You might also like
- Deh Governing-LancoDocument35 pagesDeh Governing-LancoPRAMOD KUMAR NANDANo ratings yet
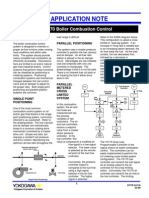
- YS170 Boiler Combustion Control Application NoteDocument2 pagesYS170 Boiler Combustion Control Application NoteSergio GonzalesNo ratings yet
- 1aha052263 ADocument19 pages1aha052263 ATanmay MajhiNo ratings yet
- Steam-Water & Flue Gas AnalyzersDocument67 pagesSteam-Water & Flue Gas AnalyzersAshwani DograNo ratings yet
- Emergency Shutdown of CFBDocument15 pagesEmergency Shutdown of CFBYour FriendNo ratings yet
- TurboDocument8 pagesTurboKorichiKarimNo ratings yet
- Functional Description Sulphur Recovery Unit Incinerator: DocumentationDocument19 pagesFunctional Description Sulphur Recovery Unit Incinerator: DocumentationMarian PascuNo ratings yet
- Terminal Points for Main Plant EquipmentDocument6 pagesTerminal Points for Main Plant Equipmentpunitg_2No ratings yet
- Boiler: Sabari Girish N Sr. Engineer (O)Document37 pagesBoiler: Sabari Girish N Sr. Engineer (O)Deepak SinghNo ratings yet
- Boiler-Tuning Basics, Part IDocument13 pagesBoiler-Tuning Basics, Part IIain NeillNo ratings yet
- Guided Wave Radar in Steam Boiler Service: Measuring Water Level Accurately Despite ChallengesDocument14 pagesGuided Wave Radar in Steam Boiler Service: Measuring Water Level Accurately Despite ChallengesRoger SeaverNo ratings yet
- Optimizing Duct Burner Performance Through MaintenanceDocument10 pagesOptimizing Duct Burner Performance Through MaintenancePajooheshNo ratings yet
- PowerplantDocument1 pagePowerplantHarish SharmaNo ratings yet
- Control Valves in Split RangesDocument6 pagesControl Valves in Split RangesGaurav MishraNo ratings yet
- CFBC Boiler Performance Calculation4 PDFDocument43 pagesCFBC Boiler Performance Calculation4 PDFrizalNo ratings yet
- Feasibility Study Report (1) ESPDocument32 pagesFeasibility Study Report (1) ESPrajanarsuNo ratings yet
- HRSG1 (终版)Document120 pagesHRSG1 (终版)Atif KhanNo ratings yet
- What Is The Work of Accumulator in Turbines - QuoraDocument4 pagesWhat Is The Work of Accumulator in Turbines - QuoraEr Suraj KumarNo ratings yet
- Turbine Operation Procedrue (A)Document148 pagesTurbine Operation Procedrue (A)ashishmathew100% (1)
- Boiler Notes 2Document42 pagesBoiler Notes 2Balakrishnan KannanNo ratings yet
- SEC A Bekasi Design SpecDocument20 pagesSEC A Bekasi Design Speccharleselitb92No ratings yet
- Write Up On Aux PrdsDocument6 pagesWrite Up On Aux PrdsYousuf AliNo ratings yet
- Steam Turbine Unloading and Shut-Down of Operation Turbine/Generator Shut-Down DiagramDocument5 pagesSteam Turbine Unloading and Shut-Down of Operation Turbine/Generator Shut-Down Diagramparthibanemails5779No ratings yet
- Boiler Drum Level Measurement and ControlDocument13 pagesBoiler Drum Level Measurement and ControlasdmoomNo ratings yet
- 1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational ProfileDocument87 pages1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational Profilezerocool86100% (1)
- Valve ScheduleDocument70 pagesValve SchedulekarparabhusawalNo ratings yet
- STG-234 - 0 PDFDocument9 pagesSTG-234 - 0 PDFElsadig ElkhairNo ratings yet
- SH1 Dhi P1PCB M M01 Pid 5325Document1 pageSH1 Dhi P1PCB M M01 Pid 5325Thanh SonNo ratings yet
- Gacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site ConditionDocument8 pagesGacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site Conditionakulahtu78No ratings yet
- Boiler 10 Control Philosophy PDocument3 pagesBoiler 10 Control Philosophy PsrshahNo ratings yet
- Air Monitoring Combustion Air Power BoilersDocument189 pagesAir Monitoring Combustion Air Power BoilersAnonymous zdCUbW8HfNo ratings yet
- CEA Plant Performance Report 2011-12Document251 pagesCEA Plant Performance Report 2011-12lovelyshreeNo ratings yet
- 1015t/h Subcritical Pressure Natural Circulation Boiler InstructionDocument74 pages1015t/h Subcritical Pressure Natural Circulation Boiler InstructioncynaiduNo ratings yet
- Boiler Feed Pump SavingDocument28 pagesBoiler Feed Pump SavingDramebaaz SandeepNo ratings yet
- 22-Line Up & Isolation of ID FanDocument2 pages22-Line Up & Isolation of ID FanSUBHASISH MUKHERJEENo ratings yet
- Presentation-4 - ESP Soot BlowerDocument19 pagesPresentation-4 - ESP Soot BlowerVaradNo ratings yet
- Flame Scanner and Cooling Fan Contract for India Power PlantDocument72 pagesFlame Scanner and Cooling Fan Contract for India Power PlantParthiban KarunaNo ratings yet
- 234-1. The Steam Turbine PDocument32 pages234-1. The Steam Turbine PDeepak GoyalNo ratings yet
- Heat RateDocument14 pagesHeat Ratedimas taurusriantoNo ratings yet
- QIPP MPN018 J00 2304 (1) Instr ListDocument9 pagesQIPP MPN018 J00 2304 (1) Instr Listsivasri999No ratings yet
- CCPP Flow Diagram PDFDocument1 pageCCPP Flow Diagram PDFArun KumarNo ratings yet
- Asld PresentDocument50 pagesAsld PresentAakanksha GahlautNo ratings yet
- Operational Flow Description: Sheet No. 2 Operational Flow Chart Fuel Gas CompressorDocument2 pagesOperational Flow Description: Sheet No. 2 Operational Flow Chart Fuel Gas CompressorjeromejoeNo ratings yet
- A10 A Pid Va 718768 206Document1 pageA10 A Pid Va 718768 206zhangNo ratings yet
- Kusile Training Teil 2 File-064 - Soot Blowers - 20170116Document50 pagesKusile Training Teil 2 File-064 - Soot Blowers - 20170116Msimanga Arnold BudalNo ratings yet
- NTPC PresentationDocument222 pagesNTPC PresentationReaderRRGHT100% (2)
- Gne Presentation 201009Document20 pagesGne Presentation 201009Hardik HardNo ratings yet
- LP Turbine Exhaust Loss CurveDocument1 pageLP Turbine Exhaust Loss CurveShameer MajeedNo ratings yet
- Eil Job No.: A545: OwnerDocument35 pagesEil Job No.: A545: OwnerSandip SurNo ratings yet
- Dong Fang HistoryDocument55 pagesDong Fang Historyramnadh803181No ratings yet
- H Section 1 Conventional Heat Generation Boiler General Description PDFDocument579 pagesH Section 1 Conventional Heat Generation Boiler General Description PDFNicolas Pallero FernandezNo ratings yet
- Regulatory and Comm Aspects of Power Generation - 24.06.2019Document56 pagesRegulatory and Comm Aspects of Power Generation - 24.06.2019dks12No ratings yet
- Heat Recovery Steam Generator 5Document29 pagesHeat Recovery Steam Generator 5Hitesh SinglaNo ratings yet
- Boiler Process Control and InstrumentationDocument70 pagesBoiler Process Control and InstrumentationAditya AgrawalNo ratings yet
- Electricity ReportDocument42 pagesElectricity ReportNik TahNo ratings yet
- Kenya Power AllanDocument45 pagesKenya Power Allankiprotich allanNo ratings yet
- KGF CH 1Document10 pagesKGF CH 1VenomNo ratings yet
- BONEVENTUREDocument49 pagesBONEVENTUREMUCUNGUZI BONEVENTURENo ratings yet
