You might also like
- Manual - DDR Pacific Rim Gear BoxDocument40 pagesManual - DDR Pacific Rim Gear BoxJuan Felipe Garza GNo ratings yet
- Quicksilver Digital Diagnostic Terminal (DDT) Scan Tool Support Bulletin No. 2010-02Document2 pagesQuicksilver Digital Diagnostic Terminal (DDT) Scan Tool Support Bulletin No. 2010-02lougan0% (1)
- API 618 Compressors1 PDFDocument0 pagesAPI 618 Compressors1 PDFAnonymous ffje1rpaNo ratings yet
- JOY SUPERIOR and Cooper MH-66 PDFDocument2 pagesJOY SUPERIOR and Cooper MH-66 PDFcarlos felipe botello paezNo ratings yet
- Ariel Start-Up Check List (Er-10.4.0)Document6 pagesAriel Start-Up Check List (Er-10.4.0)Jose RattiaNo ratings yet
- S-8B1 8B1TDocument6 pagesS-8B1 8B1TbryandownNo ratings yet
- 400HP LV Toshiba MotorDocument20 pages400HP LV Toshiba MotorEdil MartinezNo ratings yet
- Er-8 2 2Document4 pagesEr-8 2 2Carlos MantillaNo ratings yet
- Angelus 60L Servicios GeneralesDocument23 pagesAngelus 60L Servicios GeneralesPatricio Valencia100% (1)
- Ariel Performance Software DescriptionDocument8 pagesAriel Performance Software Descriptionmichaelxiao100% (2)
- Ariel Performance Software DescriptionDocument8 pagesAriel Performance Software Descriptionmichaelxiao100% (2)
- Ariel Performance Software DescriptionDocument8 pagesAriel Performance Software Descriptionmichaelxiao100% (2)
- Ariel Performance Software DescriptionDocument8 pagesAriel Performance Software Descriptionmichaelxiao100% (2)
- DEP 30.10.05.11-Gen Plant Model Construction and ReviewDocument28 pagesDEP 30.10.05.11-Gen Plant Model Construction and ReviewSd Mahmood100% (1)
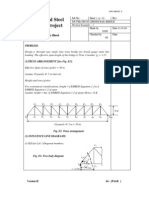
- Steel Truss DesignDocument10 pagesSteel Truss DesignRichard Teves100% (3)
- ER-82 EN Soft Foot and Top Plane Flatness Checks PDFDocument3 pagesER-82 EN Soft Foot and Top Plane Flatness Checks PDFCamilo Andres Cardozo FajardoNo ratings yet
- API RP 687-2001 (2015) Ut BabbitpdfDocument1 pageAPI RP 687-2001 (2015) Ut BabbitpdfudomNo ratings yet
- Cylinder and Packing LubeDocument6 pagesCylinder and Packing LubemadhancairnNo ratings yet
- D VipDocument6 pagesD VipClemente Rafael Marval EscalonaNo ratings yet
- Installmanual Cotta Arreglado PDFDocument20 pagesInstallmanual Cotta Arreglado PDFCarlos Landeta GarciaNo ratings yet
- Intro DR Engines July2018Document31 pagesIntro DR Engines July2018Russell DezemeNo ratings yet
- Ajax Cause & EffectDocument3 pagesAjax Cause & EffectgustavoespinosamNo ratings yet
- Altronic DD20 Annunciator and TachmotersDocument31 pagesAltronic DD20 Annunciator and TachmotersVladimirNo ratings yet
- Smartcraft - Vesselview 2012Document110 pagesSmartcraft - Vesselview 2012Jesus Lopez RibonNo ratings yet
- g3616 A4 Lehw0198 FinalDocument4 pagesg3616 A4 Lehw0198 FinalVictor NunezNo ratings yet
- Er 96-1-1 - Ariel JG Jga ToolsDocument4 pagesEr 96-1-1 - Ariel JG Jga ToolsJeff LNo ratings yet
- 20 RR NOV 300Q-5 Technical Data SheetsDocument2 pages20 RR NOV 300Q-5 Technical Data SheetsJorge SoriaNo ratings yet
