You might also like
- The Effect of Center Distance Change On Gear Teeth EngagementDocument21 pagesThe Effect of Center Distance Change On Gear Teeth EngagementDavide MaranoNo ratings yet
- 2 Gear BasicsDocument6 pages2 Gear BasicsMohamed Adel RizkNo ratings yet
- KissSoft Article GearAnalysisAndOptimization PDFDocument12 pagesKissSoft Article GearAnalysisAndOptimization PDFeng13No ratings yet
- Addendum Modified Gear For An All-Terrain Vehicle GearboxDocument6 pagesAddendum Modified Gear For An All-Terrain Vehicle GearboxIJRASETPublicationsNo ratings yet
- Gear ShavingDocument6 pagesGear ShavingRuchira Chanda InduNo ratings yet
- A Kinematic Analysis of Meshing Polymer Gear TeethDocument16 pagesA Kinematic Analysis of Meshing Polymer Gear TeethsandeepNo ratings yet
- Gears - Engineering InformationDocument138 pagesGears - Engineering InformationGiang T LeNo ratings yet
- Kisssoft Tut 015 E BevelgearDocument22 pagesKisssoft Tut 015 E BevelgearJorge Ronald Cabrera ÑaupaNo ratings yet
- Module IV: Gears and Gear TrainsDocument38 pagesModule IV: Gears and Gear TrainsSuraj VinayNo ratings yet
- R.drago Publications ListDocument14 pagesR.drago Publications Listidontlikeebooks100% (1)
- Kisssoft Tut 002 E InterferencefitDocument12 pagesKisssoft Tut 002 E InterferencefitLuis TestaNo ratings yet
- GearSolutions 12/11Document72 pagesGearSolutions 12/11Adibas GabbanaNo ratings yet
- Involute Splines, BasicsDocument12 pagesInvolute Splines, Basicsewillia13No ratings yet
- Influence of Gear Loads On Spline Couplings: C.H. Wink and M. NakandakarDocument8 pagesInfluence of Gear Loads On Spline Couplings: C.H. Wink and M. NakandakarJames TsaiNo ratings yet
- Module ListDocument21 pagesModule ListLuis TestaNo ratings yet
- GB - T 10095.2-2008Document5 pagesGB - T 10095.2-2008taghdirimNo ratings yet
- APR11 Bearing Software BrochureDocument8 pagesAPR11 Bearing Software BrochureDagim GirmaNo ratings yet
- Gear Nomenclature As Per ACMEDocument10 pagesGear Nomenclature As Per ACMEponnivalavans_994423No ratings yet
- Gear Trains: Qassim University Unayzah College of Engineering Mechanical Engineering DeptDocument42 pagesGear Trains: Qassim University Unayzah College of Engineering Mechanical Engineering DeptDanialNo ratings yet
- Kisssoft Tut 016 E WormgearDocument16 pagesKisssoft Tut 016 E WormgearIbraheem KhressNo ratings yet
- Gear Drawing PDFDocument12 pagesGear Drawing PDFpradeep315No ratings yet
- Gearbox Design and Analysis - ProgramDocument4 pagesGearbox Design and Analysis - Programمحمد نتعيNo ratings yet
- Bevel Gear Load CapacityDocument11 pagesBevel Gear Load CapacityAriel Rasjido50% (2)
- Gears, Splines, and Serrations: Unit 24Document8 pagesGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- Design and Analysis Procedures For Shafts and Splines: Paul E. BurkeDocument21 pagesDesign and Analysis Procedures For Shafts and Splines: Paul E. BurkeBalasrinivasan Murugan100% (3)
- GearsDocument14 pagesGearsZulhilmi Chik TakNo ratings yet
- AlliedSignal Plastics Modulus Design Solutions GuideDocument86 pagesAlliedSignal Plastics Modulus Design Solutions GuideGururaj GovindasamyNo ratings yet
- Worm DriveDocument6 pagesWorm DriveRavi Kiran MeesalaNo ratings yet
- Kisssoft Tut 009 E GearsizingDocument20 pagesKisssoft Tut 009 E GearsizingDejan DrumacNo ratings yet
- Kisssoft-Anl-072-E-Contact Analysis in The Cylindrical Gear CalculationDocument40 pagesKisssoft-Anl-072-E-Contact Analysis in The Cylindrical Gear Calculationanush_swaminathanNo ratings yet
- Kisssoft Changelog Version 2020 - Service Pack 4: WrongDocument14 pagesKisssoft Changelog Version 2020 - Service Pack 4: WrongpasswordNo ratings yet
