You might also like
- Introducción Al CFD Con ANSYS ClaseDocument44 pagesIntroducción Al CFD Con ANSYS ClaseVictor GimenezNo ratings yet
- Introducción al análisis fluido dinámico con ANSYS MULTIPHYSICSDocument37 pagesIntroducción al análisis fluido dinámico con ANSYS MULTIPHYSICSVictor Gimenez100% (1)
- Gimenez, Victor CVDocument1 pageGimenez, Victor CVVictor GimenezNo ratings yet
- Laboratorio HidraulicaDocument13 pagesLaboratorio HidraulicaVictor GimenezNo ratings yet
- Trabajo de Probabilidad CompletoDocument21 pagesTrabajo de Probabilidad CompletoVictor GimenezNo ratings yet
- Carga TérmicaDocument32 pagesCarga TérmicaVictor GimenezNo ratings yet
- Unidad III Estadistica IDocument8 pagesUnidad III Estadistica IVictor GimenezNo ratings yet
- Introducción al análisis fluido dinámico con ANSYS MULTIPHYSICSDocument37 pagesIntroducción al análisis fluido dinámico con ANSYS MULTIPHYSICSVictor Gimenez100% (1)
- Cap 6. Flujo Cuasi-Unidimensional PDFDocument47 pagesCap 6. Flujo Cuasi-Unidimensional PDFVictor GimenezNo ratings yet
- Gimenez, Victor CV MesoneroDocument1 pageGimenez, Victor CV MesoneroVictor GimenezNo ratings yet
- Parcial de Fluidos 1Document13 pagesParcial de Fluidos 1Victor GimenezNo ratings yet
- Gimenez, Victor CVDocument1 pageGimenez, Victor CVVictor GimenezNo ratings yet
- 1er Parcial de Control 2015-IIDocument2 pages1er Parcial de Control 2015-IIVictor GimenezNo ratings yet
- TareaDocument1 pageTareaVictor GimenezNo ratings yet
- Ficha Tecnica de Maquina para Tejer ToronesDocument4 pagesFicha Tecnica de Maquina para Tejer ToronesVictor GimenezNo ratings yet
- 1-Introduccion A Los Sistemas de ControlDocument26 pages1-Introduccion A Los Sistemas de ControlVictor GimenezNo ratings yet
- Problema Resueltos Primer ParcialDocument14 pagesProblema Resueltos Primer ParcialVictor Gimenez100% (2)
- Ejercicios Resueltos Diagrama de BloquesDocument33 pagesEjercicios Resueltos Diagrama de BloquesAl GC76% (17)
- FormularioDocument8 pagesFormulariovictacitoNo ratings yet
- 503LS A03 BallSplineDocument94 pages503LS A03 BallSplineVictor GimenezNo ratings yet
- FAG 03 Productos de LubricaciónDocument20 pagesFAG 03 Productos de LubricaciónVictor GimenezNo ratings yet
- Generacion Técnica de Energía en GuriDocument3 pagesGeneracion Técnica de Energía en GuriVictor GimenezNo ratings yet
- Tablas y Graficos de CojinetesDocument51 pagesTablas y Graficos de CojinetesVictor Gimenez100% (1)
- Centrales Hidroelectricas en VenezuelaDocument20 pagesCentrales Hidroelectricas en VenezuelaVictor GimenezNo ratings yet
- Manual de CorreasDocument26 pagesManual de CorreasVictor GimenezNo ratings yet
- Informe de Laboratorio 1 - Dinamica de MaquinasDocument28 pagesInforme de Laboratorio 1 - Dinamica de MaquinasVictor GimenezNo ratings yet
- Centrales Hidroelectricas en VenezuelaDocument20 pagesCentrales Hidroelectricas en VenezuelaVictor GimenezNo ratings yet
- Ejes TransparenciasDocument0 pagesEjes Transparenciaschrsolveg27No ratings yet
- Examen Sustitutivo de Dinamica de Maquinas Balanceo de RotoresDocument12 pagesExamen Sustitutivo de Dinamica de Maquinas Balanceo de RotoresVictor GimenezNo ratings yet
- Formatos V01Document32 pagesFormatos V01Cristian Camilo Holguin CastañedaNo ratings yet
