You might also like
- Astronomía en La BibliaDocument10 pagesAstronomía en La BibliaMarcelo Enrique Vidal67% (3)
- Catalogo-De-Sellado LAMONS PDFDocument87 pagesCatalogo-De-Sellado LAMONS PDFjhonny100% (1)
- Eficiencia de La Junta-AsmeDocument5 pagesEficiencia de La Junta-AsmeEric CocioNo ratings yet
- Saber Electronica 026Document64 pagesSaber Electronica 026victorzuche100% (1)
- PPE Problema 2 Resuelto PDFDocument3 pagesPPE Problema 2 Resuelto PDFELVIA YAQUELIN GALDAMEZ ZUNIGANo ratings yet
- PO K031 7140 20 Torqueo de Pernos.Document7 pagesPO K031 7140 20 Torqueo de Pernos.Fernando Rcl100% (2)
- Inspección y Evaluación de Equipos de ProcesoDocument5 pagesInspección y Evaluación de Equipos de ProcesoJuan PuntayNo ratings yet
- Diseño de Malla de Perforacion A Cielo AbierrtoDocument39 pagesDiseño de Malla de Perforacion A Cielo AbierrtoVan Persie Robin100% (2)
- Awwa Standard TraducidaDocument37 pagesAwwa Standard TraducidaMarlen Da SilvaNo ratings yet
- Corrosion en BridasDocument24 pagesCorrosion en BridaspelotoNo ratings yet
- Pruebas Hidráulicas para TanquesDocument8 pagesPruebas Hidráulicas para TanquesG100% (1)
- Los Criterios de Inspeccion y La CalidadDocument29 pagesLos Criterios de Inspeccion y La CalidadMarcelo Aguilera100% (2)
- ESA+FSA Guia - Juntas y Bridas - EspanolDocument54 pagesESA+FSA Guia - Juntas y Bridas - EspanolunfalsoimpostorNo ratings yet
- Eslabon Maestro A 342 A 345Document1 pageEslabon Maestro A 342 A 345Claudio Israel Godinez Somera100% (1)
- PROCED - Ajuste y Torque de PernosDocument17 pagesPROCED - Ajuste y Torque de PernosGian VladimirNo ratings yet
- EC - GC.PME - PR.012 (Procedimiento para Montaje de Tuberia) Rev01Document14 pagesEC - GC.PME - PR.012 (Procedimiento para Montaje de Tuberia) Rev01maggiremaNo ratings yet
- Reparacion de SoldaduraDocument6 pagesReparacion de SoldadurajoseNo ratings yet
- Archivo 3 EsDocument21 pagesArchivo 3 EsJohnD.LeeMoraNo ratings yet
- Procedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Document14 pagesProcedimiento de Almacenamiento, Distribucion y Control de Material de Soldadura.Luis Alberto Guerra Rivera100% (1)
- TRCP01 U1 Introductorio Parte1Document14 pagesTRCP01 U1 Introductorio Parte1Marcelo Enrique VidalNo ratings yet
- Matriz de Consistencia EjemploDocument1 pageMatriz de Consistencia EjemploLuciana Yoshira50% (2)
- Maquinas de SoldarDocument3 pagesMaquinas de SoldarAdriana HernándezNo ratings yet
- Caps sch-40Document1 pageCaps sch-40DIEGO TERANNo ratings yet
- A106 Piping Esp.Document13 pagesA106 Piping Esp.Kevin GonzalesNo ratings yet
- ASME Sección VIII-edic. 2021 Parte 8.1Document16 pagesASME Sección VIII-edic. 2021 Parte 8.1Andres MelianNo ratings yet
- Procedimiento de Doblado de Tuberia PDFDocument5 pagesProcedimiento de Doblado de Tuberia PDFjosexx311100% (1)
- Normas Tecnicas y Codigos en Soldadura PlagioDocument5 pagesNormas Tecnicas y Codigos en Soldadura Plagiomiguel angelNo ratings yet
- Cañerías y Recipientes A PresiónDocument52 pagesCañerías y Recipientes A PresiónMauri CastaldiNo ratings yet
- PO K031 7140 20 Torqueo de PernosDocument7 pagesPO K031 7140 20 Torqueo de Pernosdiego rodriguezNo ratings yet
- Venteos y Drenajesde Prueba HidrostáticaDocument1 pageVenteos y Drenajesde Prueba HidrostáticaALAAN89100% (1)
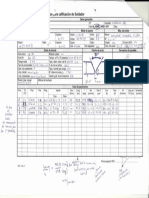
- Planilla Calificacion SoldadorDocument1 pagePlanilla Calificacion SoldadorCaro ReinosoNo ratings yet
- Petrobras - Riesgo en Operaciones Con Torque en Equipos de PullingDocument12 pagesPetrobras - Riesgo en Operaciones Con Torque en Equipos de Pullingrlópez_70801No ratings yet
- Asme-B16.47-2017 EspañolDocument117 pagesAsme-B16.47-2017 EspañolDIEGO NAPOLEON RODRIGUEZ AGUILARNo ratings yet