- TOPIC: Camshaft IDENT NO: 6-3021B SUPERSEDES: 6-3021A DATE: February 2020 SUBJECT: Updated Cam Follower Models Affected: All VHPDocument2 pagesTOPIC: Camshaft IDENT NO: 6-3021B SUPERSEDES: 6-3021A DATE: February 2020 SUBJECT: Updated Cam Follower Models Affected: All VHPmiguel castellanosNo ratings yet
- Altronic V Installation Manual (FORM AV II)Document12 pagesAltronic V Installation Manual (FORM AV II)francis_mouille_iiNo ratings yet
- 04 Vibracon®Document2 pages04 Vibracon®LuisSilvaNo ratings yet
- Emerson HART 375 Field Communicator Specifications Spec SheetDocument8 pagesEmerson HART 375 Field Communicator Specifications Spec SheetAli Hadi100% (1)
- Ds Pf12v71nDocument2 pagesDs Pf12v71nashirogimuto0% (1)
- Superior engineTOCREV1Document1 pageSuperior engineTOCREV1Luis Blanco BandresNo ratings yet
- Microsoft Word - WET GAS COMPRESSOR OVERHAULING REPORTDocument8 pagesMicrosoft Word - WET GAS COMPRESSOR OVERHAULING REPORTAbhi SharmaNo ratings yet
- Ariel Calculation MethodDocument6 pagesAriel Calculation MethodSubrata Mukherjee100% (1)
- Er-96-0-7-1 - Piston Rod Runout CorrectionDocument3 pagesEr-96-0-7-1 - Piston Rod Runout CorrectionJeff LNo ratings yet
- SB 09-2916a Reg. MooneyDocument16 pagesSB 09-2916a Reg. MooneyJavier Leonidas0% (1)
- ARIEL Maint intervalSEK PDFDocument7 pagesARIEL Maint intervalSEK PDFMargaret Daugherty100% (1)
- Waukesha Knock Index Power CurveDocument1 pageWaukesha Knock Index Power CurveparathasiNo ratings yet
- DPC 2802 Startup ProcedureDocument6 pagesDPC 2802 Startup ProcedureMuhammad Asad100% (1)
- 3 - 05 Biela Motor L7044Document13 pages3 - 05 Biela Motor L7044Javier LeonidasNo ratings yet
- Compressor Over-Lubrication PresentationDocument38 pagesCompressor Over-Lubrication Presentation1mmahoneyNo ratings yet
- MODEL: T100-V: Installation and Operating .. ManualDocument38 pagesMODEL: T100-V: Installation and Operating .. ManualLeonid KolesnikovNo ratings yet
- Manual SD11-21 2011-04 UkDocument93 pagesManual SD11-21 2011-04 Ukapod.cotov21No ratings yet
- Weco Butterfly Valve MaintenanceDocument1 pageWeco Butterfly Valve MaintenanceAnton ShaginNo ratings yet
- SECTION 5.10: Ignition SystemDocument36 pagesSECTION 5.10: Ignition SystemLUISA FERNANDA TORRES MANOSALVANo ratings yet
- Altronic EPC 110-120 Operating Manual (FORM EPC-110/120 OM)Document55 pagesAltronic EPC 110-120 Operating Manual (FORM EPC-110/120 OM)francis_mouille_iiNo ratings yet
- Product Overview-WH FramesDocument43 pagesProduct Overview-WH FramesArzyman100% (1)
- 17-4115 VHP ESM2 HMI Software UpdateDocument13 pages17-4115 VHP ESM2 HMI Software UpdatefahadullahNo ratings yet
- CaseStudy Turbo ExpanderCompressorActiveMagneticBearingTripsReduction PDFDocument23 pagesCaseStudy Turbo ExpanderCompressorActiveMagneticBearingTripsReduction PDFWidya PermonoNo ratings yet
- Ariel Compressor Bolting Tightening Torque-Reciprocating CompDocument8 pagesAriel Compressor Bolting Tightening Torque-Reciprocating CompCokro YudhaNo ratings yet
- 02 How To Order Vibracon® ChocksDocument16 pages02 How To Order Vibracon® ChocksLuisSilvaNo ratings yet
- Relief Valve PDFDocument34 pagesRelief Valve PDFThái Mai ĐìnhNo ratings yet