- Catalogo Tecnico CintacDocument36 pagesCatalogo Tecnico CintacCarito Alvarez LabbéNo ratings yet
- Torno CNCDocument22 pagesTorno CNCJose Yanez100% (2)
- CNC MecanizadoDocument10 pagesCNC MecanizadojonathanNo ratings yet
- Laboratorio 3 Torno CNC - Programación Ciclo de Cilindrado r1Document22 pagesLaboratorio 3 Torno CNC - Programación Ciclo de Cilindrado r1Nicolas CastilloNo ratings yet
- Manual de Programación y Uso de Un Torno CNC (2 Parte)Document41 pagesManual de Programación y Uso de Un Torno CNC (2 Parte)Claudio Salcedo CoaquiraNo ratings yet
- Identificación de componentes CNCDocument12 pagesIdentificación de componentes CNCSamuelGarciaNo ratings yet
- Informe Electiva 2Document8 pagesInforme Electiva 2Anonymous yb58CGWNo ratings yet
- Unidad1 CMIDocument10 pagesUnidad1 CMIAnahi EspinozaNo ratings yet
- Guia de Aprendizaje #5 Maquinas EspecialeDocument3 pagesGuia de Aprendizaje #5 Maquinas EspecialeLeonel Reynoso ArroyoNo ratings yet
- 2 Examen Maquinas HerramientasDocument5 pages2 Examen Maquinas HerramientasMilton FernandezNo ratings yet
- Gomez Ortiz David Sistemas Flexibles de ManufacturaDocument10 pagesGomez Ortiz David Sistemas Flexibles de ManufacturaMARCO ANTONIO HERNANDEZ FUENTESNo ratings yet
- Maquina de Medicion Por CoordenadasDocument13 pagesMaquina de Medicion Por CoordenadasJessica PalaciosNo ratings yet
- Hoja de Trabajo 1 CNCDocument9 pagesHoja de Trabajo 1 CNCMelissa Ramos MedinaNo ratings yet
- Tema 2.3 Introducción CAD-CAM PDFDocument43 pagesTema 2.3 Introducción CAD-CAM PDFFernando100% (1)
- Codigo CNC Plano G19 YZDocument6 pagesCodigo CNC Plano G19 YZJaziel Enrique Aleman SalinasNo ratings yet
- GRBL UniversidadDocument231 pagesGRBL UniversidadFernando Quezada OrtizNo ratings yet
- Trabajo Final Calidad en La Industria 40Document20 pagesTrabajo Final Calidad en La Industria 40Fátima Chavez100% (3)
- T08. El Proceso ProductivoDocument10 pagesT08. El Proceso ProductivozoraargNo ratings yet
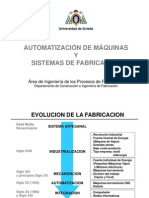
- Automatizacion de Maquinas y SistemasDocument63 pagesAutomatizacion de Maquinas y Sistemasecho427No ratings yet
- Control Numerico Fanuc Oi Mate TC Con FigurasDocument20 pagesControl Numerico Fanuc Oi Mate TC Con FigurasAndres AriasNo ratings yet
- Manufactura Avanzada: Programación de Robots y CNDocument2 pagesManufactura Avanzada: Programación de Robots y CNChikako Aiko ChiekoNo ratings yet
- Modelo de Corte OrtogonalDocument27 pagesModelo de Corte OrtogonalCarlos Andres RamirezNo ratings yet
- Trabajo Lab Torno CNCDocument12 pagesTrabajo Lab Torno CNCMarvi Polo MuchaNo ratings yet
- Maquinado de MetalesDocument3 pagesMaquinado de MetalesJared EduardoNo ratings yet
- Implementación CNC modelado metalDocument112 pagesImplementación CNC modelado metalCesar Noa RojasNo ratings yet
- FIP MecatronicaDocument15 pagesFIP MecatronicaDianys UzhcaNo ratings yet
- 2.2 Unidad 2 TornoDocument27 pages2.2 Unidad 2 Tornojorge hernandez gonzalezNo ratings yet
- Tecnicas de Doblado de Lamina . - Boschert Bases Teoricas Del Doblado de Laminas para CapacitaciónDocument64 pagesTecnicas de Doblado de Lamina . - Boschert Bases Teoricas Del Doblado de Laminas para CapacitaciónBoschert México100% (2)