- THESIS - PHD - TE IN SPUR GEARS - STATIC AND DYNAMIC FINITE ELEMENT MODELLING AND DESIGN OPTIMISATION PDFDocument267 pagesTHESIS - PHD - TE IN SPUR GEARS - STATIC AND DYNAMIC FINITE ELEMENT MODELLING AND DESIGN OPTIMISATION PDFAsha Venkataram100% (1)
- Kisssoft Tut 015 E BevelgearDocument24 pagesKisssoft Tut 015 E BevelgearDejan DrumacNo ratings yet
- Your Source For GD&T Training and MaterialsDocument6 pagesYour Source For GD&T Training and Materialskharsh23No ratings yet
- A Comparison of Current AGMA ISO API Gear Rating Methods PDFDocument84 pagesA Comparison of Current AGMA ISO API Gear Rating Methods PDFNARENDRASINH PARMARNo ratings yet
- AGMA - Gear Tooth Surface Texture With Fuctnional ConsiderationsDocument22 pagesAGMA - Gear Tooth Surface Texture With Fuctnional ConsiderationsnrogernNo ratings yet
- Cycloid Drive - Replaced by Planocentric Involute Gearing PDFDocument6 pagesCycloid Drive - Replaced by Planocentric Involute Gearing PDFMax GrandeNo ratings yet
- Comparison Between Different Commercial Gear Tooth Contact Analysis Software PackagesDocument16 pagesComparison Between Different Commercial Gear Tooth Contact Analysis Software PackagesAbhijeet DeshmukhNo ratings yet
- Accuracy Standards: and ISOIDocument4 pagesAccuracy Standards: and ISOIali_yy2003100% (1)
- Kisssoft Tut 006 E Shaft EditorDocument11 pagesKisssoft Tut 006 E Shaft EditorBeytullah AcarNo ratings yet
- Ansi Agma 2000 A88Document4 pagesAnsi Agma 2000 A88MickloSoberanNo ratings yet
- Approximate Equation For The Addendum Modification Factors For Tooth Gears With Balanced Specific SlidingDocument11 pagesApproximate Equation For The Addendum Modification Factors For Tooth Gears With Balanced Specific SlidingCan CemreNo ratings yet
- How To Model Helical Gears in ProE - Creo (Module)Document6 pagesHow To Model Helical Gears in ProE - Creo (Module)Rupesh ChitariNo ratings yet
- An Investigation of The Fatigue and Fretting PerformanceDocument19 pagesAn Investigation of The Fatigue and Fretting PerformanceKrishna PrasadNo ratings yet
- Screw Threads & Gear MeasurementsDocument49 pagesScrew Threads & Gear MeasurementsManvendra Pratap Singh BishtNo ratings yet
- 4319B - Flank Modifications in Bevel Gears Using A UMCDocument22 pages4319B - Flank Modifications in Bevel Gears Using A UMCRaul PerezNo ratings yet
- A880gm-Ad3 V10Document78 pagesA880gm-Ad3 V10Pramu Jaya FirstwobandNo ratings yet
- Spline Stress CalculationDocument8 pagesSpline Stress CalculationSantiago MolinaNo ratings yet
- Kisssoft Tut 011 E ToothformDocument30 pagesKisssoft Tut 011 E ToothformvijaykumarnNo ratings yet
- Dynamic Factor FormulaeDocument15 pagesDynamic Factor FormulaeShubham More0% (1)
- Kisssoft Tut 007 E BearingsDocument12 pagesKisssoft Tut 007 E BearingsIkshit JainNo ratings yet
- Gear Tooth ProfileDocument5 pagesGear Tooth ProfilepremnathgopinathanNo ratings yet
- Rollvis Roller Screws EnglishDocument36 pagesRollvis Roller Screws EnglishrayamsNo ratings yet
- Kisssoft Tut 010 E GearlifetimeDocument16 pagesKisssoft Tut 010 E GearlifetimeBùi Văn HợpNo ratings yet
- Σχεδιασμός Σε Κάμψη Μετωπικών Οδοντωτών Τροχών Κατά Agma: F Sk Kkkkk S Mbj SkkDocument1 pageΣχεδιασμός Σε Κάμψη Μετωπικών Οδοντωτών Τροχών Κατά Agma: F Sk Kkkkk S Mbj SkkkstayroskNo ratings yet
- Design and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainFrom EverandDesign and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainNo ratings yet
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsFrom EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsNo ratings yet