- QHP CatalogDocument7 pagesQHP CatalogsanjeevvangeNo ratings yet
- Twiflex DB3606Document4 pagesTwiflex DB3606Emiranza PutragazzaNo ratings yet
- Ird 880 ManualDocument97 pagesIrd 880 ManualEnrique Javier González HenríquezNo ratings yet
- Ariel JGTDocument189 pagesAriel JGTRaul HurtadiNo ratings yet
- Lube Box Application 2-21-2010Document6 pagesLube Box Application 2-21-2010Fahad KhanNo ratings yet
- ELP End User Rev10Document38 pagesELP End User Rev10hugoheloNo ratings yet
- Maintenance Interval Schedule c15 MCW PDFDocument3 pagesMaintenance Interval Schedule c15 MCW PDFVictor NunezNo ratings yet
- Maintenance and Repair Manual: For JGR:J Heavy Duty Balanced Opposed Reciprocating CompressorsDocument136 pagesMaintenance and Repair Manual: For JGR:J Heavy Duty Balanced Opposed Reciprocating CompressorsCarlos A. Mantilla J.No ratings yet
- Waukesha F11gsi - Valve Clearence - CompressionDocument2 pagesWaukesha F11gsi - Valve Clearence - Compressionnicol_sg100% (1)
- Fa2.5i Fa5i Fa5ti MaintenanceDocument16 pagesFa2.5i Fa5i Fa5ti Maintenancemohammad salleh50% (2)
- Amarex KRT8041eDocument36 pagesAmarex KRT8041eRui Alves da Silva100% (1)
- Alignment For A Reciprocating CompressorDocument2 pagesAlignment For A Reciprocating CompressorMVSEETARAMANNo ratings yet
- Er 82Document2 pagesEr 82Dibyendu ChakrabortyNo ratings yet
- Vendor Literature Selection For Reciprocating Compressor Customer ManualsDocument2 pagesVendor Literature Selection For Reciprocating Compressor Customer ManualsmichaelxiaoNo ratings yet
- F-35463 Ariel Unit RecordDocument1 pageF-35463 Ariel Unit RecordmichaelxiaoNo ratings yet
- Ariel Quality Control Plan W Optional TestsDocument2 pagesAriel Quality Control Plan W Optional TestsCarlos MantillaNo ratings yet
- Performance - RecipDocument1 pagePerformance - RecipCarlos MantillaNo ratings yet
- Protection of Non-Lube Compressor Cylinders and Distance Pieces With VCI Powder For ShipmentDocument2 pagesProtection of Non-Lube Compressor Cylinders and Distance Pieces With VCI Powder For ShipmentmichaelxiaoNo ratings yet
- Leveling Limits For Stationary Reciprocating Compressors: Engineering ReferenceDocument2 pagesLeveling Limits For Stationary Reciprocating Compressors: Engineering ReferencemichaelxiaoNo ratings yet
- FVCPDocument14 pagesFVCPmichaelxiaoNo ratings yet
- CTBOODocument7 pagesCTBOOmichaelxiaoNo ratings yet
- Er 26Document2 pagesEr 26michaelxiaoNo ratings yet
- Ar166 208 260Document82 pagesAr166 208 260michaelxiaoNo ratings yet
- Rotary Compressor Warranty Notification and Installation List DataDocument1 pageRotary Compressor Warranty Notification and Installation List DatamichaelxiaoNo ratings yet
- Ariel Quality Control Plan W Optional TestsDocument2 pagesAriel Quality Control Plan W Optional TestsCarlos MantillaNo ratings yet
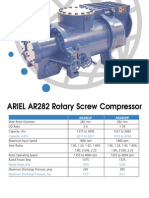
- ARIEL AR282 Rotary Screw Compressor: Capacity, m3/hr 2211 To 5317 1972 To 4744Document2 pagesARIEL AR282 Rotary Screw Compressor: Capacity, m3/hr 2211 To 5317 1972 To 4744michaelxiaoNo ratings yet
- Valve Theory DesignDocument345 pagesValve Theory Designmichaelxiao0% (1)
