You might also like
- CAMWorksDocument14 pagesCAMWorkscesarNo ratings yet
- Regresión Lineal Simple Antecedentes GeneralesDocument4 pagesRegresión Lineal Simple Antecedentes GeneralesGiohp1494No ratings yet
- Sg-Sst-Tec-01 Procedimiento de Hincado-Anexo Trabajo Junto A Talud PDFDocument24 pagesSg-Sst-Tec-01 Procedimiento de Hincado-Anexo Trabajo Junto A Talud PDFalmaba1965No ratings yet
- Practica #2 y #3Document9 pagesPractica #2 y #3CarlosNo ratings yet
- Principio de Funcionamiento TaladroDocument5 pagesPrincipio de Funcionamiento Taladrojhonnyrea100% (3)
- Sondajes en Míneria 2.0Document22 pagesSondajes en Míneria 2.0Robert Britt100% (1)
- Practica #1 AntropometriaDocument17 pagesPractica #1 AntropometriaGiohp1494No ratings yet
- Practica-1 Diseño de ExperimentosDocument10 pagesPractica-1 Diseño de ExperimentosGiohp1494No ratings yet
- Inventario MetalesDocument2 pagesInventario MetalesGiohp1494No ratings yet
- Rediseño Ergonómico en La Línea de ProducciónDocument26 pagesRediseño Ergonómico en La Línea de ProducciónGiohp1494No ratings yet
- Practica 2 DOe DatosDocument7 pagesPractica 2 DOe DatosGiohp1494No ratings yet
- ABG EjerciciosDocument2 pagesABG EjerciciosGiohp1494No ratings yet
- Cuadro Comparativo SistemasDocument4 pagesCuadro Comparativo SistemasGiohp1494No ratings yet
- Perfiles Visuales de CargaDocument3 pagesPerfiles Visuales de CargaGiohp1494No ratings yet
- Superaleaciones Base NíquelDocument9 pagesSuperaleaciones Base NíquelGiohp1494100% (1)
- Unidad 1 Polimeros AvanzadosDocument49 pagesUnidad 1 Polimeros AvanzadosGiohp1494No ratings yet
- Fountain Pen SectionDocument12 pagesFountain Pen SectionJuan Manuel Pérez MorenoNo ratings yet
- 725P122 - CNC Tornos Manual de Programacion ResumidoDocument50 pages725P122 - CNC Tornos Manual de Programacion Resumidowilly113No ratings yet
- UntitledDocument12 pagesUntitledcarlos andres jaramilloNo ratings yet
- Trabajo Fresadora y LimadoraDocument14 pagesTrabajo Fresadora y LimadoraRicardoQuijoteNo ratings yet
- Manual Construir Casa Madera-1-5Document19 pagesManual Construir Casa Madera-1-5Jose Perez GarciaNo ratings yet
- Copia de Matriz Iperc & Iaeic ProducciónDocument19 pagesCopia de Matriz Iperc & Iaeic ProducciónRaul BazanNo ratings yet
- Sostenimiento de Roca, Madera y Pernos de AnclajeDocument21 pagesSostenimiento de Roca, Madera y Pernos de AnclajeMafer Molina GasparNo ratings yet
- AJUSTE MANUALâ " EL TALADRADODocument39 pagesAJUSTE MANUALâ " EL TALADRADOjecorralesjen2No ratings yet
- Capitulo-2 2Document40 pagesCapitulo-2 2Manuel DurantNo ratings yet
- Examen Especial - 2022-2Document6 pagesExamen Especial - 2022-2Daniela SalazarNo ratings yet
- Costo de Accidentes Por Atrapamientos y Lesiones en ManoDocument8 pagesCosto de Accidentes Por Atrapamientos y Lesiones en ManoMagda KatherineNo ratings yet
- Trabajo 1 - GrupoDocument15 pagesTrabajo 1 - GrupoKelly ChigualaNo ratings yet
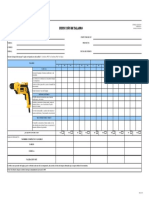
- Inspeccion de TaladroDocument1 pageInspeccion de Taladrolore50% (2)
- Tito Quispe Rubén Paúl PDFDocument112 pagesTito Quispe Rubén Paúl PDFROSMERY NIDIA VEGA SOLISNo ratings yet
- Plan de Trabajo Del EstudianteDocument21 pagesPlan de Trabajo Del EstudianteFranco RSNo ratings yet
- Catalogo Bergara Es 2022 BajaDocument31 pagesCatalogo Bergara Es 2022 BajaGer Adinolfi-FebreNo ratings yet
- Control Numerico y Robotica Industrial PDFDocument15 pagesControl Numerico y Robotica Industrial PDFBranco CastilloNo ratings yet
- Historia de La CarpinteríaDocument3 pagesHistoria de La CarpinteríaFredy TzubNo ratings yet
- Catálogo Digital Dewalt 2021Document27 pagesCatálogo Digital Dewalt 2021Carlos CuadradoNo ratings yet
- Procesos de ManufacturaDocument11 pagesProcesos de ManufacturaJesus Ocampo Solis100% (1)
- T16 Fabricación Con Pérdida de Material PRESENTACIÓN PDFDocument21 pagesT16 Fabricación Con Pérdida de Material PRESENTACIÓN PDFPaola MoyaNo ratings yet
- Perforacion Martillo en Cabeza y Martillo en FondoDocument3 pagesPerforacion Martillo en Cabeza y Martillo en FondoJuan HbNo ratings yet
- RevestidoresDocument14 pagesRevestidoresmilferp100% (1)
- Costo de Perforación de Equipos - Uper Wagon Drill - ScooptrammsDocument2 pagesCosto de Perforación de Equipos - Uper Wagon Drill - ScooptrammsJerson Milla andaguaNo ratings yet
- Unidad 1. Generalidades 1.1-1.5Document72 pagesUnidad 1. Generalidades 1.1-1.5Isaac Sanchez Anastacio0% (1)