- Centaflex CouplingDocument34 pagesCentaflex CouplingosaniamecNo ratings yet
- GPO3Document2 pagesGPO3osaniamecNo ratings yet
- Guia Tecnica NylamidDocument16 pagesGuia Tecnica NylamidMarcos FidelNo ratings yet
- Flange Ansi - B16.5 CL.-150Document1 pageFlange Ansi - B16.5 CL.-150laxitpatelNo ratings yet
- IQ RF MappingDocument14 pagesIQ RF Mappingsatcom_77No ratings yet
- CS-ME-13 R0 SFFECO - Fire Extinguisher Dry Chemical Powder & Co2 - TSDDocument1 pageCS-ME-13 R0 SFFECO - Fire Extinguisher Dry Chemical Powder & Co2 - TSDAamer Abdul MajeedNo ratings yet
- SuperOrca ManualDocument22 pagesSuperOrca Manualarm usaNo ratings yet
- Biogas Technology: Construction, Utilization and Operation ManualDocument52 pagesBiogas Technology: Construction, Utilization and Operation ManualDwi Cahyo NugrohoNo ratings yet
- Zaštita Transformatora Osiguračima - Nadstrujna - Zaštita PDFDocument4 pagesZaštita Transformatora Osiguračima - Nadstrujna - Zaštita PDFKristian MevželjNo ratings yet
- How To Use Volatility - v2Document65 pagesHow To Use Volatility - v2John SedoskiNo ratings yet
- Planning For Procurement of Construction ContractsDocument41 pagesPlanning For Procurement of Construction ContractsJoel AlcantaraNo ratings yet
- Report Specification ExampleDocument19 pagesReport Specification ExampleGarry RamirezNo ratings yet
- I - Introduction To ErgoDocument39 pagesI - Introduction To ErgoNeknek Diwa De GuzmanNo ratings yet
- Features General Description: 1.5A Low Dropout Linear Regulator With Programmable Soft-StartDocument15 pagesFeatures General Description: 1.5A Low Dropout Linear Regulator With Programmable Soft-StartSivaNo ratings yet
- Iso 6395 2008 en PDFDocument11 pagesIso 6395 2008 en PDFjamesNo ratings yet
- CDMA APPLICATION FOR Child Name Inclusion-Before 1 Year PDFDocument2 pagesCDMA APPLICATION FOR Child Name Inclusion-Before 1 Year PDFAnonymous C0pl6hNo ratings yet
- 8×8 LED Matrix MAX7219 With Scrolling Text & Android Control Via BluetoothDocument15 pages8×8 LED Matrix MAX7219 With Scrolling Text & Android Control Via BluetoothakashlogicNo ratings yet
- Thesis Chapter 1Document27 pagesThesis Chapter 1Jefferson Ayubo BroncanoNo ratings yet
- Delphi Client ServerDocument9 pagesDelphi Client Serverlukgv,hNo ratings yet
- Cat Reforming Part 2 3 PDF FreeDocument68 pagesCat Reforming Part 2 3 PDF FreeLê Trường AnNo ratings yet
- February 2016Document104 pagesFebruary 2016Cleaner MagazineNo ratings yet
- 350W AmplifierDocument5 pages350W AmplifiermoisesNo ratings yet
- Aqueous EquilibriumDocument7 pagesAqueous EquilibriumWONG TSNo ratings yet
- New Premium ListDocument10 pagesNew Premium ListAshwani SainiNo ratings yet
- 1.ar-315 BC&BL Lighting & IlluminationDocument28 pages1.ar-315 BC&BL Lighting & IlluminationUsha Sri GNo ratings yet
- ASSAM - Uniform Zoning Regulation 2000Document35 pagesASSAM - Uniform Zoning Regulation 2000rajatesh1No ratings yet
- 2 TensionDocument28 pages2 TensionRICKY IVANNo ratings yet
- Gen00036-04 Wa600-6 Wheel LoaderDocument98 pagesGen00036-04 Wa600-6 Wheel LoaderJuan Araya BarrazaNo ratings yet
- B Indice F400 EDocument8 pagesB Indice F400 EIslam ShoukryNo ratings yet
- Exercise 4.7: CH 4 SupplementalDocument12 pagesExercise 4.7: CH 4 SupplementalAngelica Diolata100% (1)
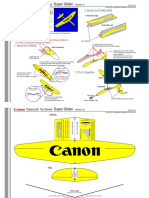
- Planeur Tres Simple PDFDocument3 pagesPlaneur Tres Simple PDFAhmedNo ratings yet
- One JanDocument69 pagesOne JanDeep PatelNo ratings yet
- Minimum Load For Empty Minimum Load For OperatingDocument6 pagesMinimum Load For Empty Minimum Load For OperatingjitendraNo ratings yet
- Autovue IntegrationDocument4 pagesAutovue IntegrationmansrallyNo ratings yet