You might also like
- Maintaining Repairing and Cleaning Stainless SteelDocument2 pagesMaintaining Repairing and Cleaning Stainless SteelsaudimanNo ratings yet
- Cleaning Maintenance enDocument10 pagesCleaning Maintenance enpavi32No ratings yet
- The Importance of Chemical Treatment for Welding Stainless Steel and AluminiumDocument6 pagesThe Importance of Chemical Treatment for Welding Stainless Steel and AluminiumRahul MoottolikandyNo ratings yet
- Cleaning & Maintenance Guide To Stainless Steel AUDocument5 pagesCleaning & Maintenance Guide To Stainless Steel AUNarasimha DvlNo ratings yet
- Stainless Steel MaintenanceDocument3 pagesStainless Steel MaintenanceSadanand RaoNo ratings yet
- Diversey PassivationofStainlessSteelDocument4 pagesDiversey PassivationofStainlessSteelSo MayeNo ratings yet
- Recommendations For The Cleaning and Maintenance of Stainless Steel SurfacesDocument2 pagesRecommendations For The Cleaning and Maintenance of Stainless Steel Surfacesshanmukha MechanicalNo ratings yet
- Sea Transport of Liquid Chemicals in Bulk PDFDocument131 pagesSea Transport of Liquid Chemicals in Bulk PDFDiana MoralesNo ratings yet
- Paint Guide For GI SteelDocument12 pagesPaint Guide For GI SteelDiLungBanNo ratings yet
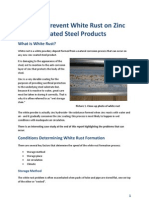
- White Rust White Paper 200531Document6 pagesWhite Rust White Paper 200531mario fisgaNo ratings yet
- Stainless Steel Technical PresentationDocument23 pagesStainless Steel Technical PresentationRavi Teja100% (1)
- Pickling HandbookDocument20 pagesPickling HandbookRhona100% (1)
- Passivating & Pickling Stainless SteelDocument16 pagesPassivating & Pickling Stainless Steelfeki2607No ratings yet
- Preparation of Galvanized Steel Before PaintingDocument6 pagesPreparation of Galvanized Steel Before PaintingjosephNo ratings yet
- Presentation - FINISHES TO METAL AND PLASTICSDocument13 pagesPresentation - FINISHES TO METAL AND PLASTICSJohn ProtoctisNo ratings yet
- Information On GI PaintingDocument5 pagesInformation On GI PaintingPavan SharmaNo ratings yet
- Q A BgasDocument33 pagesQ A BgasAnonymous rpcAOp100% (2)
- Care & Cleaning - Stainless Steel PDFDocument7 pagesCare & Cleaning - Stainless Steel PDFpsp710No ratings yet
- Pickling and PassivationDocument2 pagesPickling and PassivationVivi OktaviantiNo ratings yet
- Painting & Coating-1Document17 pagesPainting & Coating-1sattanathan07100% (10)
- Report Stainless SteelDocument6 pagesReport Stainless SteelAhmed ShokryNo ratings yet
- How To Passivate Stainless Steel PartsDocument11 pagesHow To Passivate Stainless Steel Partsnqh2009No ratings yet
- Q & A BgasDocument33 pagesQ & A BgasAbdulRahman Mohamed Hanifa86% (7)
- Pickling HandbookDocument20 pagesPickling HandbookCuteAssadNo ratings yet
- SS PassivationDocument47 pagesSS PassivationSaid Alauddeen FaiszNo ratings yet
- Equinox International LTD - Stainless Steel - Surface Finishes - 135 PDFDocument5 pagesEquinox International LTD - Stainless Steel - Surface Finishes - 135 PDFeugenio.gutenbertNo ratings yet
- Coating QaDocument17 pagesCoating Qasbmmla100% (9)
- PassivationDocument8 pagesPassivationhrsreenath100% (1)
- SWIMMING POOL SS CLEANING RECOMMENDATIONSDocument2 pagesSWIMMING POOL SS CLEANING RECOMMENDATIONSEvi KusumaningrumNo ratings yet
- Production Flow - Expo-MedDocument11 pagesProduction Flow - Expo-Medapi-263119852No ratings yet
- Stainless Steel Corrosion by Chloride IonsDocument32 pagesStainless Steel Corrosion by Chloride Ionssureshjeeva0% (1)
- CleaningDocument38 pagesCleaningshanmukha MechanicalNo ratings yet
- AAA Passivation MethodsDocument7 pagesAAA Passivation Methodsdianita nurnandaNo ratings yet
- Surface Preparation: The Essential First Stage Treatment for SteelDocument11 pagesSurface Preparation: The Essential First Stage Treatment for SteelPrabath MadusankaNo ratings yet
- General Cleaning of Aluminum: 220 Robert Curry Drive Martinsville, IN 46151Document4 pagesGeneral Cleaning of Aluminum: 220 Robert Curry Drive Martinsville, IN 46151Indriati Nurrohmah GhozaliNo ratings yet
- Chrome Plating and Anodizing Operations GuideDocument6 pagesChrome Plating and Anodizing Operations GuidePuguh Cahpordjo BaeNo ratings yet
