You might also like
- Project 2 CumeneDocument9 pagesProject 2 CumeneUmar Alijandro50% (2)
- Final Design - Assignment IIIDocument67 pagesFinal Design - Assignment IIIAmilcarwalter67% (3)
- Supply Chain QuestionDocument22 pagesSupply Chain Questionlockas22280% (5)
- Dehydrogenation of Isopropyl Alcohol To AcetoneDocument1 pageDehydrogenation of Isopropyl Alcohol To Acetoneameyakem100% (1)
- Manufacturing Process of NitrobenzeneDocument74 pagesManufacturing Process of NitrobenzenePankaj Borana100% (1)
- Oil & gas engineering college project on styrene productionDocument21 pagesOil & gas engineering college project on styrene productionKarrar Alka'by50% (2)
- Senior ReportDocument113 pagesSenior ReportAnkit VermaNo ratings yet
- Cumene ManufactringDocument74 pagesCumene ManufactringTan JieSheng100% (1)
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsFrom EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsRating: 4 out of 5 stars4/5 (5)
- Chapter I - Introduction To CumeneDocument4 pagesChapter I - Introduction To CumeneQilah Kamarudin100% (1)
- Hydrodealkylation SimulationDocument8 pagesHydrodealkylation SimulationSchaieraNo ratings yet
- Chemical Design EthylbenzeneDocument32 pagesChemical Design Ethylbenzeneafnan_lion94No ratings yet
- AcetoneDocument7 pagesAcetoneGeorgiana AndreeaNo ratings yet
- Project Report at Cumene PDFDocument103 pagesProject Report at Cumene PDFDiv Savaliya100% (2)
- Systemdesignfinalreport CumeneDocument57 pagesSystemdesignfinalreport Cumenebiondimi0% (1)
- Styrene production from ethylbenzene mini-plant experimentDocument10 pagesStyrene production from ethylbenzene mini-plant experimentChegg ChemNo ratings yet
- Cumene peroxidation process guideDocument2 pagesCumene peroxidation process guideEdrian A. Mañalong100% (1)
- Process Design of Monoethanolamine ProductionDocument83 pagesProcess Design of Monoethanolamine ProductionArpit Patel100% (1)
- Modeling in Transport Phenomena: A Conceptual ApproachFrom EverandModeling in Transport Phenomena: A Conceptual ApproachRating: 3 out of 5 stars3/5 (2)
- Chemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsFrom EverandChemical Process Design and Simulation: Aspen Plus and Aspen Hysys ApplicationsRating: 2 out of 5 stars2/5 (1)
- Ammonia Plant DesignDocument75 pagesAmmonia Plant Designlockas22288% (16)
- Acetone BDocument9 pagesAcetone BIrdani IdrisNo ratings yet
- Aircraft BoltDocument36 pagesAircraft BoltCokorda KesawaNo ratings yet
- Acetone ProjectDocument8 pagesAcetone ProjectYo MarhoonNo ratings yet
- Producing Acetone from IPADocument83 pagesProducing Acetone from IPApravalchauha89% (9)
- Presentation CumeneDocument39 pagesPresentation Cumeneممدوح الرويليNo ratings yet
- Cumene Properties UsesDocument4 pagesCumene Properties UsesC.Çağrı Yekeler50% (2)
- Project 6 - Ethylene Oxide PDFDocument13 pagesProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- Mtbe PDFDocument47 pagesMtbe PDFYayee LalainheavenNo ratings yet
- B2 Group 1..acetone Production PDFDocument21 pagesB2 Group 1..acetone Production PDFElif TaşdövenNo ratings yet
- Cumene Energy 2520balanceDocument13 pagesCumene Energy 2520balanceismailchoughule50% (2)
- Hydrogenation of Nitrobenzene To AnilineDocument8 pagesHydrogenation of Nitrobenzene To AnilineYu HuiNo ratings yet