- IntroducciónDocument11 pagesIntroducciónMarcelo Enrique VidalNo ratings yet
- Curso Dibujo Tecnico NormalizadoDocument95 pagesCurso Dibujo Tecnico NormalizadoGABRIEL PUENTE SANTOSNo ratings yet
- WPS AsmeDocument7 pagesWPS AsmeCelso Sanabria100% (1)
- Manual Isometricos de Tuberia.Document6 pagesManual Isometricos de Tuberia.eliasNo ratings yet
- Caso Toyota PDFDocument4 pagesCaso Toyota PDFMarcelo Enrique VidalNo ratings yet
- San3-Simbología, Normalización SoldaduraDocument24 pagesSan3-Simbología, Normalización SoldaduraJesús Luis100% (1)
- Evaluacion Sumativ1 Ciencias El AguaDocument4 pagesEvaluacion Sumativ1 Ciencias El AguaIsela Figueroa ContrerasNo ratings yet
- Esparragos y JuntasDocument55 pagesEsparragos y JuntasNelson GarvizuNo ratings yet
- Astm A514 GR BDocument6 pagesAstm A514 GR BelweldNo ratings yet
- Examen AsmeDocument12 pagesExamen AsmeAndrea FPresaNo ratings yet
- Trabajo Fabricacion de Recipientes de PresionDocument30 pagesTrabajo Fabricacion de Recipientes de Presionarley blancoNo ratings yet
- Bridas de AceroDocument16 pagesBridas de AceroMarco Sacsa100% (1)
- Diagrama Funcionamiento Banco de PruebasDocument1 pageDiagrama Funcionamiento Banco de PruebasWilliams DelgadoNo ratings yet
- Purga - Gases en SsDocument2 pagesPurga - Gases en SschapulincoloradoNo ratings yet
- Recomendaciones para La Ejecución de Uniones SoldadasDocument32 pagesRecomendaciones para La Ejecución de Uniones Soldadasmanuellozano71No ratings yet
- CURSO VT - 02 SoldadurasDocument16 pagesCURSO VT - 02 SoldadurasJohana BarreraNo ratings yet
- PQR UnimetDocument7 pagesPQR UnimetCarlos Lluen AquinoNo ratings yet
- Asme ViiiDocument10 pagesAsme ViiiKike Silva100% (1)
- Flange o BridaDocument2 pagesFlange o BridaTórtolos KarenyCristian100% (1)
- Prueba HidrostáticaDocument5 pagesPrueba HidrostáticaAnonymous SSzuuR1dNo ratings yet
- Procedimiento de Prueba Hidrostatica y Fugas de ValvulasDocument6 pagesProcedimiento de Prueba Hidrostatica y Fugas de ValvulasjorwisrNo ratings yet
- Catalogo de GalgasDocument8 pagesCatalogo de GalgasAsdrúbal DelgadoNo ratings yet
- Contenido Del Código ASME y de La Normas Del TEMADocument2 pagesContenido Del Código ASME y de La Normas Del TEMAFrancisco LarioNo ratings yet
- Examen Radiográfico y Ultrasónico - Asme Viii (Uw-11)Document2 pagesExamen Radiográfico y Ultrasónico - Asme Viii (Uw-11)Nanu Iula100% (1)
- Registro de Alineación FinalDocument1 pageRegistro de Alineación FinalGodofredo Barrera AnguloNo ratings yet
- Abertura de La RaízDocument7 pagesAbertura de La RaízHector ChavezNo ratings yet
- Dim-Pr-108-3081-2 Procedimiento para Prueba Neumatica de Refuerzo 3081Document8 pagesDim-Pr-108-3081-2 Procedimiento para Prueba Neumatica de Refuerzo 3081Braulio Alvarez VilladiegoNo ratings yet
- Formato de Cotizacion 09-03-2023Document4 pagesFormato de Cotizacion 09-03-2023Miguel FrancoNo ratings yet
- Procedimiento de Soldadura Super EstructuraDocument11 pagesProcedimiento de Soldadura Super EstructuraPULP123No ratings yet
- ReentubadoDocument4 pagesReentubadosergio robles100% (1)
- Api 1104 en Espanol PDFDocument3 pagesApi 1104 en Espanol PDFkikin rivera0% (1)
- Defectos de SoldaduraDocument4 pagesDefectos de Soldadurawgomez_175543No ratings yet
- Procedimientos de Pruebas Hidrostaticas-Mario Avalos v3Document16 pagesProcedimientos de Pruebas Hidrostaticas-Mario Avalos v3Mario Avalos SalazarNo ratings yet
- Tabla de Criterios de Aceptacion Bajo El Codigo Asme Seccion Viii Division 1 2004 Reglas para La Contruccion de Recipientes A PresionDocument8 pagesTabla de Criterios de Aceptacion Bajo El Codigo Asme Seccion Viii Division 1 2004 Reglas para La Contruccion de Recipientes A Presionbenedicto soto mestanzaNo ratings yet
