You might also like
- Inspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectorateDocument22 pagesInspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectoratedashNo ratings yet
- NDT Certification Systems:: Written PracticeDocument3 pagesNDT Certification Systems:: Written PracticeKhaled MeraashliNo ratings yet
- Inspection NDT BrochureDocument5 pagesInspection NDT Brochurecarlos ruiz100% (1)
- SAIW Certification - NDT - NDT LogbookDocument19 pagesSAIW Certification - NDT - NDT Logbookkhairy2013No ratings yet
- Intro To NDTDocument61 pagesIntro To NDTzubairsarwar912No ratings yet
- Mock Report PDFDocument22 pagesMock Report PDFArslan ZafarNo ratings yet
- Quality - NDT and NDE Present-OKDocument60 pagesQuality - NDT and NDE Present-OKMan Nguyen TheNo ratings yet
- Project 3 Technical NDT DocumentDocument18 pagesProject 3 Technical NDT Documentapi-242490471No ratings yet
- Student Training Notes Floormap 3diDocument86 pagesStudent Training Notes Floormap 3diTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- ACFM Applications1Document12 pagesACFM Applications1naoufel1706No ratings yet
- Ut at High TemperatureDocument11 pagesUt at High TemperatureaamirapiNo ratings yet
- NDT-PQ PDFDocument7 pagesNDT-PQ PDFMiguel RodriguezNo ratings yet
- NDT Method Magnetic Particle InspectionDocument23 pagesNDT Method Magnetic Particle Inspectionabhaymehta67No ratings yet
- FAQ's - NDT - MFL Magnetic Flux Leakage Storage Tank Inspection PDFDocument2 pagesFAQ's - NDT - MFL Magnetic Flux Leakage Storage Tank Inspection PDFJai PatelNo ratings yet
- Silverwing B Scan ReportDocument46 pagesSilverwing B Scan ReportpjhollowNo ratings yet
- As 4748-2001 Acoustic Emission Testing of Fibreglass-Insulated Booms On Elevating Work PlatformsDocument8 pagesAs 4748-2001 Acoustic Emission Testing of Fibreglass-Insulated Booms On Elevating Work PlatformsSAI Global - APACNo ratings yet
- Final Draft en Iso Fdis 15548-2 - 2007Document39 pagesFinal Draft en Iso Fdis 15548-2 - 2007gorkembaytenNo ratings yet
- Level III NDT Basic Topical OutlineDocument2 pagesLevel III NDT Basic Topical OutlineMohamed IbrahimNo ratings yet
- Adyxen Leak Detection TechniquesDocument14 pagesAdyxen Leak Detection TechniquesSavij_ChouhanNo ratings yet
- Ost Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureDocument6 pagesOst Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureshifaNo ratings yet
- 2168.2-2009 Computerized Radiography Testing of Mettalic Materials Using X-Rays and Gamma RaysDocument25 pages2168.2-2009 Computerized Radiography Testing of Mettalic Materials Using X-Rays and Gamma RaysJoselito MagatNo ratings yet
- Ultrasonic ExaminationDocument14 pagesUltrasonic ExaminationLiliNo ratings yet
- PA in Lieu of RT - CurtisDocument21 pagesPA in Lieu of RT - CurtisDennis ChaiNo ratings yet
- Sow NDTDocument1 pageSow NDTderwaishjeeNo ratings yet
- Prxnrnant Testtng: Buane & Ii T P O'NeillDocument6 pagesPrxnrnant Testtng: Buane & Ii T P O'NeillAzeem ShaikhNo ratings yet
- List of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3Document25 pagesList of NDT & Inspection Approved Training Organisations: Part 1 Part 2 Part 3PP043No ratings yet
- LPT Study Material LatestDocument53 pagesLPT Study Material LatestManish SinghNo ratings yet
- Pec Basics v9 PDFDocument8 pagesPec Basics v9 PDFWayneNo ratings yet
- Slofec™: Fast Corrosion Screening TechniqueDocument10 pagesSlofec™: Fast Corrosion Screening TechniqueshervinyNo ratings yet
- 3) Geometric Unsharpness (Radiographic)Document11 pages3) Geometric Unsharpness (Radiographic)Alirza AliyevNo ratings yet
- SSIS VT Procedure Rev 0 25112011Document14 pagesSSIS VT Procedure Rev 0 25112011Salman KhanNo ratings yet
- 12 Interview Question Related To Non - Destructive TestingDocument4 pages12 Interview Question Related To Non - Destructive TestingHary adiNo ratings yet
- What Is NDTDocument3 pagesWhat Is NDTmabppuNo ratings yet