- Cumene Methods 2520of ProductionDocument4 pagesCumene Methods 2520of ProductionYunardi YusufNo ratings yet
- Cumene Process, Prod - CBIDocument2 pagesCumene Process, Prod - CBIChris LindseyNo ratings yet
- CPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFDocument41 pagesCPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFnoorNo ratings yet
- Ethyl-Benzene Process DescriptionDocument6 pagesEthyl-Benzene Process DescriptionAhsan Raza100% (3)
- Chemical Kinetics On Thermal Decompositions of CumeneDocument8 pagesChemical Kinetics On Thermal Decompositions of CumeneMario Alonso Velasquez FlorezNo ratings yet
- Cumene To PhenolDocument73 pagesCumene To Phenolvpsrpuch67% (3)
- It1.Introduction & History:-: 1.1 Introduction To Cumene:-StructureDocument12 pagesIt1.Introduction & History:-: 1.1 Introduction To Cumene:-StructureJaymin GoswamiNo ratings yet
- Cumene A PDFDocument4 pagesCumene A PDFdanena88No ratings yet
- Designandcontrolofthecumeneprocess PDFDocument24 pagesDesignandcontrolofthecumeneprocess PDFTobias De Somer100% (1)
- Optimization of Acetone Production FacilityDocument24 pagesOptimization of Acetone Production Facilityshahed IasirNo ratings yet
- Production of CyclohexaneDocument2 pagesProduction of Cyclohexanesushant kadamNo ratings yet
- For Hysys UsersDocument5 pagesFor Hysys UsersZohaib RanaNo ratings yet
- Conversion of Methanol To Light Olefins On Sapo-34 Kinetic Modeling and Reactor DesignDocument167 pagesConversion of Methanol To Light Olefins On Sapo-34 Kinetic Modeling and Reactor DesignHassan BahaaNo ratings yet
- Production of Dimethyl Ether from MethanolDocument7 pagesProduction of Dimethyl Ether from MethanolAna Laura Sanchez100% (1)
- Cumene Production Robert SchmidtDocument14 pagesCumene Production Robert SchmidtVatsalNo ratings yet
- Cumene To Phenol 2Document73 pagesCumene To Phenol 2vpsrpuch0% (1)
- Energy Balance On Distillation ColumnDocument4 pagesEnergy Balance On Distillation ColumnCecilia Tan67% (9)
- Acetone Reactor Design Complete ProjectDocument29 pagesAcetone Reactor Design Complete ProjectDeni Yudha PermanaNo ratings yet
- Design of EthylbenzeneDocument5 pagesDesign of Ethylbenzenesahar vahdatifarNo ratings yet
- Design of an Ethyl Benzene Production ProcessDocument13 pagesDesign of an Ethyl Benzene Production Processfearoth87100% (3)
- Batch Distillation of Water-Methanol SystemDocument78 pagesBatch Distillation of Water-Methanol Systemsatadruc50% (4)
- Week03 Multi Component Flash DistillationDocument31 pagesWeek03 Multi Component Flash DistillationTirapath Chobchuen100% (1)
- Nhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolDocument40 pagesNhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolStrong NguyenNo ratings yet
- Kuwait University Chemical Engineering Plant Design Hysys ReportDocument20 pagesKuwait University Chemical Engineering Plant Design Hysys ReportCrazy HelloNo ratings yet
- Ethyl Benzene ProductionDocument6 pagesEthyl Benzene ProductionsoheilsedNo ratings yet
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringFrom EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNo ratings yet