- Traning Report 3309Document65 pagesTraning Report 3309ayeshmanthabroNo ratings yet
- Sanitary Waste BinDocument53 pagesSanitary Waste BinRoshanNo ratings yet
- TCVT245 Datasheet For ReferenceDocument2 pagesTCVT245 Datasheet For ReferencetuyencntnNo ratings yet
- Design Criteria For Control and InstrumentationDocument37 pagesDesign Criteria For Control and InstrumentationtuyencntnNo ratings yet
- Preliminary tender documentDocument1 pagePreliminary tender documenttuyencntnNo ratings yet
- Notes:: P&I Diagram Closed Cooling Water SystemDocument1 pageNotes:: P&I Diagram Closed Cooling Water SystemtuyencntnNo ratings yet
- Closed Cooling Water System P&I DiagramDocument1 pageClosed Cooling Water System P&I DiagramtuyencntnNo ratings yet
- Preliminary - For Tender OnlyDocument1 pagePreliminary - For Tender OnlytuyencntnNo ratings yet
- Conduit Installation Guide by Sti PDFDocument34 pagesConduit Installation Guide by Sti PDFVishnu M S0% (1)
- T10206 XG02 P1PGB - 110001 - Pid CCWDocument1 pageT10206 XG02 P1PGB - 110001 - Pid CCWtuyencntnNo ratings yet
- Application Note - Shinkawa - VIbration Monitoring System in Thermal Power PlantsDocument16 pagesApplication Note - Shinkawa - VIbration Monitoring System in Thermal Power PlantsbabuaravindNo ratings yet
- SensorsDocument164 pagesSensorstuyencntnNo ratings yet
- Notes:: P&I Diagram Closed Cooling Water SystemDocument1 pageNotes:: P&I Diagram Closed Cooling Water SystemtuyencntnNo ratings yet
- Fast Cut BackDocument7 pagesFast Cut BacktuyencntnNo ratings yet
- Standard Electrical SymbolsDocument40 pagesStandard Electrical Symbolssilviamenegazzo100% (13)
- T10206 XG02 P0HLB - 310015 PID For FD Fans - Rev XDocument1 pageT10206 XG02 P0HLB - 310015 PID For FD Fans - Rev XtuyencntnNo ratings yet
- Calculation Analysis of Energy Saving Tools For Fan and Pump ApplicationsDocument194 pagesCalculation Analysis of Energy Saving Tools For Fan and Pump ApplicationsGergely SzűcsNo ratings yet
- SamaDocument8 pagesSamalosmoscasbr100% (1)
- SWAS OverviewDocument16 pagesSWAS OverviewtuyencntnNo ratings yet
- Application Note - Shinkawa - VIbration Monitoring System in Thermal Power PlantsDocument16 pagesApplication Note - Shinkawa - VIbration Monitoring System in Thermal Power PlantsbabuaravindNo ratings yet
- Msi Ansi Asme StandardsDocument2 pagesMsi Ansi Asme StandardstuyencntnNo ratings yet
- SamaDocument8 pagesSamalosmoscasbr100% (1)
- 2 Marks Power Plant InstrumentationDocument18 pages2 Marks Power Plant InstrumentationVaishnavi SureshNo ratings yet
- Control Logic Symbols DiagramDocument29 pagesControl Logic Symbols DiagramhanumehrotraNo ratings yet
- P&ID Handout Sympol BasicsDocument18 pagesP&ID Handout Sympol BasicsAhmed Mohamed KhalilNo ratings yet
- Electrical Solutions For Thermal Power PlantsDocument12 pagesElectrical Solutions For Thermal Power PlantstuyencntnNo ratings yet
- VungAng1 System Architecture RevC 2-ModelDocument1 pageVungAng1 System Architecture RevC 2-ModeltuyencntnNo ratings yet
- Pipe Labeling To Ansi Asme A13.1Document1 pagePipe Labeling To Ansi Asme A13.1Anindito NurprabowoNo ratings yet
- ABBREVIATION LIST: 40+ ABBREVIATIONS FOR POWER PLANT TERMSDocument7 pagesABBREVIATION LIST: 40+ ABBREVIATIONS FOR POWER PLANT TERMStuyencntnNo ratings yet