- Compatibilidad Sagitario LibraDocument4 pagesCompatibilidad Sagitario LibraNaty AdeNo ratings yet
- IT-1 - PE-7-08 Torque de Pernos Rev.0Document7 pagesIT-1 - PE-7-08 Torque de Pernos Rev.0Antonio VizaNo ratings yet
- Procedimiento de TorqueoDocument5 pagesProcedimiento de TorqueoCARLOSNo ratings yet
- Dev 25Document2 pagesDev 25Marcelo Enrique VidalNo ratings yet
- Caso Logística y Operaciones - Almacenes Nahuel - Sección 1Document6 pagesCaso Logística y Operaciones - Almacenes Nahuel - Sección 1Marcelo Enrique VidalNo ratings yet
- Tableros de ExperimentaciónDocument13 pagesTableros de ExperimentaciónMarcelo Enrique VidalNo ratings yet
- Agroindustria PDFDocument89 pagesAgroindustria PDFMarcelo Enrique VidalNo ratings yet
- Tabla Torque Pernos MetricosDocument1 pageTabla Torque Pernos MetricosMarcelo Enrique VidalNo ratings yet
- Tabla Torque Empaquetaduras EspirometalicasDocument1 pageTabla Torque Empaquetaduras EspirometalicasMarcelo Enrique VidalNo ratings yet
- Metodología CanvasDocument4 pagesMetodología CanvasMarcelo Enrique VidalNo ratings yet
- Introducción MMDocument7 pagesIntroducción MMAlejandro Guerrero0% (1)
- Informe de Transporte de Sustancias - Fiorella Matias - 3ADocument4 pagesInforme de Transporte de Sustancias - Fiorella Matias - 3AkIM.김민숙No ratings yet
- Capacitores Mapa ConceptualDocument1 pageCapacitores Mapa Conceptualvalentinaocana1No ratings yet
- TESIS CIV456 - Chi PDFDocument212 pagesTESIS CIV456 - Chi PDFflavioNo ratings yet
- Práctica 6. Prueba Del AlcoholDocument1 pagePráctica 6. Prueba Del AlcoholSofi RicoNo ratings yet
- DFR Analisis Del Factor de Reduccion de Las Fuerzas SiDocument20 pagesDFR Analisis Del Factor de Reduccion de Las Fuerzas SiIVAN FRANKLIN GUERRERO ANAGUANo ratings yet
- HornosDocument22 pagesHornosalbermillan69No ratings yet
- M.A ÓpticaDocument31 pagesM.A ÓpticaTobe CabreraNo ratings yet
- Universidad Peruana Los Andes: Facultad de IngenieríaDocument340 pagesUniversidad Peruana Los Andes: Facultad de Ingenieríajose romeroNo ratings yet
- CARACTERIZACIÓN DE ARCILLAS Y PREPARACIÓN Revisar OkDocument16 pagesCARACTERIZACIÓN DE ARCILLAS Y PREPARACIÓN Revisar Okkelly maribelNo ratings yet
- A2-2-Cuadernillo Diseño Urbano 2014Document6 pagesA2-2-Cuadernillo Diseño Urbano 2014Maqui FabioNo ratings yet
- SSO-PRO-007 Trabajos en Caliente Ver 01Document4 pagesSSO-PRO-007 Trabajos en Caliente Ver 01juniorNo ratings yet
- Cuidado Del Refrigerador FRigilux PDFDocument23 pagesCuidado Del Refrigerador FRigilux PDFAlex Fuenmayor100% (1)
- Informe Perforación y Sondeo de SuelosDocument4 pagesInforme Perforación y Sondeo de SuelosCarlos Andrés GuauqueNo ratings yet
- Informe 13 Determinacion de Materia OrganicaDocument13 pagesInforme 13 Determinacion de Materia OrganicaDawer Vargas Rodriguez72% (18)
- Resumen Mecanismo Físico de EbulliciónDocument2 pagesResumen Mecanismo Físico de EbulliciónWilTolosaNo ratings yet
- Nom P 9 1991Document5 pagesNom P 9 1991mdc1603No ratings yet
- Estudio Geologico Corregido FinalDocument16 pagesEstudio Geologico Corregido FinalharolmauricioNo ratings yet
- S-2 Tecnologia de Concreto 2019-2 29-08-2019Document37 pagesS-2 Tecnologia de Concreto 2019-2 29-08-2019Christian Najarro MarcatomaNo ratings yet
- Reducción Mta Al HG Nitrometano IlustradaDocument13 pagesReducción Mta Al HG Nitrometano IlustradaJorge Alberto Estrada TorresNo ratings yet
- 03 - Tipologias Estructurales BuenoDocument33 pages03 - Tipologias Estructurales BuenoVreyes1981No ratings yet
- TUTORIA 7 - 04 AGOSTO 2023 - Unidad 5Document6 pagesTUTORIA 7 - 04 AGOSTO 2023 - Unidad 5Karen QuezadaNo ratings yet
- PBD - Clase 4 - DescargableDocument9 pagesPBD - Clase 4 - DescargablepedroNo ratings yet