- Stainless Steel NotesDocument9 pagesStainless Steel Notesthouche007No ratings yet
- Street Furniture OandM Manual 11657Document11 pagesStreet Furniture OandM Manual 11657muhammad rehanNo ratings yet
- Protecting Your Stainless Steel:: Passivation For Brewery EquipmentDocument5 pagesProtecting Your Stainless Steel:: Passivation For Brewery EquipmentDhileepNo ratings yet
- SHELLSDocument6 pagesSHELLStouseef125mNo ratings yet
- Rittal White Paper 104: Stainless Steel Enclosures in Industrial ApplicationsDocument7 pagesRittal White Paper 104: Stainless Steel Enclosures in Industrial Applicationsphoneme79No ratings yet
- File 574354919Document3 pagesFile 574354919lonaab33No ratings yet
- Corrosione - Abstract From SchneiderDocument5 pagesCorrosione - Abstract From SchneiderMaxNo ratings yet
- Technical Bulletin - Acid EtchDocument4 pagesTechnical Bulletin - Acid EtchOla OlatunjiNo ratings yet
- B-GAS-GRADE - 2-Theory GoodDocument34 pagesB-GAS-GRADE - 2-Theory GoodCERTS100% (1)
- ASSDA - Pickling and PassivationDocument2 pagesASSDA - Pickling and Passivationippon_osotoNo ratings yet
- How To Passivate Stainless Steel PartsDocument8 pagesHow To Passivate Stainless Steel PartsAFLAC ............No ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Handbook for Cleaning for Semiconductor Manufacturing: Fundamentals and ApplicationsFrom EverandHandbook for Cleaning for Semiconductor Manufacturing: Fundamentals and ApplicationsKaren A. ReinhardtNo ratings yet
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Anodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesFrom EverandAnodic Oxidation of Aluminium and Its Alloys: The Pergamon Materials Engineering Practice SeriesRating: 5 out of 5 stars5/5 (1)
- Recover Gold from Gold Plated Items, And Turn It Into 99.995% Pure GoldFrom EverandRecover Gold from Gold Plated Items, And Turn It Into 99.995% Pure GoldNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- OrificeDocument3 pagesOrificesiva_nagesh_2No ratings yet
- 39 Variable Frequency DrivesDocument7 pages39 Variable Frequency DrivesidigitiNo ratings yet
- National Pipie Hanger Co - NphcatalogDocument70 pagesNational Pipie Hanger Co - Nphcataloggary_robinsonNo ratings yet
- ArmaflexApplicationManual EU 2015 10Document88 pagesArmaflexApplicationManual EU 2015 10siva_nagesh_2No ratings yet
- DEWA Electrical Installation Regulations Section 1 OverviewDocument123 pagesDEWA Electrical Installation Regulations Section 1 Overviewsiva_nagesh_280% (5)
- Smoke Control System CalcDocument14 pagesSmoke Control System Calckumar123rajuNo ratings yet
- Full TextDocument120 pagesFull Textsiva_nagesh_2No ratings yet
- 128 CTI Test Code For Sound MeasurementDocument24 pages128 CTI Test Code For Sound MeasurementyohayjoNo ratings yet
- BAC-Cooling Tower Pumping & PipingDocument46 pagesBAC-Cooling Tower Pumping & PipingRCYABO100% (1)
- Air Change RatesDocument3 pagesAir Change RatesErick QuintoNo ratings yet
- 2015 Foster HVAC Selection GuideDocument2 pages2015 Foster HVAC Selection Guidesiva_nagesh_2No ratings yet
- Pipe HangersDocument268 pagesPipe HangersAris OndelNo ratings yet
- Galvanizing Note1Document7 pagesGalvanizing Note1pandey008No ratings yet
- 2016 Elevator Pressurization in Tall Buildings PDFDocument5 pages2016 Elevator Pressurization in Tall Buildings PDFsiva_nagesh_2No ratings yet
- LPS/2016-17/Worksheet - Possessive AdjectivesDocument4 pagesLPS/2016-17/Worksheet - Possessive Adjectivessiva_nagesh_2No ratings yet
- Our Dream HouseDocument4 pagesOur Dream Housesiva_nagesh_2No ratings yet
- Metalshield Info BrochureDocument12 pagesMetalshield Info Brochuresiva_nagesh_2No ratings yet
- Ductwork Design Program - Energy-ModelsDocument92 pagesDuctwork Design Program - Energy-Modelssiva_nagesh_2No ratings yet
- FcuDocument26 pagesFcusiva_nagesh_2No ratings yet
- DX SplitDocument29 pagesDX Splitsiva_nagesh_2No ratings yet
- 1 12 1Document7 pages1 12 1Chandrasekhar SonarNo ratings yet
- Aditya Hrudayam in Telugu PDF2Document3 pagesAditya Hrudayam in Telugu PDF2siva_nagesh_2No ratings yet