- Faculty of EngineeringDocument129 pagesFaculty of EngineeringtuyencntnNo ratings yet
- Ijsec 1.0Document3 pagesIjsec 1.0Hagi ShahidNo ratings yet
- Architectural Design of Bangalore Exhibition CentreDocument24 pagesArchitectural Design of Bangalore Exhibition CentreVeereshNo ratings yet
- 00250621DVSH00011 Exde02 34Document34 pages00250621DVSH00011 Exde02 34manish318No ratings yet
- Computer Knowledge & Marketing MCQsDocument22 pagesComputer Knowledge & Marketing MCQsBhaskar KothariNo ratings yet
- Growing Power of Social MediaDocument13 pagesGrowing Power of Social MediaKiran HanifNo ratings yet
- Tiempos de entrega y actividades de aprendizajeDocument2 pagesTiempos de entrega y actividades de aprendizajejuanNo ratings yet
- Bifold Corporate - CatalogueDocument6 pagesBifold Corporate - CatalogueZeeshan KhanNo ratings yet
- HC110110023 Link AggregationDocument12 pagesHC110110023 Link Aggregationmangla\No ratings yet
- O LVL RDocument85 pagesO LVL RRudra KumarNo ratings yet
- Generator Protection Unit, GPU-3 Data Sheet Generator Protection Unit, GPU-3 Data SheetDocument11 pagesGenerator Protection Unit, GPU-3 Data Sheet Generator Protection Unit, GPU-3 Data SheetJhoan ariasNo ratings yet
- Manual Solis-RSD-1G - V1.0 9 0621 - 27 V6Document9 pagesManual Solis-RSD-1G - V1.0 9 0621 - 27 V6Long ComtechNo ratings yet
- Position: Chapter-9 Flow Past Through BodyDocument3 pagesPosition: Chapter-9 Flow Past Through BodyAbishek AdhikariNo ratings yet
- Subcooling Flow BoilingDocument8 pagesSubcooling Flow BoilingBokiNo ratings yet
- AART To Revitalize Aarhus Port District With TerracedDocument4 pagesAART To Revitalize Aarhus Port District With TerracedaditamatyasNo ratings yet
- CircuitsDocument26 pagesCircuitsDarian ShiNo ratings yet
- Semantics-Based Image Retrieval by Region SaliencyDocument9 pagesSemantics-Based Image Retrieval by Region SaliencyRazzougui SarahNo ratings yet
- Print to PDF without novaPDF messageDocument60 pagesPrint to PDF without novaPDF messageAyush GuptaNo ratings yet
- HRMS Applicant Assessment FormDocument12 pagesHRMS Applicant Assessment FormDivya KakumanuNo ratings yet
- Capilary Tube For Ac and RefrigeratorDocument4 pagesCapilary Tube For Ac and RefrigeratorJoko SubagyoNo ratings yet
- Design and analyze a non-inverting op-amp circuit with gain of 10Document7 pagesDesign and analyze a non-inverting op-amp circuit with gain of 10Mandeep KaloniaNo ratings yet
- Data Visualization Nanodegree Program Syllabus PDFDocument4 pagesData Visualization Nanodegree Program Syllabus PDFsergio paredesNo ratings yet
- Shahzeb Hassan: Career ObjectiveDocument2 pagesShahzeb Hassan: Career ObjectiveomairNo ratings yet
- JIRA Essentials Third Edition - Sample ChapterDocument43 pagesJIRA Essentials Third Edition - Sample ChapterPackt PublishingNo ratings yet
- IalDocument24 pagesIalWMONTOYA4897No ratings yet
- Astm Peel TestDocument2 pagesAstm Peel TestIvander GultomNo ratings yet
- Building MaterialsDocument13 pagesBuilding MaterialsPriyanka BasuNo ratings yet
- Assignment ADocument2 pagesAssignment AUbair khan0% (3)
- Versidrain 150: Green RoofDocument2 pagesVersidrain 150: Green RoofMichael Tiu TorresNo ratings yet
- Et 321 06-23-15Document2 pagesEt 321 06-23-15Shishan AhmadNo ratings yet
- Kollmorgen PMA Series CatalogDocument6 pagesKollmorgen PMA Series CatalogElectromateNo ratings yet