You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PPT On Piezo ElectricDocument24 pagesPPT On Piezo Electricramu100% (1)
- Wooden Formwork Design Criteria With Calculation Formulas For ConcreteDocument10 pagesWooden Formwork Design Criteria With Calculation Formulas For Concretevenkateswara rao PothinaNo ratings yet
- Preview Only - Not For DistributionDocument2 pagesPreview Only - Not For DistributionKuldeep SinghNo ratings yet
- 356 Aluminum Sand Casting - A356 Aluminum Castings - Leitelt Brothers, IncDocument2 pages356 Aluminum Sand Casting - A356 Aluminum Castings - Leitelt Brothers, IncKuldeep SinghNo ratings yet
- Rebar Testing and Design VTT ReportDocument8 pagesRebar Testing and Design VTT ReportKuldeep SinghNo ratings yet
- Chemical Composition, Mechanical, Physical and Environmental Properties of SAE 1536, Steel Grades, Carbon SteelDocument1 pageChemical Composition, Mechanical, Physical and Environmental Properties of SAE 1536, Steel Grades, Carbon SteelKuldeep SinghNo ratings yet
- Implast 2016 BrochureDocument1 pageImplast 2016 BrochureKuldeep SinghNo ratings yet
- Speed enDocument2 pagesSpeed enKuldeep SinghNo ratings yet
- Rebar Testing and Design VTT ReportDocument8 pagesRebar Testing and Design VTT ReportKuldeep SinghNo ratings yet
- Full Range Stress Strain CurvesDocument45 pagesFull Range Stress Strain CurvesLoffegutt100% (1)
- Mmsm1 Handout PlasticityDocument3 pagesMmsm1 Handout PlasticityKuldeep SinghNo ratings yet
- 23esv 000489Document9 pages23esv 000489Kuldeep SinghNo ratings yet
- Harmati Varlaki 10Document10 pagesHarmati Varlaki 10Kuldeep SinghNo ratings yet
- Graphing With Excel - Superimposing GraphsDocument5 pagesGraphing With Excel - Superimposing GraphsKuldeep SinghNo ratings yet
- Is 3074 2005Document16 pagesIs 3074 2005Kuldeep SinghNo ratings yet
- Is 3074 2005Document16 pagesIs 3074 2005Kuldeep SinghNo ratings yet
- 1999 01 0439 PhotogrammetryDocument16 pages1999 01 0439 PhotogrammetryKuldeep SinghNo ratings yet
- Form 29Document1 pageForm 29Krishna MahatoNo ratings yet
- 2000 IcrashDocument7 pages2000 IcrashKuldeep SinghNo ratings yet
- Analysis of Fatal Motorcycle Crashes: Crash Typing: (Accepted 5 April 1995)Document7 pagesAnalysis of Fatal Motorcycle Crashes: Crash Typing: (Accepted 5 April 1995)Kuldeep SinghNo ratings yet
- HyperMesh 11.0 LS-DYNA TutorialsDocument106 pagesHyperMesh 11.0 LS-DYNA TutorialsKuldeep Singh50% (2)
- 4907 2Document28 pages4907 2Kuldeep SinghNo ratings yet
- DYNA3DDocument37 pagesDYNA3DtoopchiNo ratings yet
- 2000 IcrashDocument7 pages2000 IcrashKuldeep SinghNo ratings yet
- Intersections: 1310.01 GeneralDocument44 pagesIntersections: 1310.01 GeneralKuldeep SinghNo ratings yet
- E 2005 M C D R Mcmis C F: Valuation of Issouri Rash ATA Eported To Rash ILEDocument35 pagesE 2005 M C D R Mcmis C F: Valuation of Issouri Rash ATA Eported To Rash ILEKuldeep SinghNo ratings yet
- Friction Brake TheoryDocument12 pagesFriction Brake TheoryamolkoushikNo ratings yet
- Fatigue and FractureDocument8 pagesFatigue and FractureImranKabirNo ratings yet
- Development of Alertness-level-Dependent Headway Distance Warning SystemDocument6 pagesDevelopment of Alertness-level-Dependent Headway Distance Warning SystemKuldeep SinghNo ratings yet
- Perception-Reaction Time PAGE 49Document11 pagesPerception-Reaction Time PAGE 49Kuldeep SinghNo ratings yet
