You might also like
- UF1126 - Control de la producción en fabricación mecánicaFrom EverandUF1126 - Control de la producción en fabricación mecánicaNo ratings yet
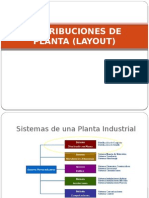
- Distribuciones de Planta-LAYOUT - Taller en Línea UNAL-COLDocument16 pagesDistribuciones de Planta-LAYOUT - Taller en Línea UNAL-COLisraeldaviiidNo ratings yet
- 4to CONTROL DISEÑO DE PLANTA PDFDocument5 pages4to CONTROL DISEÑO DE PLANTA PDFBrayans Fernando Silva ValenciaNo ratings yet
- Definiciones Básicas - Plantas IndustrialesDocument8 pagesDefiniciones Básicas - Plantas Industrialesmarco antonio robles palenciaNo ratings yet
- Qué Es La Distribución de EquiposDocument6 pagesQué Es La Distribución de EquiposMontserrat HerreraNo ratings yet
- Línea de ProducciónDocument10 pagesLínea de ProducciónYarelis Muegue100% (2)
- Tipos Basicos de Distribucion de PlantaDocument3 pagesTipos Basicos de Distribucion de PlantalucerobalderaNo ratings yet
- Act.6 Tipos de Distribución-PdiDocument7 pagesAct.6 Tipos de Distribución-PdiconanNo ratings yet
- Distribucion Por ProductoDocument13 pagesDistribucion Por ProductoVane GomezNo ratings yet
- Distribucion Por ProcesosDocument18 pagesDistribucion Por ProcesosYovany Andrés Sánchez QuinteroNo ratings yet
- Ventajas y Desventajas de Las Distribuciones de PlantaDocument5 pagesVentajas y Desventajas de Las Distribuciones de PlantaIvana de Garfias25% (4)
- Distribucion Por ProcesosDocument8 pagesDistribucion Por ProcesosRoberto VelizNo ratings yet
- Distribucion de Equipo en PlantaDocument8 pagesDistribucion de Equipo en PlantaStephanie CamoNo ratings yet
- Ejemplos de Distribucion de PlantaDocument8 pagesEjemplos de Distribucion de PlantaValerin Crizztal AlvarezNo ratings yet
- Formas de Los Procesos de TransformacionDocument6 pagesFormas de Los Procesos de TransformacionElvis OutcastNo ratings yet
- Distribuciones de Planta (Layout)Document99 pagesDistribuciones de Planta (Layout)cvegasuazo100% (1)
- Distribucion CombinadaDocument15 pagesDistribucion CombinadaEff Gara0% (1)
- Tipos de Distribución en PlantaDocument12 pagesTipos de Distribución en PlantaJr. Moisés ChavarriaNo ratings yet
- 4 Sistema de Producción Por LotesDocument5 pages4 Sistema de Producción Por LotesMas Kuc LksNo ratings yet
- Exposicion Distribucion en La PlantaDocument23 pagesExposicion Distribucion en La PlantaDaniel HernandezNo ratings yet
- Distribución Por CelulasDocument7 pagesDistribución Por CelulasMarcos Onell Stulzer CastilloNo ratings yet
- Subtema 4.4 Distribución de Planta PROCESOS DE DIRECCIONDocument8 pagesSubtema 4.4 Distribución de Planta PROCESOS DE DIRECCIONAnonymous W7uZ6N0vyoNo ratings yet
- A1-U2 Martínez Morales José AntonioDocument12 pagesA1-U2 Martínez Morales José AntonioJose Antonio Martinez MoralesNo ratings yet
- Unidad 1. ProcesosDocument54 pagesUnidad 1. ProcesosIsaac Sanchez Anastacio0% (1)
- Distribución en PlantaDocument24 pagesDistribución en PlantaMauricioNo ratings yet
- Practica Gestion de La ProduccionDocument16 pagesPractica Gestion de La ProduccionGabriel Illanes MamaniNo ratings yet
- 3.2 Tipos de Distribución en PlantaDocument9 pages3.2 Tipos de Distribución en Planta'Ivan RuizNo ratings yet