- Eddy Current White PaperDocument25 pagesEddy Current White PapervrapciudorianNo ratings yet
- Tubing TestDocument16 pagesTubing Testbenergy84100% (1)
- Liquid Penetrating TestingDocument99 pagesLiquid Penetrating Testingfaraz090611100% (1)
- 243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Document7 pages243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Ali MohsinNo ratings yet
- Floormap3d MFL Tank Inspection PDFDocument4 pagesFloormap3d MFL Tank Inspection PDFassurendran0% (1)
- National Institute of Technology: M. Tech. Degree IN Non - Destructive TestingDocument36 pagesNational Institute of Technology: M. Tech. Degree IN Non - Destructive TestingravichandraNo ratings yet
- Dye Penetrant InspectionDocument2 pagesDye Penetrant InspectionsuparnaNo ratings yet
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbNo ratings yet
- TOOLFAB UT ProcedureDocument24 pagesTOOLFAB UT Procedurebalakumar rajaram100% (1)
- Computer Radiography For Wall Thickness MeasurementDocument36 pagesComputer Radiography For Wall Thickness MeasurementTonyo Ayshiyu100% (3)
- Linearity of Equipment GainDocument4 pagesLinearity of Equipment GainReezman MalkeNo ratings yet
- Liquid Penetrant TestingDocument11 pagesLiquid Penetrant Testingaamirapi100% (1)
- MT Asme Sec V Article 7Document18 pagesMT Asme Sec V Article 7mohamedNo ratings yet
- Computed Radiography - The State of The ArtDocument13 pagesComputed Radiography - The State of The ArtMario Moura JrNo ratings yet
- 3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookDocument57 pages3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookNayan Vyas100% (1)
- SNT TC 1a OverviewDocument3 pagesSNT TC 1a OverviewNDT Training WorldWideNo ratings yet
- Non-Destructive Testing: Prof. Tarapada RoyDocument12 pagesNon-Destructive Testing: Prof. Tarapada RoySIVARAM PRASADNo ratings yet
- ASME SECTION VIII Ultrasonido CriteriosDocument1 pageASME SECTION VIII Ultrasonido CriteriosLorena Jimenez100% (1)
- Prospectus For ASNT NDT Level-II in Bangladesh PDFDocument6 pagesProspectus For ASNT NDT Level-II in Bangladesh PDFSafiq UddinNo ratings yet
- Eddy Current TheoryDocument5 pagesEddy Current TheorypondpakkaNo ratings yet
- Non Destructive Testing NDTPDFDocument30 pagesNon Destructive Testing NDTPDFLong BinNo ratings yet
- Non Destructive Testing (NDT) PDFDocument30 pagesNon Destructive Testing (NDT) PDFChijioke Obi0% (1)
- What Is Risk Based InspectionDocument39 pagesWhat Is Risk Based InspectionobuseNo ratings yet
- STD 153Document15 pagesSTD 153Shriram AvasarkarNo ratings yet
- Cap 10 - Norbert Leitgeb - Safety of Electromedical Devices - Law - Risks - Opportunities (2010)Document50 pagesCap 10 - Norbert Leitgeb - Safety of Electromedical Devices - Law - Risks - Opportunities (2010)Omar Alejandro FAUSTNo ratings yet
- M2.2.2 Overview of NDT MethodsDocument22 pagesM2.2.2 Overview of NDT MethodsAldy Bagus PratamaNo ratings yet
- PaeoDocument14 pagesPaeomrms092004No ratings yet
- 498A Counter Cases To Fight Back WithDocument2 pages498A Counter Cases To Fight Back Withsankaran_muthukumarNo ratings yet
- RoundnessDocument35 pagesRoundnesssrinivasansscNo ratings yet
- Lixi Profiler Presentation-MSADocument35 pagesLixi Profiler Presentation-MSAsankaran_muthukumarNo ratings yet
- Uncertainty Calculation Rev00Document2 pagesUncertainty Calculation Rev00sankaran_muthukumarNo ratings yet
- Penetrants TESTINGDocument86 pagesPenetrants TESTINGsankaran_muthukumarNo ratings yet
- API 578 Study MaterialDocument12 pagesAPI 578 Study MaterialVimin Prakash100% (1)
- STEVE NISON - Japanese Candlestick Charting Techniques PDFDocument330 pagesSTEVE NISON - Japanese Candlestick Charting Techniques PDFpaladinno_hrgNo ratings yet
- Phased ArrayDocument8 pagesPhased Arraysankaran_muthukumarNo ratings yet
- Darkroom & Processing RT ADocument8 pagesDarkroom & Processing RT Asankaran_muthukumarNo ratings yet
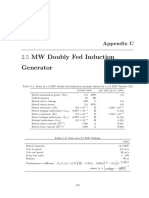