- Chitosan - ESTIC 2021Document8 pagesChitosan - ESTIC 2021faraz janatraNo ratings yet
- Harber, P. J. 2005. Applicability of No-Fines Concrete As A Road Pavement, Research Project, Bachelor of Engineering, Faculty of Engineering and Surveying, University of Southern Queensland.Document153 pagesHarber, P. J. 2005. Applicability of No-Fines Concrete As A Road Pavement, Research Project, Bachelor of Engineering, Faculty of Engineering and Surveying, University of Southern Queensland.AnDhi Lastfresh MuNo ratings yet
- Ansys TipsDocument77 pagesAnsys TipsFeby Philip AbrahamNo ratings yet
- PNC00004 PDFDocument9 pagesPNC00004 PDFRaymundo Maldonado AlvarezNo ratings yet
- CH 12Document140 pagesCH 12Neerom Baldemoro100% (1)
- CCX 2.2Document458 pagesCCX 2.2sovsepNo ratings yet
- Package FNyrKTO-201-414 Compressed PDFDocument214 pagesPackage FNyrKTO-201-414 Compressed PDFJuan Carlos Restrepo SalcedoNo ratings yet
- Significance of Transformed Section Properties in Analysis For Required Prestressing - Jl-02-November-December-7 PDFDocument4 pagesSignificance of Transformed Section Properties in Analysis For Required Prestressing - Jl-02-November-December-7 PDFNguyen Quoc VuNo ratings yet
- Ce 8381som Lab ManualDocument31 pagesCe 8381som Lab ManualAERO JPR50% (2)
- Development and Validation of Bolted Connection Modeling in LS-DYNA For Large Vehicle ModelsDocument12 pagesDevelopment and Validation of Bolted Connection Modeling in LS-DYNA For Large Vehicle ModelsAmir IskandarNo ratings yet
- GATE Machine Design BookDocument12 pagesGATE Machine Design BookMims12No ratings yet
- M 452 ContentDocument65 pagesM 452 ContentISsa Qafa'itiNo ratings yet
- Steel TestsDocument4 pagesSteel TestsSaradhiJannNo ratings yet
- Geomechanics Applied DrillingDocument7 pagesGeomechanics Applied DrillingYouhan KareminaNo ratings yet
- High Tensile Nuts BoltsDocument10 pagesHigh Tensile Nuts BoltssagarhalappaNo ratings yet
- ABS Seminar On Baltic Ice ClassDocument69 pagesABS Seminar On Baltic Ice ClassJonathanNo ratings yet
- Deformation Analysis of Shallow Penetration PDFDocument33 pagesDeformation Analysis of Shallow Penetration PDFDavid Rios FernandezNo ratings yet
- Ej Cargas CombinadasDocument30 pagesEj Cargas CombinadasAlejandro Millar Fernández100% (1)
- Kisssoft Tutorial 14 Compression SpringsDocument11 pagesKisssoft Tutorial 14 Compression SpringsNguyễnVănLăngNo ratings yet
- Experimental and Numerical Analysis of An In-Plane Shear - PRDocument30 pagesExperimental and Numerical Analysis of An In-Plane Shear - PRPranab Kumar PradhanNo ratings yet
- Lecture On Plates and ShellsDocument11 pagesLecture On Plates and Shellskhers_zalNo ratings yet
- F2D414Document194 pagesF2D414DidaBouchNo ratings yet
- 1 Socket & Spigot Cotter JointDocument37 pages1 Socket & Spigot Cotter JointShubham BajpaiNo ratings yet
- Strength IIDocument172 pagesStrength IIክበር ተመስጌንNo ratings yet
- 2D and 3D Meso-Scale Finite Element Models For Ravelling Analysis of Porous Asphalt ConcreteDocument11 pages2D and 3D Meso-Scale Finite Element Models For Ravelling Analysis of Porous Asphalt ConcreteJesus G HNo ratings yet
- Structural MembersDocument33 pagesStructural MembersALZHAMMER MANUPACNo ratings yet
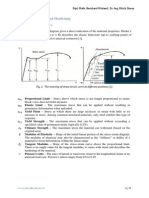
- Mechanical Properties of Metals ( ) : Dr. Aneela Wakeel 09-01-2017Document39 pagesMechanical Properties of Metals ( ) : Dr. Aneela Wakeel 09-01-2017Jawad AhmedNo ratings yet