics 22-23ROHIT SIHRANo ratings yet
- Damage and Failure For Ductile Metals - Abaqus PDFDocument18 pagesDamage and Failure For Ductile Metals - Abaqus PDFshayan50% (2)
- Theroretical MesalamineDocument18 pagesTheroretical MesalamineRTTONo ratings yet
- 14 04 08 Referenslista Turbo (SE En)Document11 pages14 04 08 Referenslista Turbo (SE En)mersiumNo ratings yet
- Response Spectrum Analysis Using Femap and NX NastranDocument40 pagesResponse Spectrum Analysis Using Femap and NX NastranGana C Rover100% (1)
- 1415 Phy S5 Term1 Formtest1Document11 pages1415 Phy S5 Term1 Formtest1黃賡浩No ratings yet