- Diseño y Distribucion de Planta Por Analisis de FlujoDocument18 pagesDiseño y Distribucion de Planta Por Analisis de FlujoGianluca BenmedetiNo ratings yet
- Diseño y Distribucion de Planta Por Analisis de FlujoDocument18 pagesDiseño y Distribucion de Planta Por Analisis de FlujoGianluca BenmedetiNo ratings yet
- U3.1 Distribución de Planta para Diferentes Tipos de ProcesosDocument48 pagesU3.1 Distribución de Planta para Diferentes Tipos de Procesosalejandro garcia gamezNo ratings yet
- Tipos de Distribucion de PlantaDocument24 pagesTipos de Distribucion de PlantaMario GómezNo ratings yet
- Tipos de DPDocument22 pagesTipos de DPOscar Vaca VeNo ratings yet
- Sistemas de Producci-NDocument9 pagesSistemas de Producci-NMedina Cortes Jose GuadalupeNo ratings yet
- Distribucion Por ProcesosDocument14 pagesDistribucion Por ProcesosCharlyHernándezNo ratings yet
- Administracion de ProyectoDocument9 pagesAdministracion de ProyectoKeysi RuizNo ratings yet
- Matriz Comparativa de Los Tipos de Procesos o Configuraciones ProductivasDocument12 pagesMatriz Comparativa de Los Tipos de Procesos o Configuraciones ProductivasOmarVélez100% (1)
- Matriz ComparativaDocument12 pagesMatriz Comparativajavier parraNo ratings yet
- Tipos de Distribucion de PlantaDocument4 pagesTipos de Distribucion de PlantaJoséAndrésYupanquiViruezNo ratings yet
- 3.1 Equipo 2 Parte2Document18 pages3.1 Equipo 2 Parte2Victor GutierrezNo ratings yet
- 2.2 Tipos de Procesos 2023-I SeparataDocument8 pages2.2 Tipos de Procesos 2023-I SeparataAdriana Ruiz LizanoNo ratings yet
- Estudio de Distribución de Planta-Fase 2Document34 pagesEstudio de Distribución de Planta-Fase 2Anibal Taco GonzalesNo ratings yet
- Distribucion Por ProductoDocument4 pagesDistribucion Por ProductoAndrea GonzálezNo ratings yet
- Tipos de Distribucion de Planta SLPDocument25 pagesTipos de Distribucion de Planta SLPLuis AlejandroNo ratings yet
- Trabajo Distribución de PlantasDocument10 pagesTrabajo Distribución de PlantasJuan Carlos GonzalezNo ratings yet
- Sistemas de Producción CaracteristicasDocument7 pagesSistemas de Producción CaracteristicasFERNANDO SALAZAR LOPEZNo ratings yet
- 4 Distribucion de PlantasDocument7 pages4 Distribucion de PlantasAzura MarNo ratings yet
- Tipos de ProcesosDocument14 pagesTipos de ProcesosSpic Zayas70No ratings yet
- Tipos de Procesos ProductivosDocument7 pagesTipos de Procesos ProductivosMartha Sanchez75% (4)
- Tipos de DistribuciónDocument6 pagesTipos de DistribuciónProcesos Industriales ManufacturaNo ratings yet
- Distribucion de PlantaDocument5 pagesDistribucion de PlantaJoaquin Zamora VazquezNo ratings yet
- Procesos de Flujo ContinuoDocument8 pagesProcesos de Flujo ContinuoEdwin Apodaca0% (1)
- Sistema Integrado de ManufacturaDocument8 pagesSistema Integrado de ManufacturaMiluska PumalequeNo ratings yet
- Distribución Por ProcesoDocument16 pagesDistribución Por ProcesoJonathan RoblesNo ratings yet
- Distribucion de Planta Concepto, Objetivos, PrincipiosDocument9 pagesDistribucion de Planta Concepto, Objetivos, PrincipiosCesar UrgilesNo ratings yet
- A2 EagsDocument9 pagesA2 EagsAlexis Yahir Reyes J.No ratings yet