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- Mass Transfer and Absorbers: International Series of Monographs in Chemical EngineeringFrom EverandMass Transfer and Absorbers: International Series of Monographs in Chemical EngineeringRating: 4.5 out of 5 stars4.5/5 (3)
- Ionic Liquids in Lipid Processing and Analysis: Opportunities and ChallengesFrom EverandIonic Liquids in Lipid Processing and Analysis: Opportunities and ChallengesXuebing XuNo ratings yet
- Reaction Kinetics for Chemical Engineers: Butterworths Series in Chemical EngineeringFrom EverandReaction Kinetics for Chemical Engineers: Butterworths Series in Chemical EngineeringRating: 4 out of 5 stars4/5 (3)
- Bed 9Document6 pagesBed 9Mary Grace VelitarioNo ratings yet
- 1 s2.0 S0263876215003330 MainDocument11 pages1 s2.0 S0263876215003330 MainAhmad MuzammilNo ratings yet
- Germany Guideline SBDocument123 pagesGermany Guideline SBlockas222No ratings yet
- Historic DeLand Building Earns LEED CertificationDocument30 pagesHistoric DeLand Building Earns LEED Certificationlockas222No ratings yet
- 04 - AbsorbersDocument11 pages04 - AbsorbersRafael ReyesNo ratings yet
- PDC Chapter 10.1Document16 pagesPDC Chapter 10.1lockas222No ratings yet
- PDC CH 10.3 (Problems)Document6 pagesPDC CH 10.3 (Problems)lockas222No ratings yet
- Green Building RevolutionDocument229 pagesGreen Building Revolutionlockas222No ratings yet
- MVC Desalination Process Modeling and AnalysisDocument44 pagesMVC Desalination Process Modeling and Analysislockas222No ratings yet
- 04 - AbsorbersDocument11 pages04 - AbsorbersRafael ReyesNo ratings yet
- Manufacturing Process FertilizerDocument14 pagesManufacturing Process FertilizermoentaseerNo ratings yet
- Chapter 4 Shell and Tube Heat ExchangersDocument45 pagesChapter 4 Shell and Tube Heat Exchangerslockas222No ratings yet
- PCT100Document2 pagesPCT100lockas222No ratings yet
- Tech - 16a2d0707412ca70pct 100 071Document2 pagesTech - 16a2d0707412ca70pct 100 071lockas222No ratings yet
- Chapter 7Document28 pagesChapter 7lockas222No ratings yet
- Manufacturing Process FertilizerDocument14 pagesManufacturing Process FertilizermoentaseerNo ratings yet
- Chapter 4Document106 pagesChapter 4lockas222No ratings yet
- Fluid Mechanics IntroductionDocument49 pagesFluid Mechanics IntroductionIastraNo ratings yet
- Start AgainDocument1 pageStart Againlockas222No ratings yet
- BackgroundDocument9 pagesBackgroundlockas222No ratings yet
- Start AgainDocument1 pageStart Againlockas222No ratings yet
- BackgroundDocument9 pagesBackgroundlockas222No ratings yet
- Material BalanceDocument42 pagesMaterial Balancealireza_e_20% (1)
- A Summary of Thermodynamic FundamentalsDocument11 pagesA Summary of Thermodynamic Fundamentalslockas222No ratings yet
- Neraca Massa ATKDocument49 pagesNeraca Massa ATKMuhammad KholidinNo ratings yet
- Neraca Massa ATKDocument49 pagesNeraca Massa ATKMuhammad KholidinNo ratings yet
- DLP Week 6Document13 pagesDLP Week 6Fegy MabuhisanNo ratings yet
- Astm E2098 - 1 (En) PDFDocument3 pagesAstm E2098 - 1 (En) PDFRahul SamalaNo ratings yet
- Confirmed Exhibitors As On 13 April 2022Document5 pagesConfirmed Exhibitors As On 13 April 2022kumbharfamilyNo ratings yet
- Research Paper On Marine PollutionDocument5 pagesResearch Paper On Marine Pollutionvvgnzdbkf100% (1)
- Material Stock Level ReportDocument9 pagesMaterial Stock Level ReportyandiNo ratings yet