- Chemdur - 42 RHDocument3 pagesChemdur - 42 RHICPL-RWPNo ratings yet
- Europacable Cable Technology UpdateDocument13 pagesEuropacable Cable Technology UpdateA. HassanNo ratings yet
- Feasibility OutlineDocument20 pagesFeasibility OutlineAlyyssa Julfa ArcenoNo ratings yet
- Dhanora To JamkhedDocument39 pagesDhanora To JamkhedSangram MundeNo ratings yet
- Fosroc Bitucell: Constructive SolutionsDocument2 pagesFosroc Bitucell: Constructive SolutionsIna RoseNo ratings yet
- Executive Engineer, Upper Kolab Irrigation Division, BorigummaDocument10 pagesExecutive Engineer, Upper Kolab Irrigation Division, BorigummaSatyanarayan PandaNo ratings yet
- Anclajes Al Terreno DELFTDocument46 pagesAnclajes Al Terreno DELFTRankineNo ratings yet
- 1914 Nueces County CourthouseDocument5 pages1914 Nueces County CourthouseTuanQuachNo ratings yet
- Spec Sheet - American StandardDocument2 pagesSpec Sheet - American StandardJohn Enrick ManuelNo ratings yet
- Overhead Cranes-Safety&InspectorDocument214 pagesOverhead Cranes-Safety&InspectorMohamed Adel100% (6)
- Fen Do LiteDocument2 pagesFen Do LiteArmie May RicoNo ratings yet
- High Performance Concrete & High Strength Concrete: Presentation byDocument27 pagesHigh Performance Concrete & High Strength Concrete: Presentation byrexdindigulNo ratings yet
- BWG - Birmingham Wire GaugeDocument8 pagesBWG - Birmingham Wire GaugepurnawanNo ratings yet
- Incremental Housing IndiaDocument17 pagesIncremental Housing IndiaNishigandha RaiNo ratings yet
- CATALOGO Bucket Elevator2Document16 pagesCATALOGO Bucket Elevator2orlando_ubaldoNo ratings yet
- DCD320 500 TDCD01 - 03GBDocument344 pagesDCD320 500 TDCD01 - 03GBJarren GallmoreNo ratings yet
- ASTM A53 Type E Grade B ERW Submittal SheetDocument1 pageASTM A53 Type E Grade B ERW Submittal SheetElian Olivares MatusNo ratings yet
- RCC Joints and Their Constrction DetailsDocument14 pagesRCC Joints and Their Constrction DetailsAsif Champ100% (1)
- Wet Abrasive Blasting System and MethodDocument13 pagesWet Abrasive Blasting System and MethodhainguyenbkvhvNo ratings yet
- Kingspan Solar Design GuidelinesDocument20 pagesKingspan Solar Design GuidelinesdanrpNo ratings yet
- C PJPT P020 S BLKC LMR SP 001 (A) Layout1Document1 pageC PJPT P020 S BLKC LMR SP 001 (A) Layout1Alexander SNo ratings yet
- Concrete Cube Report - Parapets 21 August 2021 28 Day TestDocument1 pageConcrete Cube Report - Parapets 21 August 2021 28 Day Testakakak01No ratings yet
- FoundationDocument48 pagesFoundationrenukaNo ratings yet
- Piping and Equipment InsulationDocument22 pagesPiping and Equipment InsulationMiber Méndez100% (2)
- Rina Membership Application Form - Associate MemberDocument3 pagesRina Membership Application Form - Associate Memberpramodkb_cusatNo ratings yet
- Katalog Onaji 2021Document6 pagesKatalog Onaji 2021adityhot100% (1)
- Advisory Note 11 ASFP Cell Beam RationaleDocument2 pagesAdvisory Note 11 ASFP Cell Beam RationalePavaloaie Marian ConstantinNo ratings yet
- Clubhouse - Plans, SectionsDocument1 pageClubhouse - Plans, SectionsAkhil Jaikishan100% (1)