You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Defects and Discontinuities GuideDocument68 pagesDefects and Discontinuities GuideRahulKumarNo ratings yet
- Distillation Column DesignDocument66 pagesDistillation Column Designsalmanmuddsar83% (6)
- Fem Mcqs AllDocument111 pagesFem Mcqs AllYatikNo ratings yet
- 6.4 Thin Lens Formula Worksheet NameDocument5 pages6.4 Thin Lens Formula Worksheet Namegrace_lo_1No ratings yet
- Control Valve Sizing Based on Masonelian MethodDocument10 pagesControl Valve Sizing Based on Masonelian Methodmanoj_amritkarNo ratings yet
- ASTM D 4594-96 Standard Test Method For Effects Fo Temperature On Stability of GeotextilesDocument3 pagesASTM D 4594-96 Standard Test Method For Effects Fo Temperature On Stability of GeotextilesPablo Antonio Valcárcel VargasNo ratings yet
- Tabla de Frame Motores Baldor IEC y NEMADocument2 pagesTabla de Frame Motores Baldor IEC y NEMAenicolas2No ratings yet
- Tabla de Frame Motores Baldor IEC y NEMADocument2 pagesTabla de Frame Motores Baldor IEC y NEMAenicolas2No ratings yet
- Semco Response Sheet To Pe Document Review Comments: Po-Me-Pe102030049 - Chemical Injection PackagesDocument1 pageSemco Response Sheet To Pe Document Review Comments: Po-Me-Pe102030049 - Chemical Injection PackagesManoj KumarNo ratings yet
- 8x9 CM - KCT Paper AdvT - HR - Gandhi Study Centre - Co Ordinator - FINAL FOR PRINT PDFDocument1 page8x9 CM - KCT Paper AdvT - HR - Gandhi Study Centre - Co Ordinator - FINAL FOR PRINT PDFsundarhicet83No ratings yet
- GATE 2012 Score CardDocument1 pageGATE 2012 Score CardManoj KumarNo ratings yet
- Fittings Flanges SpecsDocument8 pagesFittings Flanges SpecsMajed AdamNo ratings yet
- Binder 1Document30 pagesBinder 1Manoj KumarNo ratings yet
- SQL CompleteDocument99 pagesSQL Completemahenderj752No ratings yet
- T CodesDocument7 pagesT CodesManoj KumarNo ratings yet
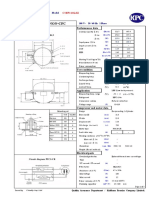
- AQ AR Series Junction Boxes - AISI316 LDocument2 pagesAQ AR Series Junction Boxes - AISI316 LManoj KumarNo ratings yet
- 35 Feam Ejb EngDocument4 pages35 Feam Ejb EngManoj KumarNo ratings yet
- MotorDocument4 pagesMotorManoj KumarNo ratings yet
- IEC Frame Chart PDFDocument1 pageIEC Frame Chart PDFpratishgnairNo ratings yet
- 4 MM 2 MM Type - 5Document1 page4 MM 2 MM Type - 5Manoj KumarNo ratings yet
- Cryo Gauge: GB D F IDocument68 pagesCryo Gauge: GB D F IManoj KumarNo ratings yet
- PT-3093 Tl-7 STN I/L PressureDocument1 pagePT-3093 Tl-7 STN I/L PressureManoj KumarNo ratings yet
- Purge PressurizationDocument4 pagesPurge PressurizationbbudhdevNo ratings yet
- 0.37 KWDocument9 pages0.37 KWManoj KumarNo ratings yet
- Add. of TeekayDocument1 pageAdd. of TeekayManoj KumarNo ratings yet
- MAGVDDocument1 pageMAGVDManoj KumarNo ratings yet
- Daily ReportDocument3 pagesDaily ReportManoj KumarNo ratings yet
- Control and Instrument Cable Data SheetDocument2 pagesControl and Instrument Cable Data SheetManoj KumarNo ratings yet
- 11 34-11 36 - Air - Break - enDocument3 pages11 34-11 36 - Air - Break - enManoj KumarNo ratings yet
- Principles of Explosion Protection 2012Document88 pagesPrinciples of Explosion Protection 2012gco1No ratings yet
- Book 1Document6 pagesBook 1Manoj KumarNo ratings yet