- Chapter 12. Electricity and Circuits: Very Short Q&ADocument8 pagesChapter 12. Electricity and Circuits: Very Short Q&ASubhojit MitraNo ratings yet
- Novel Bio-Degradable LIGNIN Reinforced NBR CompositesDocument16 pagesNovel Bio-Degradable LIGNIN Reinforced NBR CompositesjvchiqueNo ratings yet
- Everything You Need to Know About Boiler Water TreatmentDocument11 pagesEverything You Need to Know About Boiler Water TreatmentABDUL HANANNo ratings yet
- Basotect G Green BuildingDocument2 pagesBasotect G Green Buildingmada009No ratings yet
- Synthesis - of - Terpineol - From - Pinene - by Homogeneous Acid CatalystDocument5 pagesSynthesis - of - Terpineol - From - Pinene - by Homogeneous Acid CatalystPhạm NgânNo ratings yet
- Periodic Table Special Groups: Alkali Metals, Halogens, Noble Gases, Transition MetalsDocument21 pagesPeriodic Table Special Groups: Alkali Metals, Halogens, Noble Gases, Transition MetalsNubar MammadovaNo ratings yet
- Duroxite 100 Data Sheet enDocument3 pagesDuroxite 100 Data Sheet enBilal VURALNo ratings yet
- Parlon - PyroData 3Document3 pagesParlon - PyroData 3ricoNo ratings yet
- Herbert Oscar. Final Project TTTDocument34 pagesHerbert Oscar. Final Project TTTJoe MartinNo ratings yet
- MSDS Acronal 7645Document14 pagesMSDS Acronal 7645Sam MalikNo ratings yet
- AP General Equilibrium Free Response QuestionsDocument5 pagesAP General Equilibrium Free Response QuestionsCynNo ratings yet
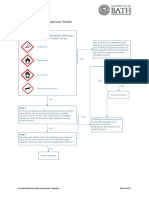
- Identification of Fire and Explosion Hazards:: Step 1Document5 pagesIdentification of Fire and Explosion Hazards:: Step 1sabriNo ratings yet
- Weed Biology and Control-InTech - Vytautas PilipaviÄ IusDocument134 pagesWeed Biology and Control-InTech - Vytautas PilipaviÄ IusJuliano LorenzettiNo ratings yet
- The Nasrid Plasterwork at "Qubba Dar Al-Manjara L-Kubra" in Granada: Characterisation of Materials and TechniquesDocument15 pagesThe Nasrid Plasterwork at "Qubba Dar Al-Manjara L-Kubra" in Granada: Characterisation of Materials and TechniquesSiham BelhajNo ratings yet
- Group Analysis For Qualitatively AnalysisDocument13 pagesGroup Analysis For Qualitatively AnalysisVishalNo ratings yet
- Mole Concept XI JEEDocument23 pagesMole Concept XI JEERoNNo ratings yet
- Acropolis Institute of Technology & Research, Indore: BT101 Engg ChemistryDocument6 pagesAcropolis Institute of Technology & Research, Indore: BT101 Engg ChemistryTanmay Jain100% (1)
- Arkifloor EHDocument2 pagesArkifloor EHChristinaNo ratings yet
- Dielectric Constants of MaterialsDocument68 pagesDielectric Constants of MaterialsRUBEN DARIO BUCHELLYNo ratings yet
- 555-1QT 2U AU EN safetyDataSheet Sds 8799831064580 0 1Document19 pages555-1QT 2U AU EN safetyDataSheet Sds 8799831064580 0 1compras.lairtechNo ratings yet
- Jotun Penguard Express CF TDSDocument5 pagesJotun Penguard Express CF TDSnihad_mNo ratings yet
- General Chemistry/Principles of General: Final ExaminationDocument10 pagesGeneral Chemistry/Principles of General: Final Examinationmuhammad safuanNo ratings yet
- Notes - Module 1 Cells As The Basis of Life SibelDocument10 pagesNotes - Module 1 Cells As The Basis of Life SibelDrewNo ratings yet
- Feasibility Report: Bottled Water PreferenceDocument10 pagesFeasibility Report: Bottled Water PreferencetalhaNo ratings yet