- Tema 3 Planeación y Diseño de InstalacionesDocument47 pagesTema 3 Planeación y Diseño de InstalacionesKatiz Vasquez100% (2)
- Sistemas Integrados de ManufacturaDocument5 pagesSistemas Integrados de ManufacturaW Daniel Leal RNo ratings yet
- Distribucion de PlantaDocument19 pagesDistribucion de PlantaJosafatJvlVelasteguiNo ratings yet
- Sistemas de ProducciónDocument7 pagesSistemas de ProducciónMaria Del Carmen PHNo ratings yet
- Leyes de Coulombus y GaussDocument13 pagesLeyes de Coulombus y GaussBenjamin Santos SalinasNo ratings yet
- Qué Es Un CapacitorDocument10 pagesQué Es Un CapacitorBenjamin Santos SalinasNo ratings yet
- Cuadro ComparativoDocument3 pagesCuadro ComparativoBenjamin Santos Salinas40% (5)
- Cuadro Comparativo Desarrollo y CrecimientoDocument2 pagesCuadro Comparativo Desarrollo y CrecimientoBenjamin Santos Salinas0% (1)
- One DriveDocument25 pagesOne DriveBenjamin Santos SalinasNo ratings yet
- Analisis de RegresionDocument11 pagesAnalisis de RegresionBenjamin Santos SalinasNo ratings yet
- Pilas PrimariasDocument13 pagesPilas PrimariasBenjamin Santos SalinasNo ratings yet
- Cultura y PersonalidadDocument6 pagesCultura y PersonalidadBenjamin Santos SalinasNo ratings yet
- PLAGAS Del MelónDocument7 pagesPLAGAS Del MelónBenjamin Santos SalinasNo ratings yet
- Calendario Desparasitación CaninaDocument9 pagesCalendario Desparasitación CaninaBenjamin Santos Salinas100% (1)
- Que Es MRPDocument19 pagesQue Es MRPBenjamin Santos SalinasNo ratings yet
- 3 FacultamientoDocument5 pages3 FacultamientoBenjamin Santos Salinas100% (1)
- Naturaleza de Las Empresas Rurales EstablecidasDocument4 pagesNaturaleza de Las Empresas Rurales EstablecidasBenjamin Santos SalinasNo ratings yet
- 10 Razas Ovinas Importantes en MéxicoDocument3 pages10 Razas Ovinas Importantes en MéxicoBenjamin Santos Salinas100% (2)
- Mapa MentalDocument1 pageMapa MentalBenjamin Santos Salinas67% (3)
- Aspiradora RobotizadasDocument5 pagesAspiradora RobotizadasBenjamin Santos SalinasNo ratings yet
- Acta Constitutiva BalbinaDocument9 pagesActa Constitutiva BalbinaBenjamin Santos SalinasNo ratings yet
- EnsayoDocument8 pagesEnsayoBenjamin Santos SalinasNo ratings yet
- Ejercicios de Repaso para OlimpiadasDocument6 pagesEjercicios de Repaso para OlimpiadasBenjamin Santos SalinasNo ratings yet
- EnsayoDocument29 pagesEnsayoBenjamin Santos SalinasNo ratings yet
- Finalizador de AlimentosDocument9 pagesFinalizador de AlimentosBenjamin Santos SalinasNo ratings yet
- Masculinidad y FeminidadDocument1 pageMasculinidad y FeminidadBenjamin Santos Salinas50% (6)
- Delitos Fiscales y Su TipificaciónDocument15 pagesDelitos Fiscales y Su TipificaciónBenjamin Santos Salinas100% (1)
- Oportunidades de Negocios en EuropaDocument23 pagesOportunidades de Negocios en EuropaBenjamin Santos Salinas100% (1)
- Infracciones y Delitos FiscalesDocument12 pagesInfracciones y Delitos FiscalesBenjamin Santos SalinasNo ratings yet
- Oportunidades de Negocios en El Continente AsiáticoDocument16 pagesOportunidades de Negocios en El Continente AsiáticoBenjamin Santos SalinasNo ratings yet
- Unidad 1. Codigo Fiscal de La FederacionDocument20 pagesUnidad 1. Codigo Fiscal de La FederacionBenjamin Santos SalinasNo ratings yet