- Add. of TeekayDocument1 pageAdd. of TeekayManoj KumarNo ratings yet
- PSP 310Document2 pagesPSP 310Manoj KumarNo ratings yet
- Add. of TeekayDocument1 pageAdd. of TeekayManoj KumarNo ratings yet
- Corrosion On Stainless SteelDocument3 pagesCorrosion On Stainless SteelMondayNo ratings yet
- Mechanical Properties of MaterialsDocument45 pagesMechanical Properties of MaterialsRonan SeeNo ratings yet
- 5 6334632395693621290 PDFDocument12 pages5 6334632395693621290 PDFHari PrasadNo ratings yet
- Studies On Bound Water in PvaDocument4 pagesStudies On Bound Water in PvasggdgdNo ratings yet
- A I A A GNC 09 Turbulence Analysis 072109Document20 pagesA I A A GNC 09 Turbulence Analysis 072109Stageof WinangunNo ratings yet
- Silabus 4111 NanoDocument1 pageSilabus 4111 Nanokhairil_amrieNo ratings yet
- Regional Training of Teachers on Circular Motion and Newton's LawsDocument4 pagesRegional Training of Teachers on Circular Motion and Newton's LawsROXANNE MONDIDONo ratings yet
- F 2013 - 00 - RjiwmtmtmdaDocument9 pagesF 2013 - 00 - RjiwmtmtmdaAndres Camilo BenitezNo ratings yet
- Turbulent Flows and Modelling: S.Vengadesan Department of Applied Mechanics, IIT MadrasDocument35 pagesTurbulent Flows and Modelling: S.Vengadesan Department of Applied Mechanics, IIT MadrasVXNo ratings yet
- Forces and Motion WSDocument5 pagesForces and Motion WSMohammed Aamir YasirNo ratings yet
- Making Space: The SOS Guide To Control Room DesignDocument9 pagesMaking Space: The SOS Guide To Control Room DesignCássioNo ratings yet
- Stabilizing Slider-Crank Mechanism With Clearance JointsDocument13 pagesStabilizing Slider-Crank Mechanism With Clearance JointsTomé GuenkaNo ratings yet
- Air Cooler Design BHEXDocument1 pageAir Cooler Design BHEXRolando GanzonNo ratings yet
- Thermodynamics and Computer Programming Exam QuestionsDocument4 pagesThermodynamics and Computer Programming Exam QuestionsVinay KalkandhaNo ratings yet
- Heat Transfer HW ProblemsDocument1 pageHeat Transfer HW ProblemsSafaa Hameed Al NaseryNo ratings yet
- 03 Chap 3 Membrane Preparation Phase InversionDocument51 pages03 Chap 3 Membrane Preparation Phase InversionRamanan NadarajanNo ratings yet
- Measure Flow Rates With Nozzles and RotametersDocument9 pagesMeasure Flow Rates With Nozzles and RotametersMuhammad ZulhilmiNo ratings yet
- Behavior and Design of Selected Elastomeric Bearing Pads PDFDocument20 pagesBehavior and Design of Selected Elastomeric Bearing Pads PDFyhszaNo ratings yet
- Duaso Test YourselfDocument42 pagesDuaso Test YourselfSharmaine Cruzat Austria100% (1)
- C-BF 110L0Z PDFDocument3 pagesC-BF 110L0Z PDFWardi SupriadiNo ratings yet
- Measuring Principles Lecture on Sources of ErrorDocument18 pagesMeasuring Principles Lecture on Sources of ErrorAbhinav SinglaNo ratings yet
- CFRP Confined ColumnsDocument16 pagesCFRP Confined ColumnsAhmed SuwaedNo ratings yet
- Center of Mass, Momentum, Impulse & CollisionsDocument8 pagesCenter of Mass, Momentum, Impulse & CollisionsRolando Jerome MagoNo ratings yet
- VLE Models: Raoult's Law and Example CalculationDocument47 pagesVLE Models: Raoult's Law and Example CalculationKent GardoseNo ratings yet
- Process of Formation of All MineralsDocument1 pageProcess of Formation of All MineralsStephanie CorpuzNo ratings yet