- 2.5 MW Doubly Fed Induction Generator: Appendix CDocument1 page2.5 MW Doubly Fed Induction Generator: Appendix CShaswat JhaNo ratings yet
- Advanced Tool Sharpening For The LatheDocument38 pagesAdvanced Tool Sharpening For The LatheEmijo.A100% (1)
- FareedDocument5 pagesFareedZahir B. FareedNo ratings yet
- 2nd Rehearsal Grade 12-H Key PaperDocument9 pages2nd Rehearsal Grade 12-H Key PaperAleeha HassanNo ratings yet
- CNC Unit 3Document39 pagesCNC Unit 3rahul bhattNo ratings yet
- PlanmecaProMaxSM New PDFDocument319 pagesPlanmecaProMaxSM New PDFAndrey TekinNo ratings yet
- Reflection RefractionDocument20 pagesReflection RefractionCarl Daniel FandiñoNo ratings yet
- Forces and Motion Simulation - Sample AnswerDocument7 pagesForces and Motion Simulation - Sample AnswerMuhammad HarisNo ratings yet
- M1: Exam-Requires Respondus Lockdown Browser: Periodic TableDocument7 pagesM1: Exam-Requires Respondus Lockdown Browser: Periodic Tablesophia onuNo ratings yet
- Gold NanoDocument12 pagesGold NanoManickavasagam RengarajuNo ratings yet
- IEC 61869-2-2012-Páginas-64-100Document37 pagesIEC 61869-2-2012-Páginas-64-100rudyNo ratings yet
- VC.02 Perpendicularity Literacy: S S T XDocument7 pagesVC.02 Perpendicularity Literacy: S S T XSri RaghavanNo ratings yet
- A Battery Energy Storage & Solution Provider: For Clean, Smart and Stable EnergyDocument55 pagesA Battery Energy Storage & Solution Provider: For Clean, Smart and Stable EnergyEngr Zeeshan KhanNo ratings yet
- Jurnal InternasionalDocument18 pagesJurnal InternasionalRizky Tambara GintingNo ratings yet
- Efficient Flame Detection and Early WarningDocument9 pagesEfficient Flame Detection and Early WarningHiran ChathurangaNo ratings yet
- IGCSE Cie WPE P2 With AnsDocument13 pagesIGCSE Cie WPE P2 With AnsPayail Parineeta PalNo ratings yet
- Mass Transfer Coefficient and Interphase Mass TransferDocument33 pagesMass Transfer Coefficient and Interphase Mass TransferpandianvijaybharathiNo ratings yet
- Mitigate Liquid Loading Using Bybartifical Networking PDFDocument71 pagesMitigate Liquid Loading Using Bybartifical Networking PDFJamshed SoomroNo ratings yet
- Lecture Notes Mechanics of Solids byDocument62 pagesLecture Notes Mechanics of Solids bynamasviNo ratings yet
- MATLAB/Simulink PV Module Modelof P&O and DC Link CDC MPPT Algorithmswith Labview Real Time Monitoring and Control Over P&O TechniqueDocument10 pagesMATLAB/Simulink PV Module Modelof P&O and DC Link CDC MPPT Algorithmswith Labview Real Time Monitoring and Control Over P&O Techniqueshan cool02No ratings yet
- Enhancement Method'S On Boiler EfficiencyDocument16 pagesEnhancement Method'S On Boiler Efficiencysidan magnaNo ratings yet
- Peta Assessments in Science 9 Quarter 2.2Document19 pagesPeta Assessments in Science 9 Quarter 2.29 - Sampaugita - Christian RazonNo ratings yet
- S. W. O. T. Analysis: StrengthDocument4 pagesS. W. O. T. Analysis: StrengthJay ZamoraNo ratings yet
- Datasheet PDFDocument5 pagesDatasheet PDFadminNo ratings yet
- STA CompactDocument428 pagesSTA CompactHernan VinetNo ratings yet
- Omt 2021 Wip 008 R0Document1 pageOmt 2021 Wip 008 R0Prathamesh OmtechNo ratings yet
- Chapter 5 Angle Modulation Fall 2020Document82 pagesChapter 5 Angle Modulation Fall 2020Mahmoud AbdelazizNo ratings yet
- PHysicsDocument2 pagesPHysicsKristal Pearl SindacNo ratings yet
- LK Distribution Board enDocument1 pageLK Distribution Board enjojokawayNo ratings yet
- ICSE Selina Concise Solutions For Grade 10 Chemistry Chapter 1. - Periodic Table, Periodic Properties and Variations of PropertiesDocument37 pagesICSE Selina Concise Solutions For Grade 10 Chemistry Chapter 1. - Periodic Table, Periodic Properties and Variations of PropertiesLal SinghNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationFrom EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Dynamic Aquaria: Building Living EcosystemsFrom EverandDynamic Aquaria: Building Living EcosystemsRating: 4 out of 5 stars4/5 (4)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)