- Acta ConstitutivaDocument10 pagesActa ConstitutivaBenjamin Santos SalinasNo ratings yet
- Plan de Negocio El Cevichon (1) 1Document10 pagesPlan de Negocio El Cevichon (1) 1Jorge GuevaraNo ratings yet
- Lineas Estrategicas Matriz EstrategicaDocument30 pagesLineas Estrategicas Matriz EstrategicaLópez SkarNo ratings yet
- San FernandoDocument15 pagesSan FernandodiegoleonironsNo ratings yet
- Caso 11Document2 pagesCaso 11David Andres100% (2)
- Plan de Marketing-l'Oreal - Caso 2Document31 pagesPlan de Marketing-l'Oreal - Caso 2Gisela López40% (5)
- El Emprendimiento en La AgroindustriaDocument12 pagesEl Emprendimiento en La AgroindustriaDiaz JorgeNo ratings yet
- Comercialización de Fruta DeshidratadaDocument69 pagesComercialización de Fruta DeshidratadaJosé LópezNo ratings yet
- HOTR0209Document78 pagesHOTR0209vinoyciaNo ratings yet
- Lado U2 Ea FRRPDocument6 pagesLado U2 Ea FRRPFrorlanNo ratings yet
- 264 Danos en Las Relaciones de Consumo 2010Document95 pages264 Danos en Las Relaciones de Consumo 2010Barbara FriasNo ratings yet
- AlpinaDocument24 pagesAlpinaAnonymous QmMrcdF50% (2)
- Estrategia de Negocios Watt'sDocument40 pagesEstrategia de Negocios Watt'sBenjamín Frías Alcaíno100% (1)
- Almacen de Productos TerminadosDocument13 pagesAlmacen de Productos TerminadosJulian ParionaNo ratings yet
- Montreal Guia Basica para Exportar A Quebec AlimentosDocument27 pagesMontreal Guia Basica para Exportar A Quebec AlimentosMosa801012No ratings yet
- HeladeriaDocument46 pagesHeladeriaRoberto PuNo ratings yet
- Catalogo ECOE EDICIONES 2012Document77 pagesCatalogo ECOE EDICIONES 2012comunicaciones4124No ratings yet
- Documento Final Coca ColaDocument26 pagesDocumento Final Coca ColaDaniela Ramirez50% (2)
- Aguaymanto Canvas1Document13 pagesAguaymanto Canvas1Sandro Acrota RiveraNo ratings yet
- Sistema LogisticoDocument13 pagesSistema LogisticoCecilia Acuña ToctoNo ratings yet
- Informe Final 1.1Document121 pagesInforme Final 1.1Kenneth100% (1)
- Posibilidades de La Narrativa Transmedia Aplicada Al PeriodismoDocument14 pagesPosibilidades de La Narrativa Transmedia Aplicada Al PeriodismoSantiago RodriguezNo ratings yet
- Perú La Oligarquia en El PerúDocument228 pagesPerú La Oligarquia en El PerúparlatutoNo ratings yet
- Trabajo Final de Comercialización Del Gas Natural - GRUPO 4Document20 pagesTrabajo Final de Comercialización Del Gas Natural - GRUPO 4Abelardo ContrerasNo ratings yet
- Walmart FinalDocument40 pagesWalmart FinalCristian EstradaNo ratings yet
- Manjar BlancoDocument56 pagesManjar BlancoAnonymous s6zhjEOTNo ratings yet
- Estudio de Factibilidad JugosDocument6 pagesEstudio de Factibilidad JugosJunior NavarroNo ratings yet
- Centro Agroindustrial Mejorado 12345Document83 pagesCentro Agroindustrial Mejorado 12345Jenny Bocanegra LeivaNo ratings yet
- Tecnicas de Negociacion - Tarea Grupal 0002Document13 pagesTecnicas de Negociacion - Tarea Grupal 0002Joseph RodriguezNo ratings yet
- Canal de Distribución Informal - Polvos AzulesDocument6 pagesCanal de Distribución Informal - Polvos AzulesCesar E. Honorio CastañedaNo ratings yet
- Bimbo TerminadoDocument12 pagesBimbo TerminadoGaby EspinozaNo ratings yet