- 8 254624 400 SP PIP 003 Painting SpecificationsDocument23 pages8 254624 400 SP PIP 003 Painting Specificationssiva_nagesh_2No ratings yet
- Section 17 - Fresh Air CalculationDocument1 pageSection 17 - Fresh Air Calculationsiva_nagesh_2No ratings yet
- 23 21 13Document19 pages23 21 13siva_nagesh_2No ratings yet
- OPTIM R Brochure 1st Issue Nov 14Document8 pagesOPTIM R Brochure 1st Issue Nov 14siva_nagesh_2No ratings yet
- Section 17 - Fresh Air CalculationDocument1 pageSection 17 - Fresh Air Calculationsiva_nagesh_2No ratings yet
- Designing Smoke Control Systems in Car Parks According to QCDD 7.2Document87 pagesDesigning Smoke Control Systems in Car Parks According to QCDD 7.2Chidi Henry100% (1)
- Insulation GuidanceDocument55 pagesInsulation Guidancesiva_nagesh_2No ratings yet
- Raw MaterialsDocument3 pagesRaw MaterialsSahil GandhiNo ratings yet
- ASTM A576-90b (R2006)Document6 pagesASTM A576-90b (R2006)psewagNo ratings yet
- Exhibitor List 2015Document5 pagesExhibitor List 2015Ravishankar BKNo ratings yet
- Properties of MineralsDocument18 pagesProperties of Mineralsgowthami sirana baluNo ratings yet
- Peruvian & Brazilian Tin JLK Abril 2016Document23 pagesPeruvian & Brazilian Tin JLK Abril 2016pepaNo ratings yet
- Glaze Chemistry Primer: Hamilton Williams, JRDocument22 pagesGlaze Chemistry Primer: Hamilton Williams, JRThongMaVan100% (1)
- Cupola Furnace eDocument5 pagesCupola Furnace eAshok PradhanNo ratings yet
- ASME-Notch-Toughness & Supplementary Essential VariablesDocument16 pagesASME-Notch-Toughness & Supplementary Essential VariablesSuleyman Halicioglu100% (2)
- Environmentally Assisted Cracking - Corrsion CourseDocument39 pagesEnvironmentally Assisted Cracking - Corrsion CourseMd. Saimon IslamNo ratings yet
- Carbon Steel Metallurgy DiagramDocument17 pagesCarbon Steel Metallurgy Diagramwessamalex100% (1)
- Al Alloys Chemicals MechanicalsDocument1 pageAl Alloys Chemicals MechanicalsFactory FactoryNo ratings yet
- Duplex 2101Document6 pagesDuplex 2101Anonymous AlhzFE9EVNNo ratings yet
- AMS Specifications in Aluminium PDFDocument2 pagesAMS Specifications in Aluminium PDFSuresh Kumar50% (2)
- Improvement in Casting Defect of LM6 MaterialDocument31 pagesImprovement in Casting Defect of LM6 MaterialSudhir Kumar100% (1)
- Understanding Ferronickel Smelting From Laterites Through Computational Thermodynamics ModellingDocument15 pagesUnderstanding Ferronickel Smelting From Laterites Through Computational Thermodynamics Modellingفردوس سليمانNo ratings yet
- Precipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticDocument3 pagesPrecipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticClaudia MmsNo ratings yet
- 87 Technical Sheet - Tig WeldingDocument1 page87 Technical Sheet - Tig WeldingZeu AressNo ratings yet
- HardnessDocument2 pagesHardnessv_s_sethilkumarNo ratings yet
- Ss LectureDocument18 pagesSs LectureFasil ParuvanathNo ratings yet
- Mining in India - The History and The Present ScenarioDocument16 pagesMining in India - The History and The Present ScenarioBharAth ReDdy100% (1)
- Welding QuizDocument18 pagesWelding QuizPankaj ShrivastvaNo ratings yet
- Advanced High Temperature AlloysDocument123 pagesAdvanced High Temperature Alloysalvaedison00100% (1)
- AVESTA How To Weld Duplex SteelDocument20 pagesAVESTA How To Weld Duplex SteelGMacella100% (1)
- Characteristics of Fast Fracture in MetalsDocument2 pagesCharacteristics of Fast Fracture in MetalsAnonymous JOOQkGbwoRNo ratings yet
- Mineral ProcessingDocument25 pagesMineral ProcessingAzellia El HafizaNo ratings yet
- Fused Silica DatasheetDocument2 pagesFused Silica Datasheetkats2404No ratings yet
- Company Profile: Bramco (Oman) LLCDocument4 pagesCompany Profile: Bramco (Oman) LLCSwarna RkNo ratings yet
- Research Focus Areas Metallurgical Eng 07Document13 pagesResearch Focus Areas Metallurgical Eng 07azher03No ratings yet
- Development of A Ceramic Foam Filter For Filtering Molten Aluminum Alloy in Casting Processes PDFDocument17 pagesDevelopment of A Ceramic Foam Filter For Filtering Molten Aluminum Alloy in Casting Processes PDFesatjournalsNo ratings yet